
La saldatura tubi è una di quelle lavorazioni in cui la differenza tra un giunto affidabile e un problema ricorrente si gioca nei dettagli: preparazione, scelta del processo, pulizia e controllo finale. In questo articolo vedo con te come scegliere la tecnica giusta, come impostare il giunto, quali standard contano davvero e quali errori fanno perdere tempo e qualità. L’obiettivo è darti una guida pratica, utile sia per linee industriali sia per impianti dove tenuta, ripetibilità e finitura non sono negoziabili.
I punti che fanno davvero la differenza nel giunto
- La scelta del processo dipende da materiale, spessore, posizione di lavoro e livello di tenuta richiesto.
- Su inox e leghe sensibili conta moltissimo la pulizia del taglio e la protezione interna del cordone.
- Un giunto ben preparato spesso parte da 35-37,5° di smusso, 0,8-1,6 mm di land e 3,2 mm di apertura di radice, se il WPS lo prevede.
- Le norme da tenere a mente sono soprattutto ISO 15607, ISO 9606-1, ISO 5817 e le regole per i controlli non distruttivi.
- L’orbitale conviene quando servono ripetibilità, tracciabilità e una qualità costante su molti pezzi uguali.
Perché il tubo richiede un approccio diverso dalla lamiera
Io parto sempre da una domanda semplice: il tubo deve solo chiudere un passaggio oppure deve reggere pressione, vibrazioni, cicli termici e fluidi aggressivi? Nel secondo caso il margine di errore si restringe parecchio, perché un difetto nella radice, un disassamento interno o una zona ossidata non sono solo difetti estetici: possono diventare un punto debole nel servizio reale.
Il tubo impone anche vincoli geometrici diversi dalla lamiera. Il giunto lavora su una forma chiusa, spesso in tutte le posizioni, con accesso limitato alla torcia e con una sensibilità molto alta alla qualità dell’accoppiamento. Se il pezzo non è centrato bene, se il taglio non è perpendicolare o se i lembi non sono puliti, il bagno di fusione deve compensare troppo. E quando la saldatura deve compensare, di solito la qualità finale peggiora.
Per questo, nella saldatura dei tubi, io considero subito tre fattori: tenuta richiesta, materiale e possibilità di controllo finale. Da qui nasce la scelta del processo più adatto, che non è quasi mai uguale per tutti i casi.
Il passo successivo è proprio questo: capire quale tecnica rende meglio nel tuo scenario, senza farsi sedurre da una soluzione “forte” ma fuori contesto.
Quale processo scegliere per il tubo giusto
Quando devo orientarmi tra più opzioni, io ragiono per equilibrio tra qualità, produttività e accessibilità del giunto. Non esiste il processo migliore in assoluto: esiste quello più coerente con materiale, spessore, posizione e requisiti di controllo.
| Processo | Dove rende meglio | Punti forti | Limiti reali |
|---|---|---|---|
| TIG manuale | Acciai inox, titanio, pareti sottili e radici critiche | Controllo fine del bagno, cordone pulito, buona finitura | Più lento, richiede mano stabile e buona preparazione |
| MIG/MAG | Acciaio al carbonio, spessori medi e riempimenti produttivi | Velocità, deposizione elevata, buona produttività | Su radici e inox delicati richiede settaggi molto corretti |
| Orbitale TIG | Tubi sottili, inox, titanio, linee ripetitive e ad alta purezza | Ripetibilità, qualità costante, documentazione del ciclo | Serve fit-up molto preciso e attrezzatura dedicata |
| MMA/Stick | Cantiere, manutenzione, tubi più spessi e condizioni meno protette | Robustezza operativa, portabilità, buona tolleranza in campo | Più scoria da rimuovere, meno adatto a giunti igienici o molto puliti |
Nella pratica industriale la soluzione migliore è spesso ibrida: radice in TIG, riempimento con un processo più produttivo, oppure ciclo orbitale quando il pezzo è ripetitivo e il lotto richiede la stessa qualità da inizio a fine turno. Se invece il lavoro è variabile, in quota o in cantiere, la scelta può spostarsi verso processi più robusti e meno sensibili all’allestimento.
Ma anche il processo giusto non basta se il giunto è preparato male. Ed è qui che, nella mia esperienza, si decide una parte enorme del risultato.
