La saldatura TIG è una delle tecniche più apprezzate quando contano precisione, pulizia del cordone e controllo del bagno fuso. In questo articolo chiarisco cosa indica davvero la sigla, come funziona il processo ad arco, su quali materiali rende meglio e perché viene spesso scelta nei lavori dove la qualità visiva pesa quasi quanto quella meccanica. Chiudo con un confronto diretto con la MIG e con i difetti più frequenti da evitare in officina.
In breve, la TIG è la scelta giusta quando precisione e finitura contano davvero
- TIG significa Tungsten Inert Gas e identifica un processo di saldatura ad arco con elettrodo di tungsteno non consumabile.
- La protezione del bagno di fusione avviene con un gas inerte, quasi sempre argon, che limita ossidazione e contaminazioni.
- È molto adatta a inox, alluminio, leghe di nichel e lamiere sottili, soprattutto quando serve un cordone pulito.
- Richiede più manualità della MIG, ma offre un controllo superiore su calore e apporto di materiale.
- La pulizia del pezzo, il flusso del gas e la distanza dell'arco incidono più di quanto molti principianti immaginino.
Che cosa indica davvero la sigla TIG
Quando si parla di TIG, io parto sempre da un punto semplice: la sigla descrive il cuore del processo. Tungsten indica l'elettrodo non consumabile, Inert Gas il gas che protegge l'area di saldatura dall'aria e dall'ossidazione. Nella terminologia tecnica internazionale la stessa tecnica è spesso chiamata anche GTAW (Gas Tungsten Arc Welding).
Il dettaglio importante è questo: la TIG non è una saldatrice “magica”, ma un modo molto controllato di generare un arco elettrico. Il tungsteno resiste a temperature molto elevate, quindi non si scioglie come materiale d'apporto; il metallo da unire fonde invece nel bagno protetto dal gas. È proprio questa separazione tra elettrodo e materiale di riempimento a rendere il processo così preciso.
In pratica, la sigla non indica solo un nome commerciale: racconta già come lavora il processo. Capito questo, diventa più facile leggere il ruolo di torcia, gas e bacchetta nel passaggio successivo.
Come funziona la saldatura TIG passo dopo passo
La sequenza operativa è più semplice di quanto sembri, ma va rispettata con disciplina. Se salti un passaggio, il cordone lo mostra subito.
- Pulizia del pezzo. Si rimuovono olio, ossido, vernice e impurità. Nella TIG la preparazione conta più che in molti altri processi.
- Preparazione della torcia. Si monta un tungsteno adatto alla corrente e si controlla il diffusore di gas, la coppa e la punta.
- Innesco dell'arco. Molte macchine moderne usano HF start, cioè un innesco ad alta frequenza che evita il contatto iniziale tra elettrodo e pezzo.
- Protezione del bagno. L'argon crea una barriera che isola il metallo fuso dall'atmosfera.
- Aggiunta del materiale d'apporto. Se il giunto lo richiede, la bacchetta viene introdotta manualmente, con ritmo controllato.
- Chiusura e post-gas. Il gas continua per qualche istante dopo lo spegnimento dell'arco, così il tungsteno e il bagno si raffreddano senza ossidarsi.
