Le informazioni chiave da tenere a mente
- Elettrodo consumabile significa che il materiale si fonde durante la saldatura e diventa parte del giunto, mentre il rivestimento controlla arco, scoria e protezione.
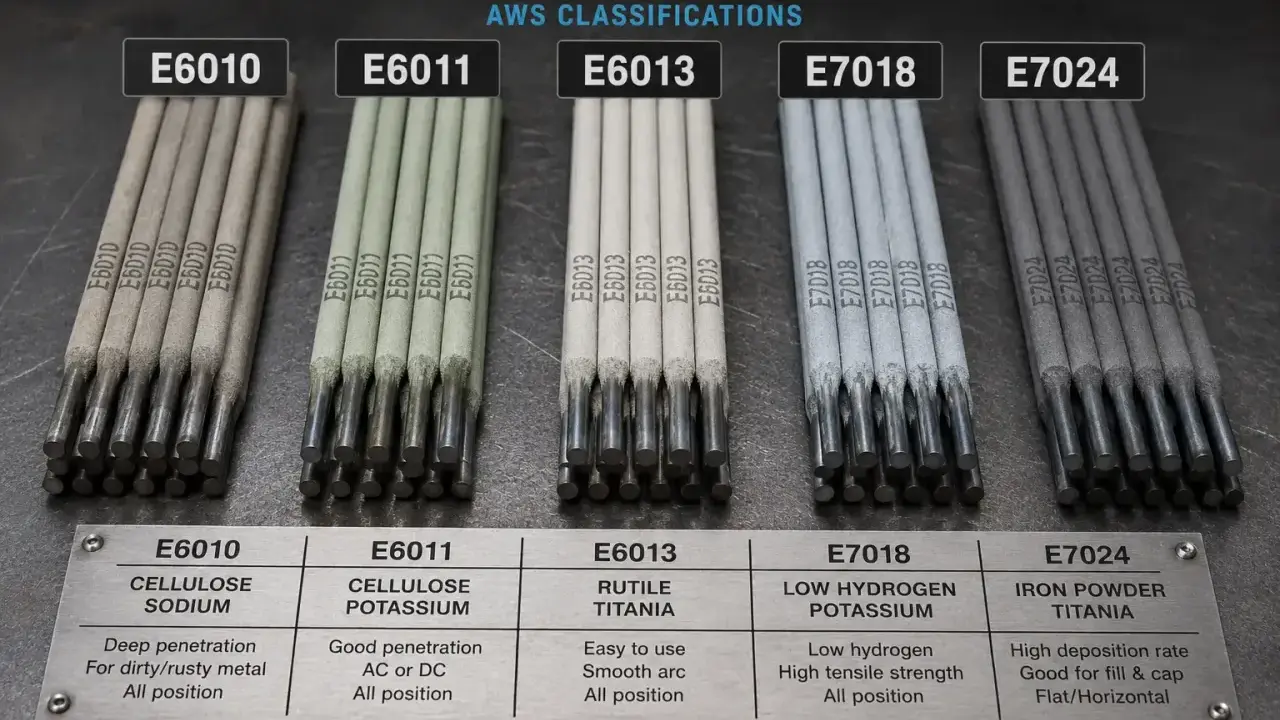
- La sigla AWS dice tre cose essenziali: resistenza minima, posizioni di saldatura e tipo di rivestimento/corrente.
- E6010 ed E6011 servono quando contano penetrazione e capacità di lavorare su superfici meno perfette; E6013 è più facile e pulito; E7018 è il riferimento quando servono tenuta e basso idrogeno.
- E7024 spinge sulla produttività, ma rende meglio in piano o in orizzontale.
- Per ghisa e inox servono consumabili dedicati, come Ni-Cl e 308L, non “quelli che capitano”.
- La conservazione non è un dettaglio: i low-hydrogen vanno tenuti asciutti, i cellulosici non vanno essiccati in forno.
