
La submerged arc welding, cioè la saldatura ad arco sommerso, è uno di quei processi che in officina si apprezzano quando servono cordoni lunghi, produttività alta e risultati ripetibili. Io la considero una scelta molto solida per carpenteria pesante, serbatoi, tubazioni di grande diametro e strutture in acciaio, perché combina penetrazione profonda, poca proiezione e una pulizia finale spesso minima. In questo articolo spiego come funziona, quali parametri contano davvero, come si sceglie il flusso e in quali casi conviene davvero puntarci.
Le informazioni chiave da portare a casa
- È quasi sempre un processo meccanizzato o automatizzato, pensato per giunti lunghi e ripetitivi.
- In Europa le varianti più comuni sono 121 per il filo pieno e 122 per il nastro, secondo ISO 4063.
- Il flusso non serve solo a coprire l’arco: protegge, stabilizza, deossida e influenza la metallurgia del giunto.
- Rende al meglio su spessori medio-alti, in posizione piana o orizzontale, con accesso regolare al giunto.
- I risultati dipendono molto da corrente, tensione, velocità di avanzamento, stickout e qualità del flusso.
- Su pezzi variabili, corti o fuori posizione, spesso conviene valutare processi più flessibili come MIG/MAG o FCAW.
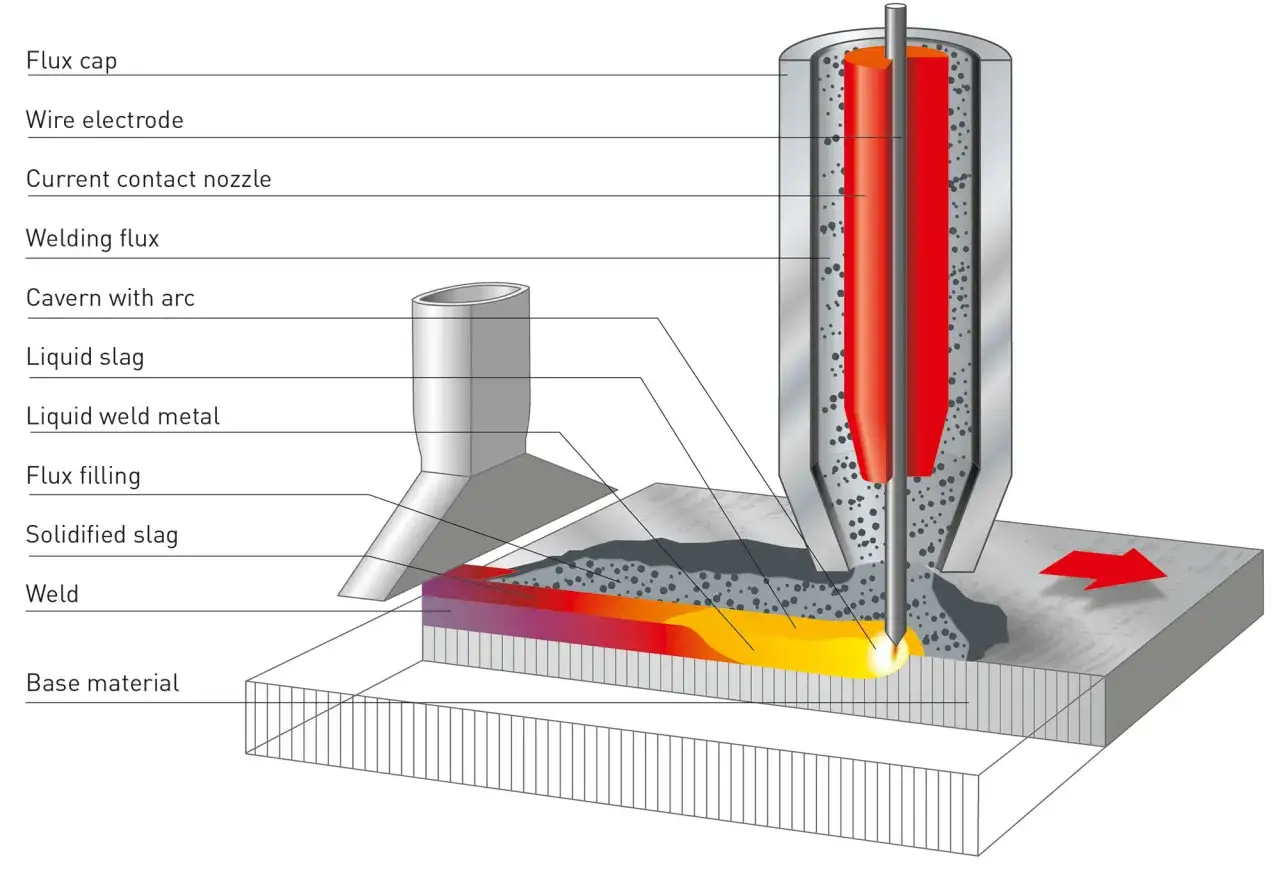
Come funziona il processo passo dopo passo
Il principio è semplice, ma il modo in cui viene gestito fa tutta la differenza. L’arco si forma tra un elettrodo continuo e il pezzo, però non lavora “a cielo aperto”: resta nascosto sotto un letto di flusso granulare. L’AWS lo descrive bene come un processo quasi sempre meccanizzato, ed è proprio questa impostazione che lo rende così efficace su giunti lunghi e ripetitivi.
- Preparo il giunto: pulizia, smusso, controllo del fit-up e puntature corrette. Se il giunto è sporco o disallineato, il processo mostra subito il suo lato meno indulgente.
- Posiziono filo e flusso: il filo avanza in continuo mentre il flusso viene distribuito davanti alla torcia o alla testata di saldatura.
- Si accende l’arco sotto il flusso: il bagno rimane protetto dall’atmosfera, quindi ossigeno e azoto non disturbano il metallo fuso come accade in processi più esposti.
- Il flusso fonde in parte: una quota diventa scoria protettiva, un’altra parte genera gas e contribuisce alla stabilità dell’arco.