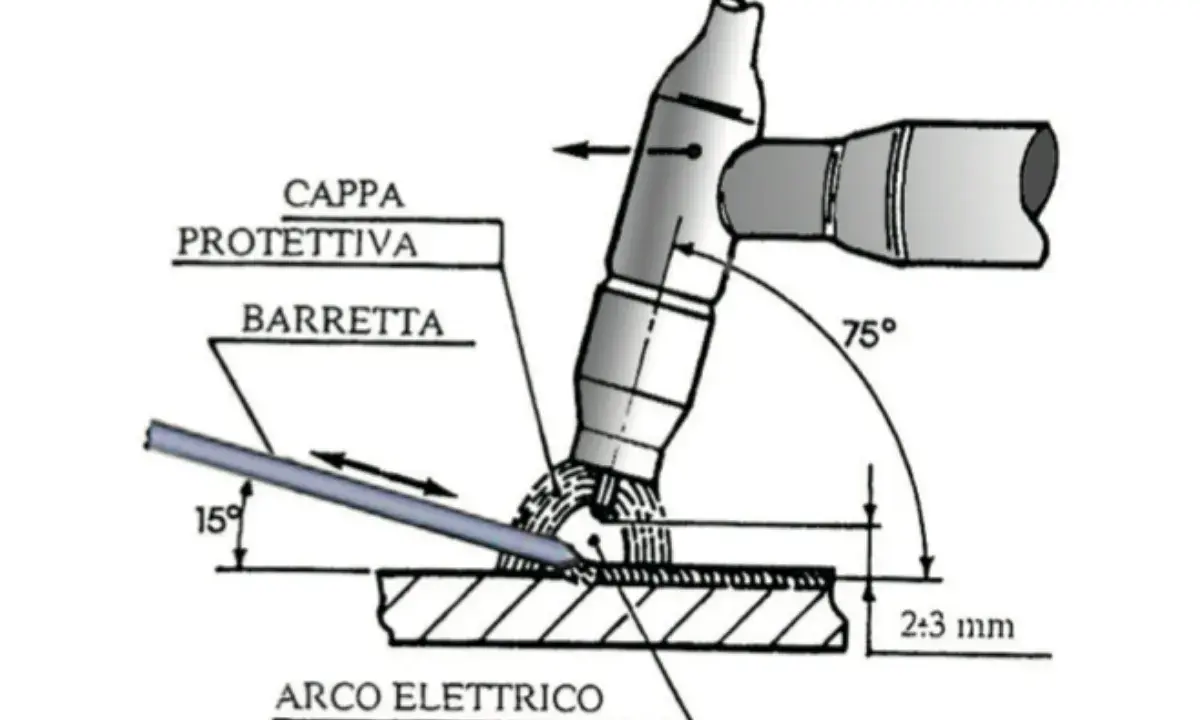
L'arco e il tungsteno
L'arco deve restare corto e stabile. Se allontani troppo la torcia, il bagno perde protezione e l'arco diventa meno preciso. È uno dei motivi per cui la TIG è considerata una tecnica “di mano”: non basta premere un pulsante, bisogna saper leggere il bagno in tempo reale. Su acciai al carbonio e inox si lavora di solito in corrente continua, mentre l'alluminio richiede corrente alternata per rompere l'ossido superficiale e mantenere un bagno pulito.
Il gas di protezione
Nelle applicazioni normali si usa argon puro; in casi specifici si ricorre a miscele con elio per aumentare il calore disponibile. Come ricorda MillerWelds, il flusso di argon in TIG non va alzato a caso: spesso si lavora intorno a 15-20 cfh, cioè circa 7-9 l/min, con variazioni legate a coppa, diffusore e ambiente. Più gas non significa automaticamente più protezione: se esageri, puoi creare turbolenza e peggiorare la schermatura.
Leggi anche: Elettrodi per saldatura - Guida alla scelta e all'uso corretto
Quando serve la bacchetta
Il materiale d'apporto non è obbligatorio. Su alcuni giunti puliti e ben accoppiati si lavora in autogena, cioè senza aggiungere bacchetta. Quando invece serve più riempimento o una geometria più robusta, l'apporto manuale resta uno dei punti di forza del processo.
Una volta chiarito il meccanismo, il vero tema diventa capire dove questa precisione produce valore e dove invece rallenta il lavoro.
Dove la TIG dà il meglio e quando fa perdere tempo
La TIG rende al massimo quando il pezzo richiede finitura, controllo termico e una zona saldata pulita. Fronius segnala che è particolarmente adatta a inox, alluminio, leghe di nichel e lamiere sottili, soprattutto per spessori nell'ordine di 0,5-3 mm, dove il calore va dosato con molta attenzione.
| Scenario | Perché la TIG funziona bene | Limite pratico |
|---|---|---|
| Lamiere sottili | Controllo fine del calore e minor rischio di bruciature o deformazioni | Richiede mano ferma e impostazioni corrette |
| Acciaio inox e finiture visibili | Cordone pulito, basso spruzzo, estetica superiore | La preparazione della superficie è decisiva |
| Alluminio | Con AC si gestisce meglio l'ossido superficiale | Il settaggio della macchina è più sensibile |
| Leghe di nichel e lavori di precisione | Ottimo controllo del bagno e della zona termicamente alterata | Tempi più lunghi rispetto alla MIG |
| Lavori all'aperto o ad alto volume | Praticamente nessuno, se l'ambiente è ventoso o la produttività è prioritaria | Il gas di protezione soffre le correnti d'aria e il processo è lento |
Per questo la TIG la ritrovi spesso in tubazioni, serbatoi, carpenteria di precisione e passate di radice, cioè nei punti in cui il cordone deve essere affidabile prima ancora che bello. Ed è proprio su questo punto che il confronto con la MIG diventa utile.