Come preparo il giunto prima dell’arco
La preparazione è il punto in cui si guadagna o si perde più tempo. Quando il taglio è pulito e il fit-up è coerente, la saldatura scorre; quando invece i lembi sono disuniformi, ossidati o fuori asse, il saldatore è costretto a correggere tutto con il calore. E il calore in eccesso, sui tubi, si paga quasi sempre.
- Taglio e smusso - Io controllo prima di tutto la perpendicolarità del taglio e la regolarità del cianfrino, cioè dello smusso del bordo. Un riferimento pratico molto usato in officina è uno smusso di 35-37,5°, con un angolo incluso di 70-75°, ma il valore finale deve seguire la WPS e lo spessore del tubo.
- Apertura di radice e land - Per molti giunti di tubo si parte da un’apertura di radice di 3,2 mm e da un land, cioè un lembo piano, di 0,8-1,6 mm. Sono valori di lavoro molto diffusi, utili come base concreta; poi è il procedimento qualificato a dire se vanno bene davvero per quel pezzo.
- Pulizia e centraggio - Rimuovo bava, ossidi, mill scale e qualsiasi contaminante sia all’interno sia all’esterno del giunto. Su inox uso strumenti dedicati, perché mescolare contaminazioni di altri materiali è un modo rapido per rovinare la resistenza alla corrosione.
- Puntatura - Le puntature devono mantenere allineamento e apertura costanti. Se posso, le assottiglio o le “feathero” prima della radice, così non diventano un ostacolo o un difetto nascosto nella passata iniziale.
- Protezione interna - Su inox, nichel e leghe sensibili io considero la purga interna con argon parte del processo, non un accessorio. Senza protezione del dorso, la radice può ossidarsi, perdere pulizia e compromettere la durata del giunto.
Il punto chiave è questo: il fit-up non deve essere “abbastanza buono”. Deve essere abbastanza costante da non costringere la saldatura a correggere geometria e pulizia insieme. Quando questo accade, la radice diventa prevedibile, e la qualità sale in modo molto più stabile.
Una volta fatto bene il prep, la passata di radice e quelle successive si gestiscono con molta più lucidità. È qui che entra in gioco il modo in cui imposti i parametri e il numero di passate.
Come imposto passate e parametri senza rovinare il giunto
Io distinguo sempre tre momenti: radice, riempimento e copertura. Sono tre fasi diverse, con problemi diversi. Trattarle tutte allo stesso modo è uno dei motivi per cui molti giunti di tubo escono troppo alti, troppo caldi o con una radice debole.
Passata di radice
La radice deve fondere bene i lembi e garantire continuità interna. Se alzo troppo la corrente, rischio distorsione, e su pareti sottili la deformazione si vede subito. Se resto troppo basso, invece, la fusione ai lati non è sufficiente e il difetto si porta dietro tutto il resto del ciclo. Qui il controllo della velocità di avanzamento e della lunghezza d’arco fa davvero la differenza.
Riempimento e copertura
Nelle passate successive io cerco sempre di non “ingrossare” il giunto più del necessario. Più materiale non significa automaticamente più qualità. Significa spesso più calore, più tensioni residue e più tempo di lavorazione. Su tubi spessi il multi-pass è normale, ma va gestito con ordine, mantenendo pulita ogni passata e controllando la temperatura tra un deposito e l’altro.Leggi anche: Apporto termico in saldatura - Calcolo e controllo pratico
Quando la protezione fa più della corrente
Su acciaio inox, leghe di nichel e titanio, la protezione gassosa interna è cruciale quanto il valore degli ampere. Se il dorso si ossida, il cordone può apparire accettabile fuori ma risultare fragile o poco resistente alla corrosione. In questi casi, una buona purga e un set-up coerente valgono più di molti tentativi di “salvare” il pezzo aumentando il calore.
Se il lavoro è ripetitivo, alcune soluzioni orbitale permettono di mantenere parametri e avanzamento molto stabili, con un vantaggio enorme sulla ripetibilità. Ma prima di arrivare lì, serve sapere come verificare davvero che il giunto sia conforme.
