Un buon disegno di piegatura riduce errori, tempi morti e interpretazioni diverse tra ufficio tecnico e officina. Qui mi concentro su ciò che serve davvero per rappresentare correttamente una lamiera piegata: viste, quote, raggio interno, verso di piega, sviluppo piano, tolleranze e dettagli che evitano rifacimenti. Il punto non è riempire il foglio di simboli, ma far sì che il pezzo si possa produrre senza domande inutili.
Le informazioni che contano davvero prima di mandare una piega in produzione
- La vista piegata e lo sviluppo piano devono essere leggibili insieme, senza lasciare dubbi su materiale, spessore e riferimento.
- Le convenzioni grafiche ISO per linee, quote e tolleranze sono il linguaggio base; senza legenda, i simboli interni diventano rischiosi.
- Raggio interno, angolo e verso di piega vanno dichiarati in modo coerente, perché il materiale non reagisce sempre allo stesso modo.
- Lo sviluppo piano dipende da compensazione, K-factor o tabelle di piega: se cambiano materiale o utensile, va verificato di nuovo.
- Le tolleranze troppo strette, i fori troppo vicini alla piega e le flange troppo corte sono tra le cause più comuni di rilavorazione.
Come leggere un disegno di piega davvero producibile
Quando apro un elaborato di lamiera, io cerco subito due cose: la forma finale e il modo in cui quella forma è stata pensata per essere ottenuta. La vista piegata dice come dovrà apparire il pezzo finito; lo sviluppo piano dice come partire dal grezzo. Se una delle due manca, il rischio è che qualcuno debba interpretare al posto del disegno.
In un documento ben fatto, la piega non è solo un arco o una linea: è un’informazione completa. Devono comparire il materiale, lo spessore, il raggio interno, l’angolo, il verso di piega e, quando serve, la sequenza delle pieghe. Nei modelli CAD moderni, il piano di sviluppo mostra spesso anche linee di piega, zone di piega e linee di centro: sono dettagli piccoli, ma in officina fanno una differenza enorme.
| Elemento | Cosa dovrebbe comparire | Perché conta |
|---|---|---|
| Vista piegata | Ingombro finale, angolo, verso di piega | Serve per verificare interferenze, montaggio e orientamento del pezzo |
| Sviluppo piano | Contorno aperto, linee di piega, quote di taglio | Serve per taglio laser, punzonatura e controllo del grezzo |
| Nota di piega | Angolo, raggio, direzione, eventuale sequenza | Riduce ambiguità nelle lavorazioni con più pieghe |
| Riferimenti | Bordo base, faccia di riferimento, datum | Evita quote “flottanti” che cambiano significato dopo la piega |
| Compensazione | Bend allowance, bend deduction o tabella di piega | Determina la lunghezza corretta dello sviluppo |
La regola pratica che seguo è semplice: se un operatore esperto deve fermarsi per capire dove inizia e dove finisce una piega, il disegno non è ancora pronto. Da qui si passa al linguaggio grafico vero e proprio, cioè alle norme e alle convenzioni che tengono tutto coerente.
Le norme e le convenzioni che fanno la differenza
In ambito meccanico, il riferimento pratico è la famiglia di norme ISO dedicata alla documentazione tecnica. Le parti più utili, per questo tema, sono quelle che stabiliscono i principi generali di rappresentazione, le convenzioni delle linee e il modo corretto di quotare e tollerare i particolari. In altre parole: non esiste una scorciatoia grafica che sostituisca una rappresentazione pulita e leggibile.
Io distinguo sempre tra ciò che è norma e ciò che è convenzione interna di azienda. La norma dà il linguaggio comune; la convenzione di reparto può aggiungere simboli di piega, colori di layer o note operative, ma solo se è spiegata bene. Se un simbolo vale solo per chi lo ha inventato, non è una convenzione utile: è un rischio.
- Le linee di contorno visibili devono restare chiare e dominanti.
- Le linee di piega, gli assi e i riferimenti devono essere distinti dal contorno del pezzo.
