Quando si parla di come si salda il titanio, il punto non è solo accendere l’arco: contano pulizia, protezione del bagno fuso, controllo della temperatura e una sequenza di lavoro molto disciplinata. In questo articolo spiego quali processi funzionano davvero, come preparo il giunto, quali gas e consumabili uso con criterio e come riconosco subito una saldatura compromessa. È il tipo di lavoro in cui un dettaglio fatto bene evita un rifacimento costoso.
I passaggi che fanno la differenza nella saldatura del titanio
- Il titanio assorbe facilmente ossigeno, azoto e idrogeno quando è caldo, quindi la protezione gas non è opzionale.
- La pulizia del giunto deve essere scrupolosa: niente grasso, umidità, ossidi o impronte.
- Per la lavorazione di precisione la scelta più solida resta il TIG/GTAW, con controllo termico molto stretto.
- La purga sul retrocordone e la schermatura finale del cordone sono decisive quanto la passata frontale.
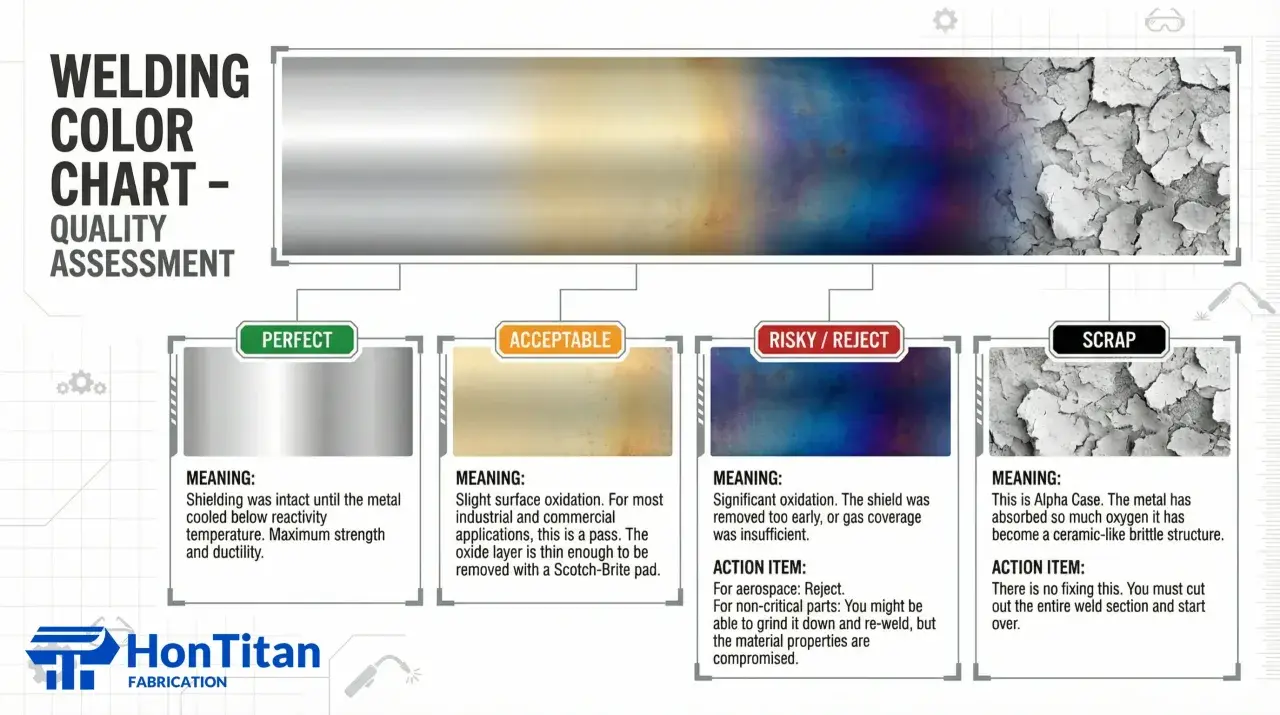
- Il colore della saldatura è un indicatore pratico: argento e paglierino chiaro sono i riferimenti sicuri, i toni blu, grigi o bianchi sono un campanello d’allarme.
- Se il pezzo si contamina, in molti casi non si “sistema”: si taglia e si rifà.
Perché il titanio impone regole più strette
Il titanio ha un vantaggio enorme in officina: unisce leggerezza, resistenza e ottima resistenza alla corrosione. Il problema è che, quando è caldo, reagisce molto facilmente con l’aria e assorbe gas che lo rendono fragile. Per questo non basta ottenere un cordone esteticamente bello: bisogna proteggere il metallo mentre si fonde e mentre raffredda.