Che cosa sono gli elettrodi consumabili e perché contano
Un elettrodo consumabile non serve solo a “chiudere” un giunto: porta materiale d’apporto, contribuisce alla stabilità dell’arco e, grazie al rivestimento, protegge il bagno fuso dall’ossidazione. Nella saldatura ad arco manuale è proprio questa combinazione a fare la differenza tra un cordone regolare e uno che richiede rilavorazioni.
Io li considero il vero punto di equilibrio del processo: arco, protezione, deposito e scoria sono legati alla stessa scelta. Un rivestimento cellulosico tende a dare un arco più aggressivo e una penetrazione più profonda; un rivestimento rutilico è più docile e facile da controllare; un basico a basso idrogeno privilegia la qualità meccanica, ma chiede più disciplina su umidità e conservazione.
Per questo due “bacchette” con lo stesso diametro possono comportarsi in modo opposto. Se voglio evitare errori a monte, parto sempre dal tipo di giunto e non dall’abitudine di magazzino. Da qui ha senso imparare a leggere la sigla, perché è lì che l’elettrodo racconta davvero come si comporterà.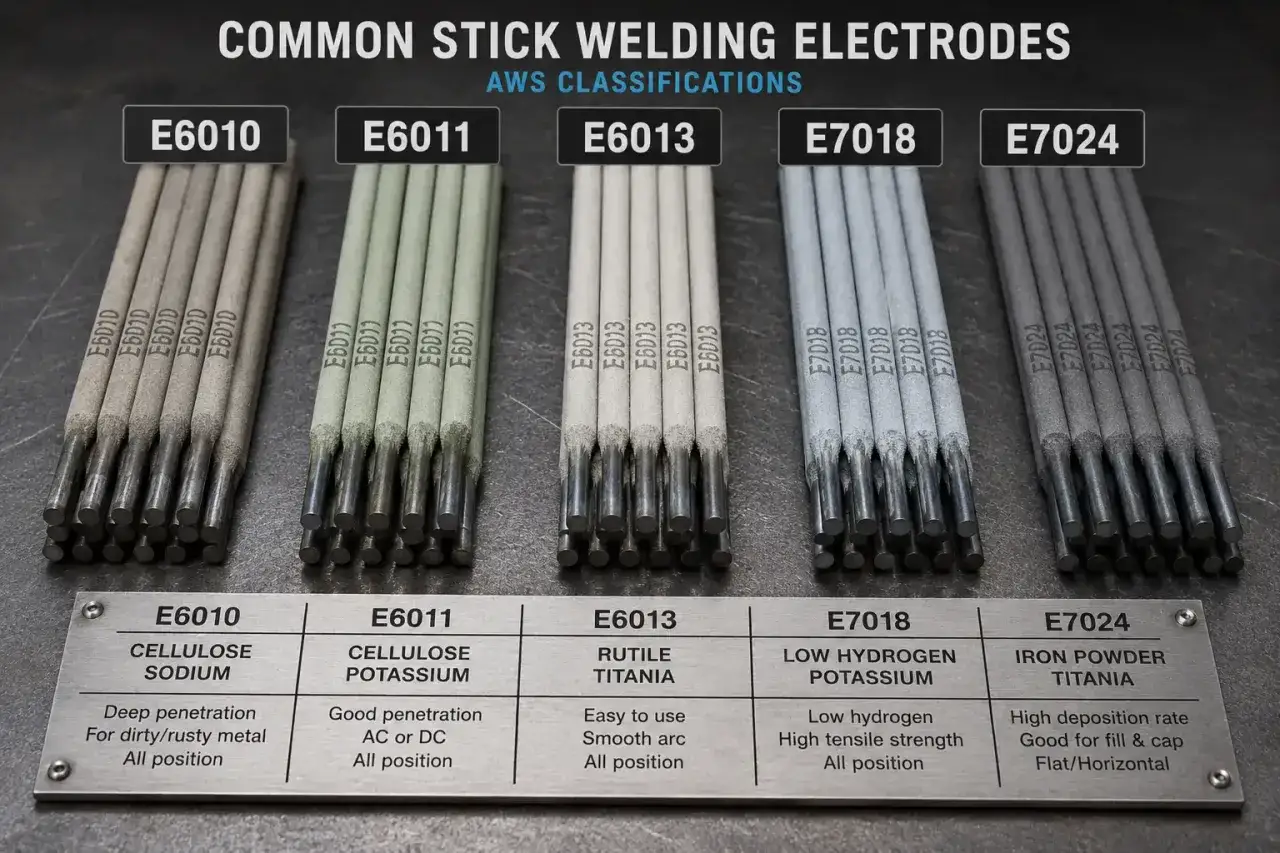
Come leggere la sigla AWS senza perdersi
La classificazione AWS è la scorciatoia più utile per capire cosa sto comprando. Su un elettrodo tipo E7018, ogni pezzo della sigla aggiunge un’informazione concreta: non è un codice decorativo, è una scheda tecnica abbreviata.
