La posizione in cui si esegue un cordone cambia più della semplice comodità dell’operatore: modifica il controllo del bagno fuso, la penetrazione, la velocità di avanzamento e il rischio di difetti. Qui trovi una guida pratica alle posizioni standard di saldatura, con i codici più usati, le differenze tra piastra e tubo, e i criteri con cui scegliere processo e impostazioni senza andare per tentativi.
Le posizioni giuste rendono il cordone più prevedibile
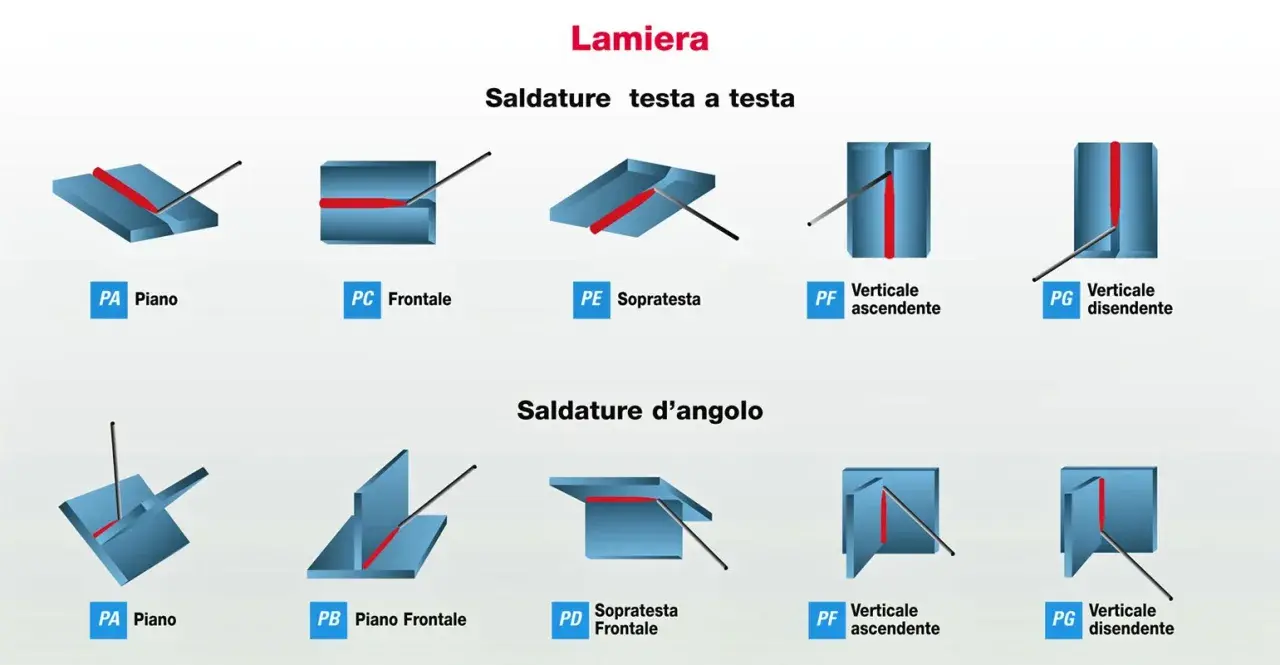
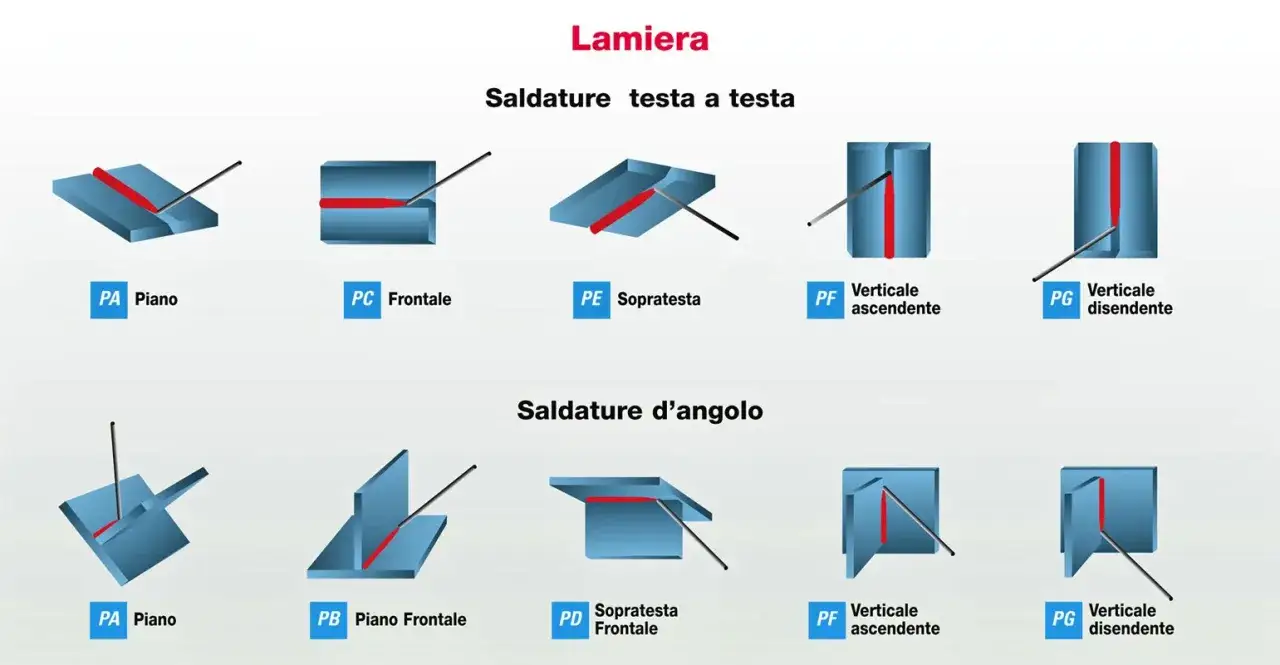
- Le posizioni standard descrivono l’orientamento del giunto rispetto alla gravità e alla faccia del cordone.
- In ambito europeo il riferimento pratico è spesso ISO 6947, con codici come PA, PB, PC, PD, PE, PF e PG.
- Nei documenti di officina compaiono spesso anche le sigle 1G, 2G, 3G, 4G, 5G e 6G.
- La difficoltà aumenta quando il bagno fuso deve restare stabile senza il vantaggio della posizione piatta.
- Nei tubi, soprattutto con 5G e 6G, il saldatore attraversa più orientamenti nello stesso pezzo.
- La scelta del processo, del materiale d’apporto e della preparazione del giunto conta quanto la posizione stessa.
Come leggere i codici delle posizioni standard
Lo standard ISO 6947 distingue le posizioni principali con sigle come PA, PB, PC, PD, PE, PF e PG: non è un dettaglio da manuale, ma il linguaggio comune con cui si descrive l’orientamento del giunto durante la saldatura. In pratica, il codice racconta se il cordone è in piano, orizzontale, verticale, sopratesta o su tubo; la lettera aggiunge informazioni sul tipo di giunto e, nei contesti AWS/ASME, aiuta a distinguere tra saldatura d’angolo e di gola.