Qui sta la differenza rispetto a molti altri metalli. Un cordone appena contaminato può sembrare ancora “buono” a occhio, ma perdere tenacità, duttilità e resistenza alla fatica. Io parto sempre da qui: sul titanio la qualità non si legge solo sulla faccia superiore del giunto, ma su tutto il percorso termico del pezzo.
Da questa logica discendono quasi tutte le regole pratiche che seguono: pulizia radicale, gas inerte, basso apporto termico e controllo dell’ambiente di lavoro. Ed è proprio la preparazione del giunto a fare il primo vero filtro tra una saldatura affidabile e una da scartare.
Come preparo il giunto prima di saldare
La preparazione è la fase che molti sottovalutano, ma sul titanio è quella che decide il risultato. Le superfici devono essere pulitissime, asciutte e prive di ogni residuo. Io considero accettabile solo un giunto che non presenti grasso, olio, polvere, ossidazione visibile o segni di umidità.
- Rimuovo bave e irregolarità prima ancora di avvicinarmi alla torcia.
- Sgrasso con acetone o alcol isopropilico, usando panni senza lanugine.
- Evito il contatto con mani nude dopo la pulizia: anche dita apparentemente pulite lasciano contaminanti.
- Uso spazzole dedicate, preferibilmente in titanio o in inox riservate solo al titanio critico.
- Controllo il fitting del giunto: un accoppiamento stretto riduce calore, deformazioni e rischio di ossidazione.
Ci sono anche errori da non fare. Non userei mai metanolo come sgrassante, e non mescolerei utensili o abrasivi con quelli usati su acciai comuni. La contaminazione da ferro è un problema reale, soprattutto quando il pezzo dovrà lavorare in ambienti corrosivi o sotto carico ciclico.
Se il bordo del giunto è già leggermente colorato o ossidato, io non procedo “sperando che il bagno corregga tutto”: prima ripulisco la superficie, poi saldo. A questo punto la scelta del processo diventa molto più semplice da giustificare.
Quale processo sceglierei davvero
Per lavorazioni di precisione il riferimento resta il TIG, cioè GTAW: l’arco è controllabile, il bagno resta leggibile e l’apporto termico si gestisce bene. In contesti molto controllati si può usare anche il plasma, ma per l’officina generale e per la tubisteria il TIG rimane il punto di partenza più credibile.
| Processo | Quando ha senso | Limite principale |
|---|---|---|
| TIG/GTAW | Spessori sottili, tubi, precisione, controllo visivo del bagno | Richiede protezione gas impeccabile e mano molto stabile |
| PAW | Applicazioni più ripetitive o automatizzate, con setup ben qualificato | Impianto e preparazione più complessi |
| GMAW/MIG | Casi speciali e procedure dedicate | Non è la scelta di riferimento per il titanio di precisione |
Quando imposto il TIG, io mi muovo con alcuni riferimenti stabili: corrente continua con elettrodo negativo, innesco ad alta frequenza quando serve, apporto termico contenuto e filler compatibile con il metallo base. Se il lavoro è sensibile, preferisco filler con elevata purezza e tracciabilità, soprattutto per evitare interstiziali indesiderati.
Un altro punto importante è il tungsteno: deve essere adatto alla DC, ben preparato e mai contaminato. Se il consumo dell’elettrodo o la sua forma peggiorano, il rischio di inclusioni cresce subito. E qui arriva il passaggio che più spesso decide l’esito: schermare bene tutto ciò che il calore rende vulnerabile.
Schermatura dell’arco e del retrocordone
La protezione del titanio non si limita al gas che esce dalla torcia. Serve coprire anche il retrocordone e, nei casi più delicati, mantenere una schermatura aggiuntiva mentre il cordone si raffredda. In pratica, il bagno deve restare dentro un ambiente inerte finché non scende sotto la soglia in cui l’ossigeno può ancora rovinare la superficie.
Nella mia esperienza, la combinazione più affidabile è semplice da dire e più difficile da fare bene: argon pulito, flusso stabile, niente correnti d’aria e, sui tubi, purga interna ben impostata. Per lavori di precisione avanzata si incontrano limiti di ossigeno residuo molto bassi, dell’ordine di poche decine di ppm; come riferimento pratico, stare su valori molto contenuti fa davvero la differenza.
- Uso argon di qualità per saldatura e tubazioni a bassa permeabilità.
- Su giunti aperti o complessi impiego trailing shield o schermatura posteriore.
- Per tubi e sezioni chiuse mantengo una purga sufficiente prima di iniziare l’arco.
- Evito assolutamente correnti d’aria e flussi troppo aggressivi che disturbano la copertura.
- Lascio il gas attivo anche dopo la passata, spesso per 20-25 secondi o finché il pezzo non è sceso abbastanza di temperatura.
Su configurazioni più complesse non esiste un tempo di purga universale: dipende dal volume interno, dal flusso e dalla geometria. Per questo un ossimetro in linea, quando il lavoro è ripetitivo, è uno strumento che ripaga in fretta. Una volta chiusa la protezione, però, il pezzo va ancora letto con attenzione: il titanio lascia sempre qualche indizio.
