saldatura FCAW è una soluzione che unisce produttività, buona penetrazione e una certa tolleranza alle condizioni di lavoro, ma dà il meglio solo quando si scelgono bene filo, gas e parametri. In questo articolo spiego come funziona davvero il processo a filo animato, quali varianti esistono, dove conviene rispetto a MIG/MAG e all’elettrodo rivestito, e quali errori rovinano più spesso il cordone. Se lavori su carpenteria, manutenzione o strutture metalliche, qui trovi indicazioni pratiche per capire se è la scelta giusta e come sfruttarla senza sorprese.
I punti essenziali da tenere a mente
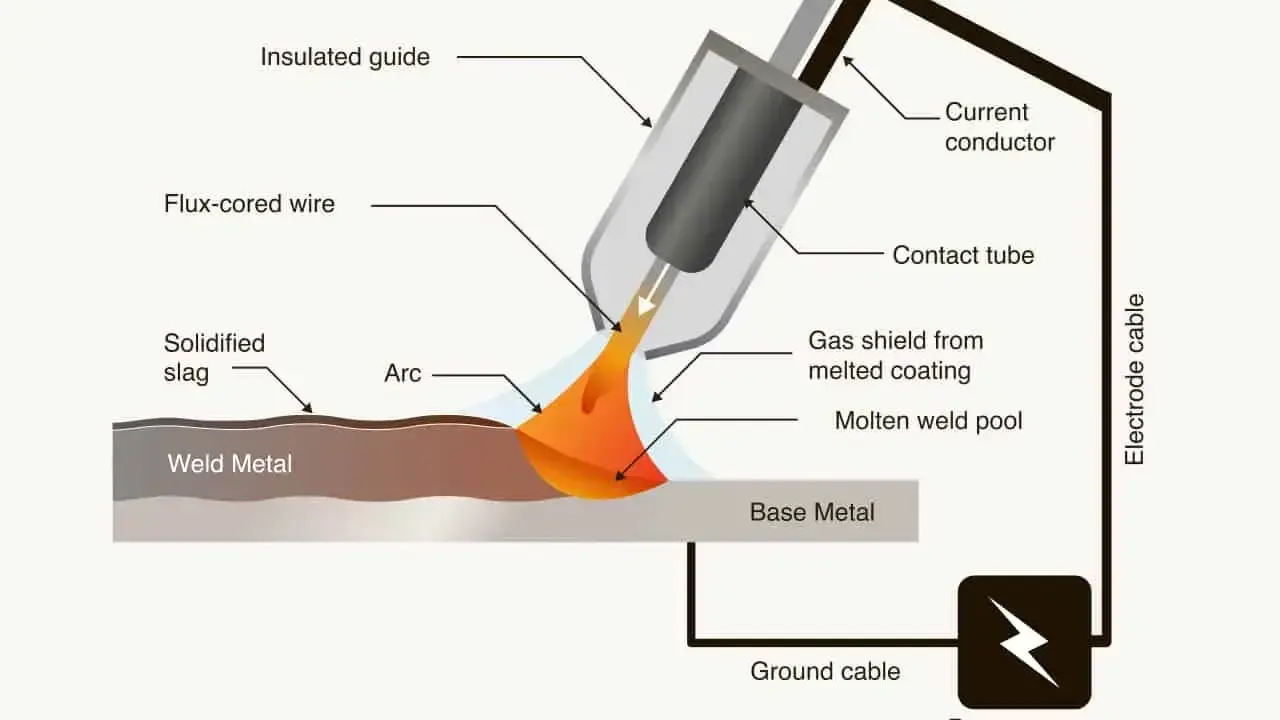
- Il processo usa un filo tubolare con flusso interno che protegge il bagno di fusione e genera scoria.
- Le due famiglie principali sono FCAW-G, con gas esterno, e FCAW-S, autoprotetta.
- Rende molto bene su acciai al carbonio, basso legati e, con il consumabile giusto, anche su inox e riporti speciali.
- È forte su produttività e penetrazione, ma produce più fumi e richiede pulizia tra i passaggi.
- Su lamierini sottili o su pezzi molto visibili spesso MIG/MAG o TIG restano più adatti.
Come funziona il processo a filo animato

Il principio è semplice, ma i dettagli contano. Un filo tubolare avanza in modo continuo dentro la torcia, l’arco fonde sia il metallo d’apporto sia il materiale base e il flusso interno produce gas protettivi e scoria. Questa scoria non è un difetto: serve a proteggere il bagno di fusione mentre solidifica e, se il processo è regolato bene, si stacca con relativa facilità dopo il raffreddamento.
Io la considero una tecnica molto “industriale” nel senso buono del termine: lavora bene in semi-automatico, si presta alla produzione ripetitiva e permette di mantenere una buona velocità di deposizione. Di norma si usa una sorgente a tensione costante con avanzamento filo motorizzato, mentre polarità e parametri vanno sempre verificati sulla scheda del consumabile scelto, perché non tutti i fili si comportano allo stesso modo.