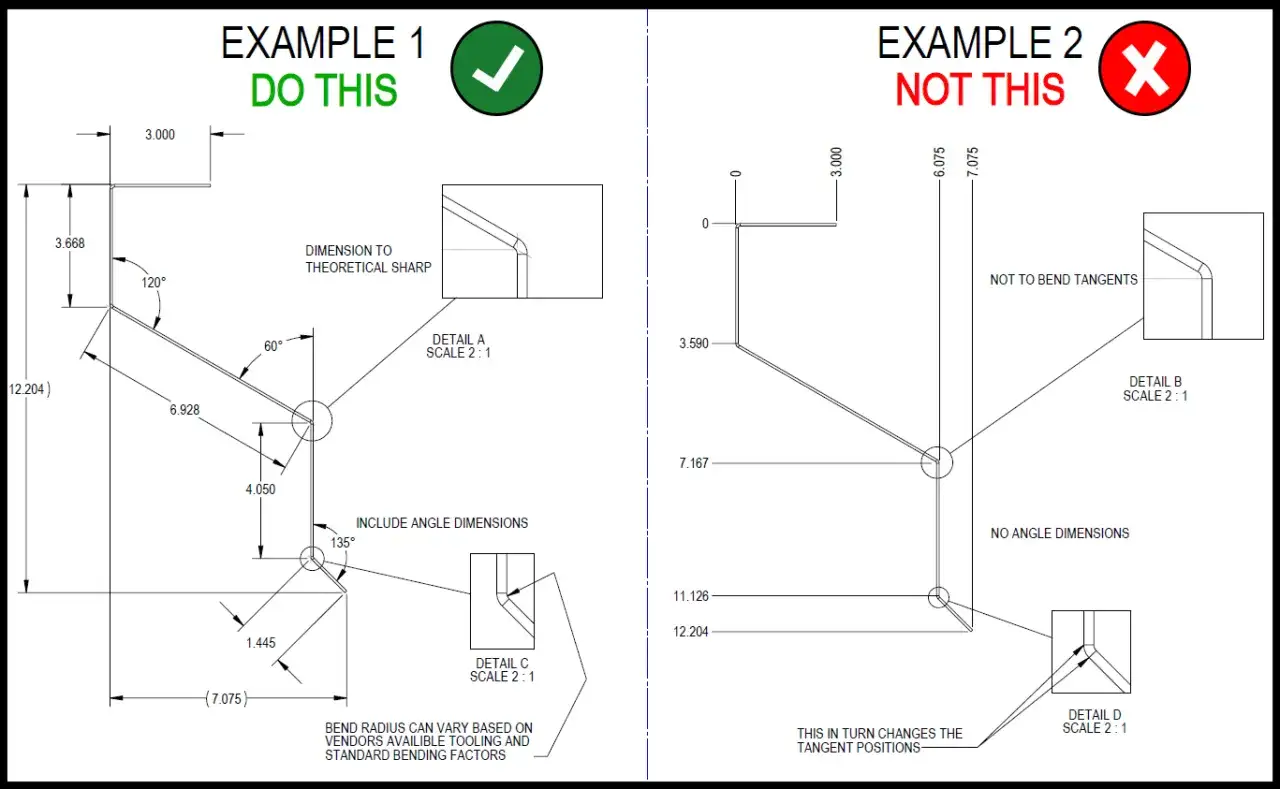
- Le quote funzionali vanno agganciate a riferimenti sensati, non a spigoli che spariscono dopo la piega.
- Le tolleranze geometriche servono quando la posizione o l’orientamento di una piega sono davvero critici.
- Le note operative devono essere poche, ma precise: meglio una nota chiara che cinque appunti contraddittori.
Qui entra anche la disciplina del disegno per la producibilità: il pezzo non si progetta solo per “essere corretto”, ma per essere corretto e fabbricabile. Questa è la parte che spesso separa un buon elaborato da uno che genera domande al banco piegatura. Una volta fissato il linguaggio, il tema successivo è inevitabile: raggio, angolo e verso della piega.