Come leggo il colore del cordone senza autoingannarmi
Il colore non dice tutto, ma dice moltissimo. Sul titanio sano e ben protetto il cordone tende a restare argento o al massimo paglierino chiaro. Quando compaiono tonalità più scure, la probabilità di contaminazione sale in modo netto.
| Colore del cordone | Lettura pratica | Azione consigliata |
|---|---|---|
| Argento | Protezione corretta | Proseguo con l’ispezione normale |
| Paglierino chiaro | Ancora accettabile in molte applicazioni | Verifico che il resto del processo sia coerente |
| Paglierino scuro, viola o blu | Contaminazione probabile | Mi fermo e controllo subito gas, purge e pulizia |
| Grigio o bianco | Contaminazione pesante | Scarto il giunto e rifaccio il tratto coinvolto |
Su questo materiale, il trucco di “coprire e sperare” non funziona. Se il pezzo è davvero contaminato, la zona interessata va tagliata o rifatta. Io diffido anche delle correzioni puramente estetiche: una superficie migliorata con una seconda passata può sembrare più pulita, ma non recupera per magia le proprietà perse dal metallo base.
C’è però un dettaglio che merita onestà: il colore è un ottimo indicatore, ma non è infallibile da solo. Un buon trailing shield può mascherare un problema sul retro o viceversa. Per questo guardo sempre insieme colore, geometria del cordone, stabilità dell’arco e comportamento del gas.
Gli errori che fanno scartare il pezzo
Quando un giunto in titanio fallisce, quasi sempre la causa è una combinazione di errori ripetuti, non un solo evento. I più comuni sono abbastanza prevedibili e, proprio per questo, evitabili.
- Manipolare il pezzo con mani nude dopo la pulizia.
- Lavorare in presenza di correnti d’aria o con schermatura instabile.
- Usare un root gap eccessivo, che rende la purga molto più difficile.
- Tenere il filler fuori dall’inviluppo di protezione del gas.
- Interrompere la protezione troppo presto, mentre il metallo è ancora caldo.
- Riutilizzare consumabili sporchi, ossidati o contaminati da olio e umidità.
- Provare a saldare sopra una superficie già alterata senza ripulirla davvero.
Il punto più costoso, di solito, è la tentazione di andare avanti nonostante un piccolo difetto iniziale. Sul titanio quel difetto non si attenua da solo: si espande. Se una zona perde protezione, io mi fermo immediatamente e valuto il tratto come se fosse già compromesso.
Per questo, prima ancora della mano dell’operatore, conta il metodo. Una procedura semplice ma rigorosa batte una buona manualità senza disciplina, e il passo successivo è trasformare questa logica in una sequenza operativa concreta.
La sequenza pratica che userei in officina
- Verifico lega, spessore, giunto e procedura prevista per quel componente.
- Pulisco il pezzo, elimino bave e assicuro un accoppiamento stretto.
- Degreasso con solvente adatto e guanti puliti, senza toccare più le superfici critiche.
- Imposto protezione frontale, eventuale trailing shield e purga del retrocordone.
- Accendo l’arco con parametri controllati, mantenendo il bagno piccolo e leggibile.
- Tengo il filler sempre dentro la zona protetta e sostituisco subito la bacchetta se si contamina.
- Lascio la protezione attiva anche durante il raffreddamento iniziale.
- Controllo il colore finale, la continuità del cordone e l’eventuale presenza di ossidazione o porosità.
Se il cordone resta argento o appena paglierino, il risultato è in genere in linea con una buona pratica di saldatura. Se invece compare un colore scuro, irregolare o spento, non lo considero un dettaglio estetico ma un segnale tecnico. A quel punto conviene chiedersi se il problema sia stato di pulizia, purga o apporto termico.
Cosa ricordo sempre prima di iniziare
Il titanio si salda bene solo quando l’ambiente è sotto controllo. Se devo ridurre tutto a pochi punti operativi, io tengo fermi questi: giunto pulito, pezzo asciutto, gas molto puro, protezione completa e calore contenuto. Il resto viene dopo.
Un’altra regola che uso sempre è questa: se qualcosa mi fa dubitare della protezione, considero il pezzo a rischio fino a prova contraria. È un approccio severo, ma sul titanio fa risparmiare tempo e materiale. Nel dubbio, rifare una passata costa molto meno che inseguire una saldatura fragile.
Se vuoi portare questo lavoro a un livello davvero affidabile, l’obiettivo non è trovare un trucco rapido, ma costruire una procedura ripetibile. È questo che trasforma una saldatura delicata in una lavorazione solida, prevedibile e adatta alla precisione che il titanio pretende.