Quali norme e controlli tengono sotto controllo la qualità
Io non mi affido mai solo all’occhio. Un cordone può sembrare buono e nascondere un problema di radice, di fusione o di porosità. Per questo, nella saldatura di tubazioni importanti, la qualità va chiusa con procedura, qualifica e controlli adeguati al servizio previsto.
| Riferimento | A cosa serve | Cosa significa in pratica |
|---|---|---|
| ISO 15607 | Regole generali per la qualificazione dei procedimenti | Il processo non si improvvisa: si definisce una WPS e si qualifica il ciclo |
| ISO 9606-1 | Qualifica dei saldatori per gli acciai | Chi esegue il giunto deve essere abilitato per quel processo e quella posizione |
| ISO 5817 | Livelli di qualità rispetto alle imperfezioni | Serve a capire quanto difetto è accettabile: il livello B è il più severo |
| ISO 17635 | Regole generali per scegliere i controlli non distruttivi | La scelta del controllo dipende da materiale, spessore, processo e requisiti di servizio |
| ISO 17637 | Controllo visivo delle saldature | È il primo filtro: verifica geometria, finitura e difetti visibili |
| ISO 17636 | Radiografia delle saldature | Utile quando servono indicazioni sui difetti interni e sulla qualità volumetrica |
In pratica, io partirei sempre da un VT serio, cioè dal controllo visivo, e poi sceglierei tra radiografia, ultrasuoni o liquidi penetranti in base allo spessore, all’accessibilità e al livello di severità richiesto. L’idea non è controllare di più a caso, ma controllare meglio dove il rischio è davvero alto.
E proprio i difetti ricorrenti raccontano con precisione dove si perde qualità. Sono anche il modo più rapido per capire se il problema sta nella preparazione, nel processo o nella gestione dei parametri.
Gli errori che vedo più spesso nei tubi saldati
Molti rifacimenti nascono da errori piccoli, ripetuti e sottovalutati. Non sono spettacolari, ma sono costosi. E quasi sempre si riconoscono già prima di accendere l’arco.
- Fit-up incoerente - Se l’apertura di radice cambia lungo la circonferenza, la passata iniziale non lavora in modo uniforme. Il risultato è una fusione irregolare e un maggior rischio di difetti interni.
- Oxide e mill scale lasciati sul bordo - Le ossidazioni residue favoriscono porosità, inclusioni e mancanza di fusione. Su inox, in più, peggiorano la resistenza alla corrosione.
- Puntature trattate male - Le puntature non assottigliate o eseguite con materiale sbagliato diventano un ostacolo per la radice e possono introdurre discontinuità proprio dove il giunto è più delicato.
- Gas di protezione impostato male - Più gas non vuol dire sempre meglio. Un flusso eccessivo può turbare il bagno e favorire porosità; un flusso insufficiente, invece, lascia il bagno scoperto.
- Stessa preparazione per processi diversi - TIG, stick e wire process non chiedono lo stesso giunto. Usare la stessa preparazione per tutto spesso significa spostare il problema dal banco alla saldatura.
- Troppo calore - Il cordone diventa più largo, il pezzo si deforma e il ciclo si allunga. Su materiali sensibili il calore in eccesso può anche ridurre la resistenza alla corrosione.
Quando vedo uno di questi problemi, non cerco una correzione “rapida”: vado dritto alla causa. Di solito il punto debole è uno solo, ma si ripete in più giunti. E se la produzione è seriale, correggerlo una volta sola vale più di tanti aggiustamenti a posteriori.
Se il lotto è ripetitivo, l’ultima leva da valutare non è più solo la mano dell’operatore. È l’automazione, e in particolare l’orbitale.