| Parte della sigla | Cosa indica | Esempio pratico |
|---|---|---|
| E | Elettrodo | Consumo del materiale durante la saldatura ad arco manuale |
| Prime due cifre | Resistenza minima del metallo depositato | 70 = circa 70.000 psi di resistenza a trazione |
| Terza cifra | Posizioni di saldatura consentite | 1 = tutte le posizioni; 2 = piano e orizzontale |
| Quarta cifra | Rivestimento e tipo di corrente | Determina se l’elettrodo lavora in AC, DC o entrambe e quanto è “morbido” o “aggressivo” l’arco |
Quando compaiono sigle come H4, H8 o H16, il riferimento è all’idrogeno diffusibile nel deposito, quindi al rischio di cricche da idrogeno. La sigla R segnala una maggiore resistenza all’umidità, ma non sostituisce una conservazione corretta. In officina leggo prima il comportamento dell’arco, poi il tema dell’idrogeno, perché spesso è quello che decide se un giunto è solo riuscito o davvero affidabile.
Questa lettura mi porta direttamente al punto più pratico: quali elettrodi uso davvero nei casi reali, non in teoria.
I tipi più usati e dove funzionano davvero
Nell’acciaio al carbonio, le famiglie più comuni non si differenziano solo per la resistenza finale, ma per il modo in cui gestiscono il bagno, la scoria e la posizione di saldatura. Qui sotto riassumo i tipi che incontro più spesso e il motivo per cui li scelgo o li escludo.
| Elettrodo | Comportamento dell’arco | Dove lo uso | Limite da ricordare |
|---|---|---|---|
| E6010 | Arco stretto e penetrante | Radici, tubazioni, riparazioni su materiale sporco o con ossido leggero | Richiede mano esperta e, di fatto, corrente continua |
| E6011 | Penetrazione profonda, ma più tollerante | Manutenzione e riparazione quando la macchina lavora in AC o quando non voglio dipendere dalla DC | Resta un elettrodo “aggressivo”: su lamiera sottile va gestito con attenzione |
| E6013 | Arco morbido, spruzzi contenuti, scoria facile | Lamiera pulita, carpenteria leggera, lavori rapidi e puliti | Penetra meno e non perdona se il giunto è sporco o mal preparato |
| E7014 | Deposizione più alta e comportamento semplice | Lavori generali su acciaio dolce, quando voglio un buon compromesso tra facilità e produttività | Non è la prima scelta se la priorità è la radice difficile o la massima tenuta strutturale |
| E7018 | Arco regolare, cordone pulito, basso idrogeno | Strutture, carpenteria importante, acciai più sensibili alle cricche | Va conservato bene e usato asciutto |
| E7024 | Deposizione molto elevata | Piano e orizzontale, soprattutto su spessori medi e alti | Non è il rod giusto se devo salire in verticale o lavorare sopra testa |
| Ni-Cl | Arco gestibile, deposito adatto alla fusione del materiale | Ghisa e riparazioni dove conta anche la lavorabilità del pezzo finito | Non va confuso con un elettrodo “universale” per acciai comuni |
| 308L | Deposito pensato per inox, con buona resistenza alla corrosione | Acciai inossidabili tipo 304 e 308 | Se lo uso fuori famiglia, rischio di perdere coerenza metallurgica e qualità del giunto |
La distinzione che mi interessa davvero è questa: 6010 e 6011 sono più da penetrazione e radice, 6013 e 7014 sono più da lavori ordinari e scorrevoli, 7018 entra in gioco quando il requisito meccanico conta davvero, 7024 punta sulla produttività, mentre Ni-Cl e 308L sono consumabili speciali per materiali speciali. In pratica, non scelgo “un elettrodo buono”, scelgo il comportamento giusto per il materiale giusto.