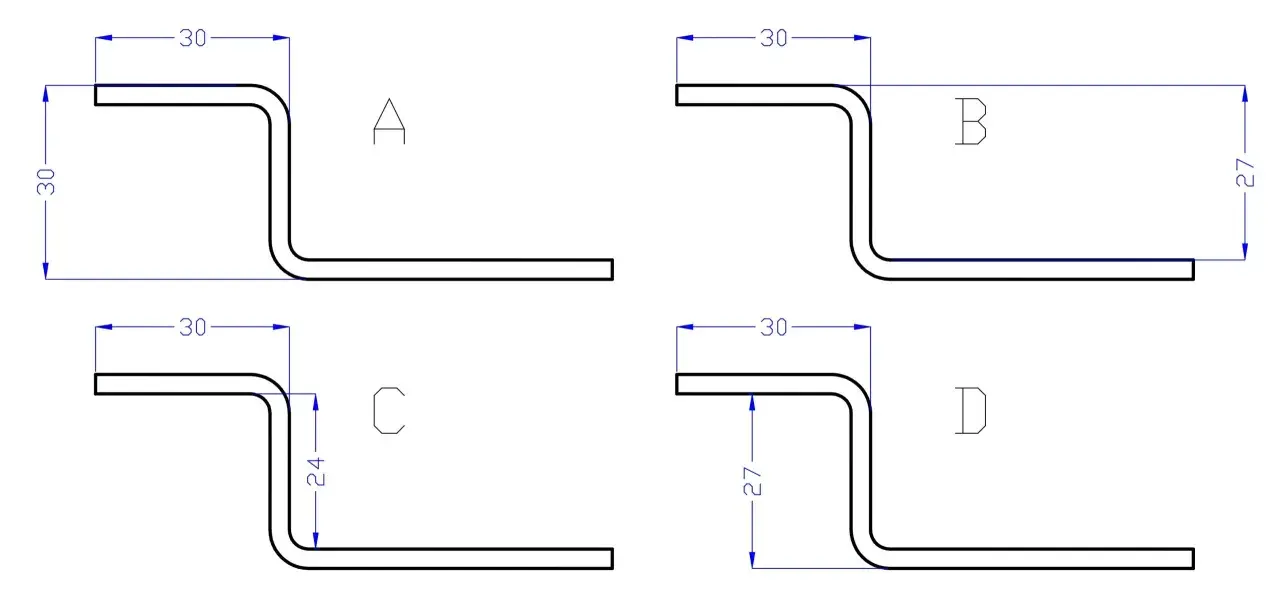
Raggio, angolo e verso di piega vanno dichiarati senza ambiguità
La piega di lamiera non si legge bene se il raggio interno è lasciato sottinteso. Io considero il raggio interno il dato di riferimento, perché influenza il comportamento del materiale, la lunghezza sviluppata e la scelta dell’utensile. Come regola di partenza, un raggio interno vicino allo spessore può essere sensato in molte lavorazioni, ma non lo tratto mai come valore universale: materiale, utensile e metodo di piega possono spostare il risultato in modo netto.
Lo stesso vale per l’angolo. Un disegno efficace dice se l’angolo indicato è quello finale del pezzo, quello di apertura, oppure un valore da raggiungere con compensazione. Se il pezzo è critico, aggiungo quasi sempre anche il verso di piega, cioè se la flangia va verso l’alto o verso il basso rispetto alla faccia di riferimento. Sembra un dettaglio banale, ma in una sequenza con più pieghe è proprio lì che nascono gli errori.
La deformazione elastica di ritorno, o springback, merita un’indicazione esplicita quando l’angolo è stretto o la funzione del pezzo dipende da pochi decimi. Lo springback è il rimbalzo elastico che il materiale fa dopo la piega: più il materiale è tenace, più può cambiare l’angolo finale rispetto a quello imposto dalla pressa. Su inox, alluminio e leghe più reattive, ignorarlo è una falsa economia.
- Se il pezzo accoppia con un altro componente, il raggio va pensato insieme al montaggio, non solo alla forma.
- Se la piega cade vicino a un foro o a un’asola, l’orientamento del verso può cambiare la deformazione locale.
- Se ci sono pieghe consecutive, l’ordine di esecuzione va scritto o numerato.
- Se il raggio è funzionale, meglio specificarlo con una quota vera e non con una descrizione generica.
Quando questi tre dati sono chiari, il disegno diventa leggibile. Ma per trasformare il pezzo da piano a piegato serve ancora un passaggio decisivo: la compensazione della piega e il calcolo dello sviluppo.
Sviluppo piano e compensazione della piega sono la parte che decide la precisione
Qui si gioca la differenza tra un pezzo che torna a quota e uno che arriva corto o lungo. Lo sviluppo piano non è una semplice somma di lati: va corretto con una logica di compensazione che tenga conto di raggio, angolo, spessore e comportamento del materiale. Il K-factor, cioè la posizione dell’asse neutro dentro lo spessore, è uno dei modi più usati per fare questa correzione; in pratica, dice quanto il materiale si allunga o si accorcia durante la piega.
Nella realtà produttiva, il K-factor non è un valore magico. Spesso si muove in un intervallo indicativo tra 0,3 e 0,5, ma il numero corretto dipende dal materiale, dal tipo di piega e dall’utensile. Per questo io preferisco trattarlo come un parametro da allineare al processo, non come una costante da copiare da un progetto all’altro.