Io separo sempre due livelli: la posizione del pezzo e la posizione di lavoro del bagno. Se li confondi, rischi di sottovalutare la difficoltà reale. Un giunto che “sembra” semplice può diventare impegnativo appena togli il supporto della gravità.
| Codice | Significato pratico | Nota utile in officina |
|---|---|---|
| PA | Posizione piana | È la più stabile: il bagno resta appoggiato e la visibilità è ottima. |
| PB | Posizione orizzontale-verticale | La trovi spesso quando il giunto non è né perfettamente in piano né totalmente sopratesta. |
| PC | Posizione orizzontale | Il bagno tende a scorrere lateralmente e richiede più controllo del lato alto del giunto. |
| PD | Orizzontale sopratesta | È una transizione scomoda: il cordone non gode del vantaggio del piano, ma non è ancora pienamente overhead. |
| PE | Sopratesta | È una delle posizioni più sensibili a colature e schizzi. |
| PF | Verticale verso l’alto | Molto usata quando serve più controllo del bagno e una migliore fusione su spessori maggiori. |
| PG | Verticale verso il basso | Più rapida, ma meno tollerante se il giunto è poco preparato o il calore è eccessivo. |
| PH, PJ, PK | Posizioni per tubo e saldatura orbitale | Compaiono spesso nei documenti tecnici quando si lavora su tubazioni e posizionamenti dedicati. |
Se in officina trovi le sigle 1G, 2G, 3G, 4G, 5G e 6G, la logica è simile: il numero indica l’orientamento, mentre la lettera F o G specifica il tipo di giunto. F sta per fillet, cioè saldatura d’angolo; G sta per groove, cioè saldatura di gola o di testa. Questa distinzione sembra teorica, ma in realtà cambia angoli di lavoro, accessibilità e parametri da impostare.