Un altro aspetto pratico è lo stick-out, cioè la lunghezza di filo che resta libera prima dell’arco. Se è sbagliato, cambiano stabilità dell’arco, penetrazione e quantità di spruzzi. Ed è proprio qui che entrano in gioco le varianti del processo.
Le varianti che cambiano davvero la scelta
Nel lavoro quotidiano, le differenze davvero decisive sono due: protezione con gas esterno oppure autoprotezione. Tutto il resto parte da lì, perché ambiente, posizione di saldatura e livello di finitura richiesto cambiano in modo netto.
| Variante | Protezione | Punti forti | Limiti | Uso tipico |
|---|---|---|---|---|
| FCAW-G | Gas esterno, spesso CO2 pura o miscele Ar/CO2 | Arcata più stabile, cordone più pulito, meno scoria, migliore aspetto finale | Richiede bombola, più sensibilità al vento e alla logistica | Officina, carpenteria, produzione, pezzi dove conta la qualità visiva |
| FCAW-S | Autoprotezione del flusso interno | Niente gas esterno, più portabilità, migliore gestione in esterno | Più fumi, più scoria, finitura spesso meno elegante | Cantiere, manutenzione sul campo, lavori outdoor, riparazioni rapide |
Un equivoco frequente è confondere il filo animato classico con il metal-cored. Sono parenti solo in parte: il secondo ha un comportamento diverso, in genere meno scoria e una chimica del metallo d’apporto più orientata alla produttività che alla protezione tramite flusso. Se li tratti come sinonimi, rischi di fare scelte sbagliate su parametri e aspettative. Da qui diventa più semplice capire quando il processo è davvero adatto e quando, invece, è una scelta forzata.
Quando la sceglierei e quando no
Io la scelgo quando devo unire robustezza, velocità e una buona tolleranza alle condizioni di lavoro. Su carpenteria metallica, telai, supporti, strutture in acciaio e manutenzione industriale, il filo animato offre un equilibrio molto interessante tra penetrazione, produttività e continuità operativa. Funziona bene anche in più posizioni, purché il filo sia classificato per quel tipo di impiego e l’operatore sappia gestire bagno e scoria.
Quando funziona bene
- Strutture in acciaio al carbonio e basso legato con spessori medi o alti.
- Produzione ripetitiva in officina, dove il tempo ciclo conta più dell’estetica del cordone.
- Lavori in esterno, soprattutto con versioni autoprotette.
- Riparazioni e manutenzione, quando la portabilità è più importante della logistica del gas.
- Giunzioni in cui serve una buona penetrazione senza spingere troppo sulla complessità dell’attrezzatura.
Quando preferisco un altro processo
- Lamierini sottili, dove il rischio di deformazione cresce e il controllo termico diventa più delicato.
- PezzI molto visibili, se la finitura estetica è prioritaria e il post-lavoro deve essere minimo.
- Contesti con aspirazione insufficiente, perché i fumi del filo animato non vanno sottovalutati.
- Materiali o giunti che richiedono pulizia estrema e apporto termico più fine, dove TIG può avere più senso.
Parametri, consumabili e difetti che rovinano il cordone
Qui si gioca gran parte del risultato finale. Molti problemi attribuiti al processo, in realtà, dipendono da regolazioni sbagliate o da un filo scelto male per il tipo di giunto. Se c’è una regola che uso spesso, è questa: non inseguire solo la velocità, perché un arco troppo aggressivo o troppo freddo costa sempre qualcosa in qualità.
I parametri che controllo per primi
- Diametro del filo: in pratica si lavora spesso tra 0,8 e 1,6 mm, ma il range giusto dipende da spessore, posizione e produttività richiesta.
- Tensione e avanzamento: vanno regolati insieme, perché uno senza l’altro non basta a stabilizzare l’arco.
- Stick-out: se è troppo corto o troppo lungo, cambiano penetrazione, spruzzi e regolarità del bagno.
- Gas di protezione: in FCAW-G la scelta tra CO2 pura e miscele Ar/CO2 influenza penetrazione, spruzzi e finitura.
- Angolo della torcia: spesso si lavora con una leggera tecnica in traino, ma la posizione deve restare coerente con il filo e con il giunto.
- Pulizia tra i passaggi: la scoria va rimossa bene, altrimenti si rischiano inclusioni nel passaggio successivo.
Leggi anche: Saldatura TIG - Guida completa: come farla al meglio
I difetti più comuni e come li leggo
- Mancanza di fusione: spesso indica troppo avanzamento, arco freddo o preparazione del giunto insufficiente.
- Porosità: può dipendere da umidità, contaminazione, gas instabile o protezione inadeguata, soprattutto all’aperto.
- Inclusioni di scoria: di solito nascono da pulizia scarsa, angolo torcia errato o parametri troppo bassi.
- Spruzzi eccessivi: segnalano spesso un equilibrio sbagliato tra tensione, filo, polarità o miscela gas.