TIG e MIG a confronto
Molti mettono le due tecniche nello stesso cassetto, ma in officina risolvono problemi diversi. Io la vedo così: la TIG privilegia il controllo, la MIG privilegia la produttività. Nessuna delle due è “migliore” in assoluto; cambia il compromesso che sei disposto ad accettare.
| Aspetto | TIG | MIG/MAG |
|---|---|---|
| Precisione | Molto alta, ideale per cordoni fini e puliti | Buona, ma meno fine nella gestione del bagno |
| Velocità | Più lenta | Più rapida e adatta a lavorazioni ripetitive |
| Spruzzi | Quasi assenti | Più frequenti, anche se gestibili |
| Curva di apprendimento | Più ripida, richiede coordinazione manuale | Più accessibile per molti operatori |
| Materiali tipici | Inox, alluminio, nichel, lamiere sottili | Acciai comuni, carpenteria, produzione più veloce |
| Contesto ideale | Precisione, estetica, componenti critici | Produzione, riparazioni rapide, volumi maggiori |
Io uso una scorciatoia mentale molto semplice: se devo mostrare il cordone, parto dalla TIG; se devo chiudere un lavoro in tempi più stretti, considero la MIG. Questa distinzione porta però a un altro tema decisivo: gli errori che fanno sembrare difficile una tecnica che, in realtà, diventa molto logica quando è impostata bene.
Gli errori più comuni che rovinano un cordone TIG
- Pezzo poco pulito. Olio, ossido e residui di lavorazione causano porosità e instabilità dell'arco. In TIG la preparazione della superficie è parte della saldatura, non un passaggio opzionale.
- Flusso di gas sbagliato. Troppo poco gas lascia il bagno scoperto, troppo gas crea turbolenza. In molti casi un intervallo iniziale attorno a 7-10 l/min è più sensato di una regolazione “a sensazione”, ma la torcia e la coppa restano determinanti.
- Arco troppo lungo. Se la distanza aumenta, il bagno si allarga, la protezione peggiora e il controllo cala. Il cordone perde definizione molto in fretta.
- Tungsteno contaminato. Basta toccare il bagno o la bacchetta nel punto sbagliato per sporcare l'elettrodo. Quando succede, l'arco diventa meno stabile e conviene rimediare subito.
- Materiale d'apporto non coerente. Se la bacchetta non è adatta al metallo base, il risultato può essere debole o poco omogeneo. Su materiali critici questo errore si paga più del previsto.
- Troppa o troppa poca corrente rispetto allo spessore. Con corrente eccessiva il bordo collassa; con corrente insufficiente il metallo non fonde bene e restano mancanze di fusione.
Molti principianti pensano che il problema sia la macchina. Nella pratica, quasi sempre, il problema è la combinazione tra preparazione, distanza dell'arco e gestione del gas. Sistemati questi tre fattori, la qualità sale in modo netto e molto più rapido di quanto ci si aspetti.
I dettagli pratici che fanno la differenza in officina
Nel 2026 le saldatrici TIG inverter offrono spesso HF start, pulsato e memorie di programma. Sono funzioni utili, ma non sostituiscono la base: superficie pulita, impostazioni corrette e mano stabile. Il pulsato, per esempio, aiuta a gestire l'apporto termico su spessori sottili, ma funziona davvero solo se il resto è già sotto controllo.- Usa una pulizia dedicata. Spazzole e dischi usati su altri metalli possono contaminare l'inox o l'alluminio.
- Adatta il tipo di corrente al materiale. DC per acciai e inox, AC per alluminio e, in generale, per gestire meglio l'ossido superficiale.
- Regola il gas con criterio. Non aumentarlo “per sicurezza”: oltre una certa soglia peggiora la schermatura invece di migliorarla.
- Controlla la preparazione del tungsteno. Una punta ben rifinita aiuta l'innesco e la stabilità dell'arco.
- Fai prove su scarto dello stesso spessore. È il modo più veloce per capire se il settaggio è davvero corretto.
- Non inseguire solo l'estetica. Un cordone bello ma con mancanze di fusione non è un buon risultato: in saldatura la funzione viene prima della forma.
Se devo chiudere con un criterio operativo, io direi questo: la TIG è la tecnica giusta quando vuoi unire controllo, qualità visiva e precisione sul metallo. Il suo valore non sta nel rendere tutto più facile, ma nel permettere un livello di finezza che altri processi raggiungono solo con più compromessi; ed è proprio qui che il significato tecnico della sigla diventa una scelta concreta di lavoro, non una semplice etichetta.