La parte interessante è che, nelle prove di qualifica, ISO 6947 considera anche la tolleranza di posizione: il pezzo non deve uscire troppo dalla posizione principale, e in produzione la finestra ammessa può essere ampliata o ridotta dallo standard applicativo. In altre parole, non basta sapere “che nome ha” la posizione: conta anche quanto ci si allontana da quella ideale.
Perché la gravità cambia tutto
La gravità è il vero arbitro della saldatura fuori posizione. In piano il bagno fuso si distribuisce in modo più regolare e puoi lavorare con maggiore serenità; quando sali in verticale o passi sopratesta, invece, il metallo tende a muoversi dove non vorresti. È qui che differiscono davvero le posizioni standard: non per etichetta, ma per il modo in cui costringono il bagno a restare in sede.
| Posizione | Effetto della gravità | Difetto tipico da controllare | Cosa aiuta davvero |
|---|---|---|---|
| Piana | Favorisce la stabilità del bagno | Eccesso di calore e sovrametallo | Velocità regolare e angolo corretto |
| Orizzontale | Spinge il bagno verso il lato basso | Colature e fusione non uniforme | Controllo del lato alto del giunto e parametri più sobri |
| Verticale | Tende a far scendere il bagno | Scarsa penetrazione o cordone “appesantito” | Gestione del bagno a piccoli passaggi e avanzamento coerente |
| Sopratesta | Lavora contro l’operatore | Caduta del metallo e spruzzi | Calore più contenuto e bagno corto e controllato |
La differenza tra verticale verso l’alto e verticale verso il basso merita un’attenzione particolare. La discesa può essere più veloce, ma non perdona molto: se il pezzo richiede buona tenuta meccanica e fusione affidabile, la scelta del verso di saldatura va pensata con cautela. Su spessori maggiori, nella pratica, la progressione verso l’alto resta spesso la soluzione più solida proprio perché consente più controllo del bagno.
Qui c’è un punto che vedo spesso sottovalutato: non si corregge una posizione difficile con più corrente e basta. Se aumenti troppo il calore, il bagno perde forma prima ancora di migliorare la penetrazione. La regolazione giusta sta quasi sempre in un equilibrio tra energia, velocità e angolo di lavoro.
Da questo passaggio si capisce perché i tubi e i giunti fissi richiedono una logica diversa rispetto alle piastre.
Nei tubi la classificazione cambia davvero il lavoro
Quando entri nel mondo delle tubazioni, le posizioni diventano più concrete e meno teoriche. Un tubo ruotato, un tubo fisso orizzontale e un tubo inclinato a 45 gradi non chiedono solo tecniche diverse: chiedono proprio un modo diverso di gestire il cordone lungo tutta la circonferenza. È il motivo per cui 5G e 6G sono così importanti nelle qualifiche e nei lavori di impiantistica.
La distinzione pratica è semplice: in 1G il tubo può ruotare e il cordone resta in una condizione molto favorevole; in 2G il tubo è fisso e il giunto si sviluppa in una posizione laterale; in 5G il tubo è fisso in orizzontale e il saldatore deve muoversi attorno al pezzo; in 6G il tubo è fisso a 45 gradi e il cordone costringe a passare attraverso più orientamenti nello stesso giro.
Hobart Brothers ricorda che in 5G e 6G il saldatore non sta semplicemente “facendo un tubo”: sta attraversando, nello stesso cordone, porzioni che si comportano come piano, verticale e sopratesta. È proprio questo a renderle posizioni molto usate nelle prove di qualifica e meno adatte a essere improvvisate in produzione.
- 1G è il riferimento più semplice: se il tubo ruota, il bagno resta nella zona più favorevole.
- 2G impone un controllo laterale del bagno e serve più precisione nel posizionamento.
- 5G è tipico quando il tubo non può essere ruotato e il saldatore deve adattarsi al pezzo.
- 6G è la prova più severa perché combina più orientamenti e mette in evidenza la capacità reale dell’operatore.
Per chi lavora in contesto europeo, vale la pena ricordare che ISO 6947 usa anche le sigle per tubo come PH, PJ e PK. In officina può capitare che un disegno o una WPS parlino il linguaggio europeo, mentre il reparto o il cliente usino ancora la nomenclatura 1G-6G. Saperli tradurre senza confonderli è una competenza molto più utile di quanto sembri.