La bend allowance è la lunghezza da aggiungere lungo la zona piegata per ottenere lo sviluppo corretto, mentre la bend deduction è la correzione da sottrarre quando parto dalle quote finite delle flange. Sono due strade diverse per arrivare allo stesso obiettivo: far combaciare il piano con il pezzo piegato senza dover correggere a mano il file dopo il primo campione.
| Metodo | Quando lo uso | Punto forte | Limite |
|---|---|---|---|
| Bend allowance | Quando controllo lo sviluppo con un modello analitico | Funziona bene se raggio e angolo sono stabili | Richiede un K-factor credibile |
| Bend deduction | Quando ragiono per quote alle estremità delle flange | È intuitivo per pezzi semplici | Va allineato a utensile e processo |
| K-factor | Quando il CAD calcola automaticamente lo sviluppo | Standardizza la logica tra progetto e produzione | Va verificato sul materiale reale |
| Tabella di piega | Quando produco serie ricorrenti sullo stesso impianto | È molto affidabile in officina | Va manutenzionata con prove e aggiornamenti |
| Piega di prova | Quando il pezzo è critico o il materiale è nuovo | Allinea disegno e macchina | Consuma tempo e materiale |
Se lavoro su un flusso CAD-CAM, io preferisco anche esportare lo sviluppo con layer separati per linee di piega e direzione, così chi prepara il taglio non deve dedurre nulla. È una piccola abitudine operativa, ma evita parecchie correzioni quando il file passa di mano. Una volta gestita la compensazione, resta l’area in cui molti disegni si inceppano: i vincoli pratici della piegatura.
Tolleranze, fori vicini alla piega e flange corte creano più problemi di quanto sembri
Una piega può essere corretta sulla carta e difficile da realizzare sul banco. Per questo io non accetto tolleranze astratte: devono essere compatibili con il processo scelto. In molte lavorazioni standard, un angolo di piega intorno a ±1° è un riferimento prudente; se si vuole scendere verso ±0,5° o meno, servono controllo processo, prove e spesso anche un costo maggiore.
Le quote che più spesso generano problemi sono quelle vicine alla zona deformata. Un foro troppo vicino alla piega si ovalizza o si sposta, una flangia troppo corta può non essere afferrata bene dagli utensili e un taglio troppo vicino al bordo può indebolire il pezzo. Qui io ragiono sempre in termini di spessore, raggio e disponibilità dell’utensile, non solo di quota nominale.
| Elemento critico | Regola pratica | Rischio se la ignori |
|---|---|---|
| Lunghezza minima della flangia | Circa 4T in piega ad aria, spesso 6T o più in lavorazioni più vincolate | La piega non si forma bene o richiede utensili speciali |
| Foro vicino alla piega | Mantenere una distanza pari almeno a 2,5T + R come regola prudente | Ovalizzazione, deformazione o perdita di posizione |
| Asola o intaglio vicino alla piega | Allontanarla più di un foro semplice e verificare il verso di piega | Strappi, schiacciamenti o rotture locali |
| Scarico di piega | Prevederlo quando il taglio termina nella zona di curvatura | Si creano grinze, interferenze o cricche |
| Quote tra più pieghe | Verificare l’effetto cumulativo delle tolleranze | Errore accumulato e pezzo fuori assemblaggio |
Lo scarico di piega è il piccolo invito o taglio di alleggerimento che evita che il materiale si strappi proprio dove la lamiera cambia direzione. Non è un vezzo da modellazione: su pezzi reali, fa la differenza tra un bordo pulito e una deformazione difficile da correggere. Questa attenzione ai vincoli di officina chiude il cerchio tecnico, e porta al controllo finale prima di autorizzare la produzione.
La verifica finale che io faccio prima di liberare il file
Prima di mandare un disegno in produzione, io passo sempre da una verifica molto concreta. Non cerco solo errori di quota; controllo soprattutto se il pezzo può essere capito allo stesso modo da chi taglia, da chi piega e da chi assembla. È il passaggio che evita i classici rifacimenti “perché pensavo fosse inteso così”.
- Materiale e spessore sono indicati con chiarezza.
- Raggio interno e angolo di piega sono coerenti con il tipo di lavorazione scelto.
- Verso di piega, numero delle pieghe e sequenza sono leggibili senza interpretazioni.
- Lo sviluppo piano riporta la compensazione usata, o almeno il metodo di calcolo adottato.
- Le tolleranze sono realistiche rispetto a macchina, materiale e geometria del pezzo.
- Fori, asole e intagli vicini alle pieghe rispettano distanze compatibili con la deformazione.
Se questi sei punti sono a posto, il disegno non è solo corretto: è anche producibile. Ed è esattamente questo che serve in una lavorazione di lamiera fatta bene, perché il miglior elaborato non è quello più ricco di simboli, ma quello che fa arrivare in officina un pezzo chiaro, coerente e senza sorprese.