- La scoria copre il cordone: protegge il metallo caldo e ne influenza il raffreddamento, quindi anche l’aspetto e le proprietà finali.
- Recupero e controllo: il flusso non consumato può essere recuperato, ma solo se la procedura prevede filtraggio, pulizia e corretta conservazione.
Dal punto di vista della classificazione ISO 4063, le varianti più rilevanti sono la 121 con filo pieno, la 122 con nastro e la 125 con filo tubolare. Questo dettaglio non è burocratico: cambia il comportamento del bagno, il tasso di deposito e il tipo di applicazione che ha più senso affrontare. Una volta chiaro il ciclo, il passo successivo è capire quali componenti e quali parametri determinano davvero la qualità del cordone.
Attrezzatura, parametri e consumabili che cambiano davvero il risultato
Se dovessi impostare una linea nuova, io partirei dai componenti, non dalla sola sorgente di potenza. Nella saldatura ad arco sommerso il sistema è fatto di fonte, trainafilo, testata, trasporto e gestione del flusso: se uno di questi elementi è debole, il vantaggio del processo si riduce molto in fretta.
| Parametro | Fascia pratica | Perché conta |
|---|---|---|
| Diametro del filo | Da 1,6 a 4,8 mm; i 3,2-4,0 mm sono molto comuni nella carpenteria pesante | Più il filo cresce, più aumenta la capacità di deposito, ma sale anche l’energia richiesta |
| Corrente | Sotto 600 A nei set più contenuti; 600-1000 A con fili grandi e alte prestazioni | È la variabile che incide di più su fusione e penetrazione |
| Tensione | Circa 26-38 V in un assetto industriale tipico | Influenza larghezza del bagno, bagnabilità e aspetto del cordone |
| Velocità di avanzamento | Circa 40-70 cm/min; 55 cm/min è un riferimento realistico in molte linee | Troppo lenta aumenta l’apporto termico, troppo veloce può impoverire la fusione laterale |
| Stickout | Circa 16-32 mm, con valori più lunghi sui fili grandi | Condiziona il preriscaldamento del filo e quindi la stabilità dell’arco |
Per capirci con un esempio concreto, in una combinazione industriale molto usata si lavora con filo da 4,0 mm, 580 A e 55 cm/min, mentre il consumo di flusso può muoversi da circa 0,7 a 1,6 kg di flusso per kg di filo al variare della tensione. È un buon promemoria: qui i numeri non sono accessori, ma il modo in cui si decide produttività, forma del cordone e costo per metro saldato.