- Undercut: in genere compare quando si viaggia troppo veloci o con troppo calore sui bordi del giunto.
Un dato pratico che non ignoro mai è il fumo. Il processo a filo animato tende a generare più fumi del filo pieno, soprattutto in certe configurazioni ad alta deposizione, quindi aspirazione localizzata e DPI adeguati non sono optional. Con questi segnali in mano, il confronto con MIG/MAG e con l’elettrodo rivestito diventa molto più concreto.
FCAW, MIG/MAG e elettrodo rivestito a confronto
Se devo scegliere con lucidità, non confronto solo la qualità del cordone. Metto sul tavolo produttività, portabilità, pulizia finale, facilità di impiego e sensibilità all’ambiente. È lì che si capisce se il processo è adatto davvero al pezzo e al contesto operativo.
| Criterio | FCAW | MIG/MAG | Elettrodo rivestito |
|---|---|---|---|
| Produttività | Alta, soprattutto su spessori medi e alti | Alta, con buona pulizia e controllo | Più bassa, dipende molto dall’operatore |
| Portabilità | Buona, eccellente nella versione autoprotetta | Media, penalizzata da bombola e protezione gas | Molto alta, attrezzatura semplice |
| Finitura | Buona in FCAW-G, più grezza in FCAW-S | Molto buona | Variabile, spesso richiede più pulizia |
| Pulizia dopo saldatura | Serve rimozione scoria | Minima | Serve pulizia della scoria |
| Sensibilità al vento | Bassa in FCAW-S, media in FCAW-G | Alta | Bassa |
| Uso ideale | Carpenteria, manutenzione, strutture, cantiere | Officina, pezzi visibili, lavorazioni più pulite | Riparazioni, cantiere, lavori semplici o accessi scomodi |
La mia lettura è abbastanza netta: se il pezzo deve uscire pulito e quasi pronto alla vista, MIG/MAG di solito resta più comodo. Se devo privilegiare deposizione, penetrazione e robustezza, il filo animato prende vantaggio. Se invece lavoro all’esterno con attrezzatura minima o in un contesto poco controllabile, l’elettrodo rivestito continua ad avere senso. A quel punto resta solo la domanda più utile: dove paga davvero in produzione e manutenzione?
Dove rende meglio in officina e in cantiere
Ci sono contesti in cui il processo dà il meglio senza discussioni. La carpenteria metallica è il caso più ovvio, perché unisce spessori medio-alti, giunti ripetitivi e bisogno di produttività. Anche la manutenzione industriale lo sfrutta bene, soprattutto quando bisogna ripristinare componenti senza perdere troppo tempo nella preparazione dell’ambiente.
- Strutture e telai in acciaio: travi, basi macchina, supporti e carpenteria pesante.
- Riparazioni sul campo: mezzi d’opera, attrezzature agricole, componenti esposti agli agenti atmosferici.
- Serbatoi e componenti strutturali: quando la sezione e la posizione richiedono buona penetrazione.
- Riporti e lavori speciali: con fili adatti si possono gestire inox, basso legato e ripristini antiusura.
- Sub-assemblaggi di meccanica pesante: dove la geometria è robusta e il ciclo produttivo conta più della finitura estetica.
Nella meccanica di precisione, invece, io la uso con più selettività. La vedo bene su telai, staffe, gruppi saldati che poi verranno lavorati, ma molto meno su dettagli sottili o su particolari dove la deformazione deve restare minima. Esistono fili per inox, per leghe speciali e per riporto duro, ma in quei casi il consumabile conta almeno quanto la macchina. E qui stanno le scelte operative che separano un cordone accettabile da uno affidabile.
Le scelte che fanno davvero la differenza in officina
Se dovessi ridurre tutto a poche decisioni pratiche, partirei da queste: scegliere la variante giusta per l’ambiente, non ignorare i fumi, testare sempre il set-up su provino e seguire la scheda tecnica del consumabile senza improvvisare. Sembra banale, ma è proprio qui che molte saldature buone sulla carta diventano mediocri in officina.
- Uso FCAW-G quando ho riparo dal vento e voglio una finitura più pulita.
- Uso FCAW-S quando il cantiere o l’esterno rendono scomodo il gas di protezione.
- Controllo sempre polarità, diametro filo e gas prima di toccare i parametri fini.
- Non salto la pulizia tra i passaggi, perché la scoria residua rovina facilmente i cordoni multipassaggio.
- Non cerco solo più velocità: se l’arco perde stabilità, sto pagando quel guadagno con difetti nascosti.
La mia sintesi è questa: il filo animato è una scelta molto forte quando produttività, robustezza e continuità di lavoro contano più dell’estetica del cordone. In officina può essere eccellente, in cantiere spesso è la soluzione più pratica, ma su spessori sottili o su pezzi molto visibili conviene fermarsi un attimo e valutare alternative più pulite. Se lo si usa nel contesto giusto, resta uno dei processi più efficaci e versatili della saldatura moderna.