Da qui la domanda naturale è: come faccio, in officina, a decidere in pochi minuti quale montare davvero?
Come scelgo l’elettrodo giusto in officina
Quando devo scegliere, io parto sempre da cinque domande molto semplici. Se rispondo bene a queste, la metà del lavoro è già fatta.
- Che materiale sto saldando? Acciaio dolce, inox, ghisa o un metallo speciale richiedono famiglie diverse.
- In che posizione lavoro? Piano e orizzontale aprono la porta a elettrodi molto produttivi; verticale e sopra testa richiedono un bagno più controllabile.
- Ho AC, DC o entrambe? Alcuni elettrodi, come l’E6010, sono legati alla DC; altri sono più versatili.
- Com’è preparato il giunto? Se il pezzo è sporco, ossidato o con accoppiamento non perfetto, scelgo una famiglia più tollerante.
- Il requisito è estetico, strutturale o normativo? Quando entra in gioco la tenuta meccanica, il basso idrogeno smette di essere un dettaglio.
| Scenario reale | Scelta di partenza che uso più spesso | Perché |
|---|---|---|
| Lamiera pulita e lavori leggeri | E6013 | Arco morbido, controllo semplice e pulizia finale rapida |
| Riparazione su pezzo sporco o con ruggine leggera | E6011 o E6010 | Più penetrazione e più capacità di “tagliare” la superficie |
| Carpenteria strutturale o giunto che deve reggere davvero | E7018 | Basso idrogeno e tenuta meccanica più affidabile |
| Lavoro veloce in piano su spessore medio-alto | E7024 | Deposizione elevata e buona produttività |
| Ghisa | Ni-Cl | Più adatto alla struttura del materiale e alla lavorabilità del deposito |
| Inox 304 o 308 | 308L | Coerenza metallurgica e resistenza alla corrosione |
Come punto di partenza, mi tengo anche dei riferimenti molto concreti sul diametro. Un elettrodo da 2,4 mm spesso ruota intorno a 90 A; un 3,2 mm lavora spesso tra 75 e 145 A, a seconda della famiglia; un 4,0 mm può stare intorno a 180-220 A in funzione del tipo e dell’applicazione. Io li tratto come valori di avvio, non come numeri fissi: la scheda del produttore e la posizione di saldatura restano decisive.
Un altro dettaglio che pesa molto è la polarità. In generale, la configurazione con elettrodo positivo tende a dare più penetrazione; l’AC può essere più tollerante in alcuni casi; la DC negativa ha meno penetrazione e si usa solo dove il consumabile la prevede. Su verticale e sopra testa, poi, parto spesso con un po’ meno calore rispetto al piano e correggo sul bagno invece di forzare subito l’amperaggio.
Quando la scelta è fatta male, però, il problema si vede in fretta. Ed è qui che entrano in gioco gli errori più comuni.
Gli errori che rovinano il cordone più in fretta dell’elettrodo sbagliato
Molti cordoni brutti non dipendono da un consumabile “scarso”, ma da un uso incoerente rispetto al suo carattere. Questi sono gli errori che vedo più spesso.
- Usare un low-hydrogen umido: aumenta il rischio di porosità e cricche, soprattutto su acciai più sensibili.
- Trattare un E6010 come un E7018: l’arco, il bagno e la tecnica sono diversi; se li confondo, il risultato diventa instabile.
- Impostare amperaggio troppo basso: l’elettrodo tende ad attaccarsi, l’arco diventa sporco e il cordone perde uniformità.