- Fonte di potenza: spesso DC, ma in alcune applicazioni si usa anche AC o AC a polarità variabile.
- Trainafilo e testa di saldatura: devono alimentare il filo in modo continuo, senza micro-interruzioni.
- Tramoggia e recupero del flusso: il flusso va depositato e, se previsto dalla procedura, recuperato e riutilizzato con controllo.
- Carrello, colonna o gantry: servono per garantire una traiettoria stabile su linee lunghe.
- Sistema di tracking: utile quando il giunto non è perfetto e serve compensare tolleranze di preparazione.
Quando questi elementi lavorano bene insieme, il processo diventa molto prevedibile. E proprio qui entra in gioco il vero protagonista spesso sottovalutato: il flusso.
Il flusso non è un dettaglio secondario
Nel SAW il flusso fa più di una cosa contemporaneamente. Protegge il bagno dall’aria, stabilizza l’arco, forma scoria, deossida il metallo fuso e influenza anche il raffreddamento finale. In altre parole, non è un semplice “coperchio” del cordone: è una parte attiva della metallurgia del giunto.
| Tipo di flusso | Caratteristica | Quando lo preferisco |
|---|---|---|
| Fuso | Composizione molto omogenea e comportamento stabile | Quando cerco ripetibilità e una risposta prevedibile del bagno |
| Agglomerato | Consente di aggiungere deossidanti e leganti | Quando servono tenacità e maggiore libertà metallurgica |
| Misto | Compromesso tra stabilità e personalizzazione | Quando il ciclo è già definito ma voglio affinare alcune proprietà |
| Neutro | Modifica poco la chimica del metallo depositato | Per passate multiple e spessori elevati |
| Attivo | Interviene in parte sulla composizione del bagno | Quando devo adattare il risultato a un requisito specifico di produzione |
In applicazioni più esigenti si cercano spesso flussi a basso idrogeno, con valori molto contenuti dopo il corretto trattamento di essiccazione. Io li tratto con molta disciplina: imballi integri, stoccaggio asciutto, eventuale riessiccazione e niente recuperi “creativi” fuori procedura. Un flusso umido o contaminato può trasformare un processo eccellente in una sequenza di porosità e inclusioni difficili da recuperare.
Quando il flusso è scelto bene, il processo diventa estremamente efficiente. Da lì la domanda cambia: dove rende davvero e dove invece conviene lasciare spazio a un’altra tecnologia?
Dove rende meglio nell’industria e dove conviene lasciare perdere
Io la sceglierei ogni volta che ho giunti lunghi, produzione ripetitiva e spessori medio-alti. È il caso di carpenteria pesante, serbatoi, recipienti in pressione, strutture navali, pipe mill, grandi tubazioni e rivestimenti di riporto. In queste situazioni il vantaggio non è solo la velocità: è anche la regolarità del risultato, che su grandi volumi vale quanto il tempo risparmiato.