Ed è qui che la scelta di processo e materiale d’apporto smette di essere accessoria e diventa parte del problema.
Come scegliere processo, materiale d’apporto e preparazione senza improvvisare
Non tutti i processi si comportano allo stesso modo fuori posizione, e non tutti i materiali d’apporto sono adatti a qualsiasi orientamento. Miller Welds ricorda bene un punto spesso trascurato: alcuni consumabili sono pensati per tutte le posizioni, altri lavorano meglio solo in piano o in orizzontale. Questa differenza, nella pratica, decide se una saldatura resta pulita o diventa una sequenza di correzioni.
- Parti dal pezzo reale. Se il giunto non può essere portato in piano, devi progettare la saldatura attorno a quel vincolo, non contro di esso.
- Scegli un processo coerente con la posizione. In generale, i processi che controllano meglio il bagno sono più gestibili fuori posizione; quelli più spinti e produttivi rendono meglio quando il giunto è favorevole.
- Prepara bene la geometria. Pulizia, gap, cianfrino e puntature non sono dettagli: in verticale e sopratesta pesano molto di più che in piano.
- Riduci il calore quando la posizione peggiora. Se il bagno diventa troppo fluido, perdi subito controllo e qualità del cordone.
- Valuta l’uso di un posizionatore. In meccanica di precisione e in lavorazioni ripetitive, portare il pezzo in una posizione più favorevole spesso vale più di qualunque correzione a mano.
Una cosa che aiuta molto è distinguere tra soluzione tecnica e comodità operativa: una saldatura apparentemente semplice, se fatta nella posizione sbagliata, può generare difetti anche con un operatore esperto. Per questo la domanda giusta non è solo “che macchina uso?”, ma anche “posso spostare il pezzo per aiutare la saldatura?”.
Gli errori che vedo più spesso sul cordone
Le posizioni difficili non falliscono quasi mai per un solo motivo. Di solito gli errori si sommano: un po’ troppo calore, un angolo impreciso, una pulizia insufficiente, una progressione troppo veloce o troppo lenta. Il risultato è un cordone che sembra accettabile da lontano ma mostra subito i limiti appena lo osservi bene.
- Usare gli stessi parametri del piano in verticale. In fuori posizione il bagno reagisce diversamente e la regolazione va alleggerita.
- Ignorare il lato alto del giunto. Nell’orizzontale e nel tubo fisso è facile concentrare l’energia dove non serve.
- Spingere troppo il bagno. Se il cordone diventa troppo fluido, la gravità prende il controllo.
- Trascurare le puntature e il fit-up. Più la posizione è critica, più un piccolo disallineamento diventa visibile sul risultato finale.
- Salire o scendere senza una strategia. In verticale verso l’alto e verso il basso la direzione di avanzamento non è un dettaglio secondario.
- Confondere prova e produzione. Una posizione superata in test non autorizza automaticamente a trattare allo stesso modo ogni giunto reale.
Quando un cordone dà problemi, io guardo sempre prima la posizione e solo dopo la macchina. Molti difetti che sembrano “di corrente” sono in realtà difetti di orientamento o di accesso al giunto. Se correggi quello, spesso i parametri tornano a posto quasi da soli.
Quando la posizione diventa un vantaggio di processo
La parte più utile di tutto questo non è memorizzare sigle, ma capire quando conviene cambiare approccio. Se il pezzo lo consente, portarlo in una posizione favorevole aumenta ripetibilità, riduce rilavorazioni e rende più facile mantenere una qualità costante. In produzioni serie, questa scelta pesa quanto la qualità della saldatura stessa.Per chi lavora con componenti ripetitivi, telai, gruppi saldati o tubazioni in serie, un posizionatore o un sistema di rotazione ben pensato può trasformare una saldatura fuori posizione in una saldatura quasi piatta. È una leva concreta, non un lusso. E in molti casi il guadagno non sta solo nella qualità visibile del cordone, ma nella stabilità del processo nel tempo.
Il punto finale è semplice: prima di scegliere tecnica e corrente, io mi chiedo sempre se la posizione del giunto stia aiutando o ostacolando il bagno. Se la risposta è “lo ostacola”, vale la pena ripensare orientamento, fissaggio o sequenza di lavorazione. È spesso lì che si risparmia tempo, non nel ritocco finale.