- Impostare amperaggio troppo alto: crescono spruzzi, sottosquadro e deformazioni, soprattutto sulla lamiera.
- Ignorare la pulizia del giunto: ruggine, olio e vernice non spariscono per magia; alcuni elettrodi li tollerano, ma nessuno li “ama”.
- Usare un rod da deposizione elevata fuori posizione: un 7024 in verticale o sopra testa è quasi sempre la scelta sbagliata.
- Tenere l’arco troppo lungo: il bagno perde protezione, aumentano spruzzi e porosità, e il cordone diventa meno consistente.
La regola pratica che uso è semplice: se il cordone cambia aspetto da un passaggio all’altro, prima controllo corrente, polarità e pulizia; solo dopo mi chiedo se il problema sia davvero l’elettrodo. Nella maggior parte dei casi, la risposta arriva prima dalla tecnica che dal catalogo.
Questo porta dritti a un punto che in officina viene sottovalutato troppo spesso: come si conservano davvero questi consumabili.
Conservazione, essiccazione e sicurezza che fanno davvero la differenza
La conservazione incide quanto la scelta. Un elettrodo ben classificato ma umido o contaminato può comportarsi peggio di un consumabile più economico ma gestito bene.
| Famiglia | Come la tratto | Errore da evitare |
|---|---|---|
| Cellulosici, come E6010 ed E6011 | Li tengo a temperatura ambiente e protetti dall’umidità | Non li essicco in forno: il loro comportamento dipende anche dal contenuto di umidità del rivestimento |
| Low-hydrogen, come E7018, E7016 ed E7015 | Li conservo in confezione sigillata; dopo l’apertura, uso armadi caldi o forni per bacchette | Lasciarli all’aria su un banco umido o in un’area non controllata |
| Rutilici e simili, come E6013 ed E7014 | Devono restare asciutti e puliti, anche se sono meno sensibili dei basici | Trattarli come se fossero immuni all’umidità |
| Inox e speciali | Li separo dagli acciai al carbonio per evitare contaminazioni | Mescolare materiali diversi nello stesso contenitore |
Per i low-hydrogen, nella pratica di officina si lavora spesso con armadi caldi nell’ordine di 120-150 °C dopo l’apertura; alcune versioni resistenti all’umidità possono essere mantenute anche a temperature più basse, intorno a 40-50 °C. Non prenderei questi valori come optional: quando il cantiere è umido o il lavoro è critico, l’umidità cambia davvero il risultato.
Con i cellulosici, invece, il punto è opposto: non vanno “asciugati” per correggere il problema, perché il loro comportamento è costruito proprio su quel rivestimento. E, come sempre, ventilazione, DPI e rimozione della scoria tra i passaggi restano obbligatori se voglio un risultato pulito e sicuro.
Quando tengo insieme scelta, stoccaggio e tecnica, il lavoro diventa molto più prevedibile. E allora la differenza tra un elettrodo giusto e uno sbagliato si vede meno sul prezzo e molto di più sul pezzo finito.
Tre regole pratiche che uso prima di accendere l’arco
- Parto dal giunto, non dall’elettrodo: se il materiale è sporco, sottile, in ghisa o inox, la famiglia corretta viene prima del diametro.
- Scelgo il comportamento dell’arco: penetrazione, morbidezza o produttività cambiano più del semplice numero stampato sulla bacchetta.
- Controllo lo stoccaggio prima del cordone: un low-hydrogen mal conservato può annullare il vantaggio tecnico che mi aspettavo.
Se devo ridurre tutto a una regola operativa, è questa: materiale base, posizione e requisito meccanico vengono prima dell’abitudine. Per riparazioni rapide e radici difficili guardo a E6010 ed E6011; per lavori puliti e leggeri continuo a fidarmi molto di E6013; quando la saldatura entra in una logica strutturale, E7018 torna quasi sempre al centro della scena. Nel dubbio, io faccio un provino corto e confronto subito cordone, scoria e penetrazione: è il modo più veloce per capire se la scelta è davvero giusta prima di passare al pezzo definitivo.