La limitazione più importante è la posizione di saldatura. Nella pratica si lavora soprattutto in piano o in orizzontale, perché il flusso deve restare dove serve e il bagno va contenuto con precisione. Se il pezzo impone verticale, sopratesta o geometrie molto irregolari, il processo perde gran parte del suo senso industriale.
| Processo | Punto forte | Limite principale | Quando lo sceglierei |
|---|---|---|---|
| SAW | Deposito molto alto, bagno stabile, poca pulizia | Quasi solo in piano o orizzontale; impianto più impegnativo | Giunti lunghi e produzione ripetitiva su spessori medio-alti |
| MIG/MAG | Più flessibile e più semplice da adattare | Menos incisivo sui cordoni molto lunghi e pesanti | Serie variabili, pezzi meno massivi, bisogno di versatilità |
| TIG | Controllo e finitura eccellenti | Molto più lento | Radici, materiali delicati, piccole serie ad alta precisione |
| FCAW | Buona portabilità e buona tolleranza operativa | Più spruzzi e più pulizia rispetto al SAW | Montaggi, cantieri e lavorazioni dove la posizione cambia spesso |
La mia regola pratica è questa: se la commessa è lunga, pesante e ripetitiva, SAW ha senso; se i pezzi cambiano spesso o la posizione non è favorevole, forzarlo porta più complessità che valore. Capito dove funziona meglio, resta da vedere quali errori rovinano davvero un cordone e come li prevengo prima che diventino scarto.
Gli errori che fanno perdere qualità e come li prevenirei
Su questo processo io non mi fido mai solo dell’aspetto esterno. Sotto la scoria il cordone può sembrare regolare e nascondere invece inclusioni, porosità o mancate fusioni. Per questo, nelle commesse importanti, il controllo non si ferma al colpo d’occhio.
| Difetto | Cause tipiche | Correzione pratica |
|---|---|---|
| Porosità | Flusso umido, superfici sporche, parametri instabili | Asciugare il flusso, pulire il giunto, stabilizzare corrente e tensione |
| Inclusioni di scoria | Velocità eccessiva, geometria del giunto sfavorevole, passate non pulite | Ridurre la velocità, rivedere lo smusso, pulire bene tra le passate |
| Mancata fusione | Corrente insufficiente, allineamento errato, preparazione povera | Aumentare la corrente entro WPS, correggere il fit-up, migliorare la preparazione |
| Sottosquadro | Velocità troppo alta o tensione fuori equilibrio | Riallineare i parametri e controllare il tracciamento del giunto |
| Eccesso di convessità | Avanzamento troppo lento o apporto termico mal distribuito | Ritarare velocità e tensione, eventualmente ripensare la sequenza di passate |
| Deformazione termica | Input di calore troppo alto o sequenza non bilanciata | Rivedere il piano di saldatura, i fissaggi e l’ordine dei cordoni |
Per il controllo qualità io partirei sempre da una WPS qualificata e poi sceglierei il controllo non distruttivo in base al giunto: visivo per il primo filtro, magnetoscopia dove ha senso, ultrasuoni o radiografia quando servono informazioni interne affidabili. Il punto è che, con il SAW, il processo è molto produttivo ma non perdona la superficialità nella preparazione. Da qui nasce la vera domanda finale: vale davvero la pena investire in una linea dedicata?
Prima di investire su una linea ad arco sommerso, controllerei questi cinque punti
- Lunghezza e ripetitività dei cordoni: più il lavoro è seriale, più il processo ripaga.
- Spessore e tipo di giunto: su materiali medio-spessi il vantaggio cresce; su spessori sottili il rischio di apporto termico eccessivo aumenta.
- Posizione di saldatura: se non posso lavorare in piano o in orizzontale, il beneficio si riduce molto.
- Requisiti metallurgici: tenacità, basso idrogeno, compatibilità con trattamento termico e specifiche di commessa.
- Livello di automazione disponibile: senza una movimentazione stabile e una procedura ben qualificata, il processo perde parte del suo valore.
Se devo dare un orientamento netto, io considero l’arco sommerso una scelta eccellente quando la produzione vuole quantità, regolarità e un cordone pulito su pezzi importanti. Se invece il lavoro è frammentato, variabile o fuori posizione, preferisco un processo più elastico, perché forzare la tecnologia giusta nel contesto sbagliato è quasi sempre il modo più rapido per sprecare tempo e denaro. La qualità, in questo caso, nasce quando procedura, filo, flusso, movimentazione e controllo vengono trattati come un unico sistema.