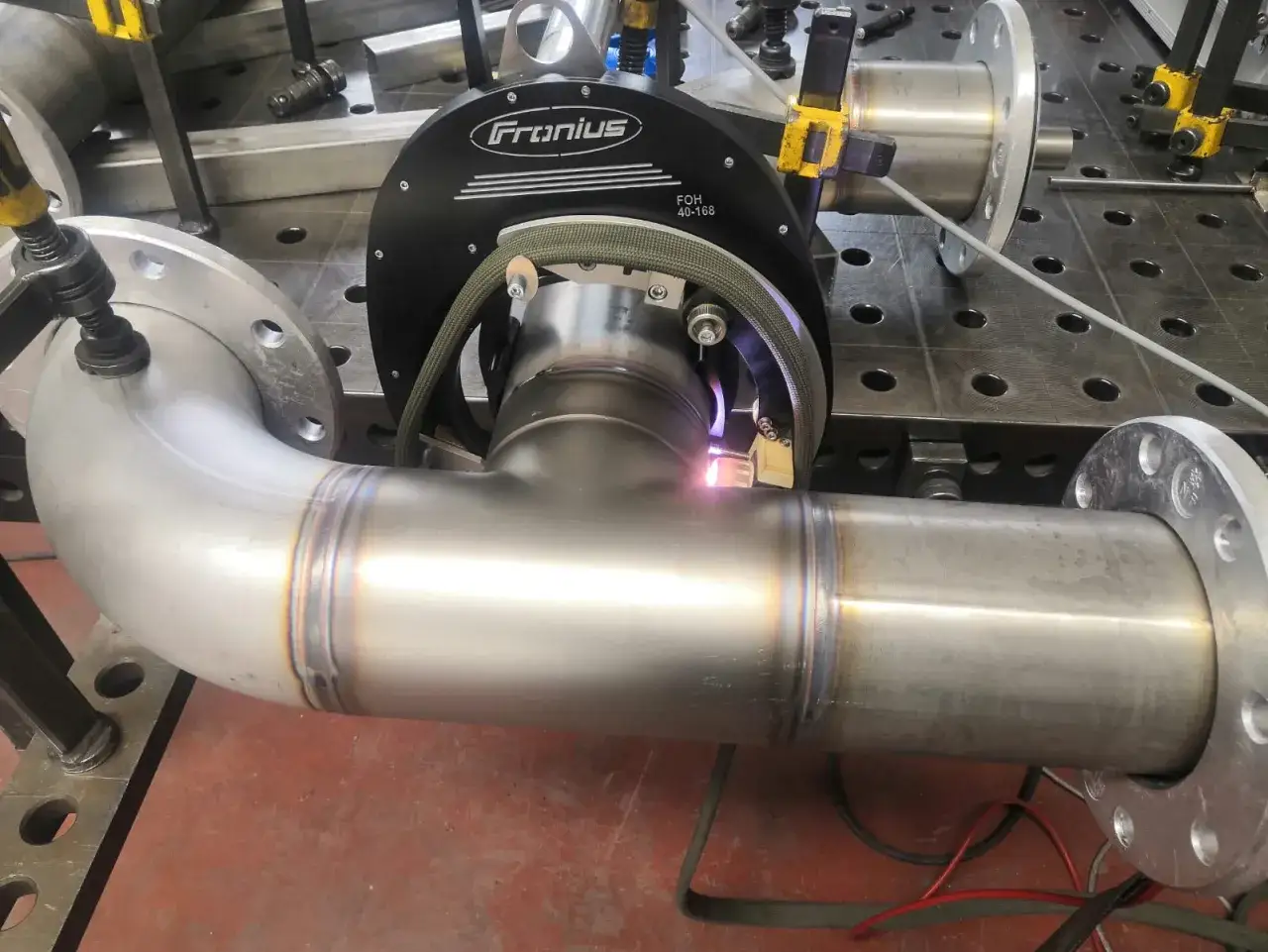
Quando l’orbitale cambia davvero il risultato
Per i tubi sottili in acciaio inox o titanio, soprattutto quando il servizio richiede tenuta, igiene e documentazione, la saldatura orbitale fa spesso la differenza. Io la considero la soluzione giusta quando il pezzo è ripetitivo, il diametro rientra in una famiglia stabile e il fit-up può essere preparato con precisione molto alta.
Le teste chiuse sono particolarmente adatte ai tubi sottili: in molte applicazioni lavorano su diametri che arrivano a circa 170 mm, con spessori indicativi da 0,3 a circa 3,5 mm. Quando i diametri e gli spessori aumentano, le teste aperte diventano più interessanti, anche perché permettono l’aggiunta di filo freddo e gestiscono bene pareti più spesse fino a diametri intorno a 270 mm.
Il vantaggio vero non è solo la qualità visibile del cordone. È la ripetibilità del ciclo, la possibilità di registrare i parametri di ogni giunto e la riduzione delle variabili umane quando la produzione deve restare costante per settimane o mesi. In settori come alimentare, farmaceutico, chimico, semiconduttori e scambiatori di calore questo approccio è spesso più economico nel medio periodo di quanto sembri all’inizio.
La controparte è chiara: l’orbitale richiede giunti ben preparati, allineamento preciso e un ambiente di lavoro più controllato. Non è la risposta giusta per ogni riparazione in campo. Ma quando il lavoro è seriale e la qualità non ammette oscillazioni, io la considero una scelta molto solida.
Se devo ridurre tutto a una regola pratica, la mia è questa: prima definisco servizio, materiale e controlli; poi scelgo processo e preparazione. Così la giunzione non nasce come tentativo, ma come procedura ripetibile. Ed è proprio qui che la saldatura dei tubi smette di essere un problema da correggere e diventa una lavorazione affidabile.