Quando la saldatura viene impostata bene, il cordone si chiude pulito, la penetrazione è regolare e il pezzo non si deforma più del necessario. Le tabelle dei parametri di saldatura servono proprio a questo: dare un punto di partenza affidabile per scegliere corrente, tensione, filo, gas e velocità in base al materiale e al processo. In questo articolo metto ordine tra i valori di riferimento più utili, ti mostro come leggerli senza fraintendimenti e ti lascio un metodo pratico per costruire una tabella da usare davvero in officina.
I punti che contano davvero prima di impostare la saldatura
- La corrente incide soprattutto su penetrazione e calore disponibile nel bagno.
- La tensione allarga o restringe il cordone e cambia la stabilità dell’arco.
- Nel MIG/MAG la velocità di avanzamento del filo determina in pratica l’amperaggio.
- Nel TIG contano molto diametro del tungsteno, polarità e gas di protezione.
- Le tabelle sono valori di partenza, non numeri da copiare senza prova sul pezzo.
- Se cambiano spessore, posizione o pulizia, va rivista anche la taratura.
Che cosa misura davvero una tabella dei parametri
Quando apro una scheda di saldatura, io non cerco solo un numero. Cerco il rapporto tra i numeri: quale parametro controlla il calore, quale regola la forma del cordone e quale tiene stabile l’arco. È qui che molte tabelle diventano utili, perché non elencano soltanto valori, ma collegano il processo al risultato atteso.
- Corrente o amperaggio: è la leva principale per la penetrazione. Se è troppo bassa, il cordone resta freddo e poco fuso ai bordi; se è troppo alta, aumentano rischio di bruciatura e deformazione.
- Tensione: influenza lunghezza dell’arco, larghezza del cordone e regolarità della fusione. Nel MIG/MAG è una regolazione decisiva.
- Velocità di avanzamento del filo: nel MIG/MAG controlla l’alimentazione del bagno e, di fatto, l’amperaggio percepito dalla saldatura.
- Portata del gas: protegge il bagno dall’aria. Se è insufficiente compaiono porosità; se è eccessiva può creare turbolenza e trascinare impurità.
- Sporgenza del filo o stickout: cambia l’energia che arriva al pezzo e la stabilità dell’arco.
- Polarità: un dettaglio che molti sottovalutano, ma che può cambiare completamente il comportamento del processo.
- Velocità di traslazione: se ti muovi troppo piano introduci troppo calore; se ti muovi troppo in fretta perdi fusione e appoggio.
- Pre-flusso e post-flusso: importanti soprattutto nel TIG, perché proteggono l’inizio e la fine del cordone dall’ossidazione.
In pratica, una buona tabella non dice solo “quanto” saldare, ma anche “come” mantenere il processo dentro una finestra stabile. Da qui il passo successivo è capire come leggere quei valori senza scambiare un riferimento iniziale per una regola assoluta.
Come leggere i valori senza prendere il numero sbagliato
Le guide di MillerWelds e ESAB convergono su un punto semplice: i valori iniziali servono, ma vanno sempre verificati sul provino. Io applico sempre la stessa sequenza, perché mi evita correzioni casuali e mi fa arrivare prima al risultato giusto.
- Parto dal materiale reale: acciaio dolce, inox, alluminio, lega speciale. Ogni materiale reagisce in modo diverso al calore.
- Guardo lo spessore effettivo: non quello “a occhio”, ma quello misurato. Anche pochi decimi cambiano il settaggio.
- Controllo il processo: MIG/MAG, TIG, filo animato o elettrodo rivestito non condividono gli stessi riferimenti.
- Verifico giunto e posizione: un giunto in piano non si comporta come una saldatura verticale o sopra testa.
- Scelgo il consumabile: diametro del filo, tipo di gas, tungsteno, polarità e, nel TIG, tipo di preparazione della punta.
- Faccio una prova corta: pochi centimetri bastano per capire se l’arco è stabile, il bagno è fluido e il cordone si appoggia bene.
Per l’acciaio dolce in MIG/MAG uso spesso una regola rapida: lo spessore guida la corrente, e come ordine di grandezza si può partire da circa 1 ampere per ogni 0,001 pollice di materiale. Tradotto in metri e millimetri, è solo un riferimento, non una verità universale, ma aiuta a non partire fuori scala.
Questa lettura “a strati” è più utile di una lista di numeri scollegati, perché ti prepara al punto davvero pratico: quali valori usare come base nelle lavorazioni più comuni.
Valori di partenza utili per MIG/MAG e TIG
Qui conviene essere concreti. Io considero queste tabelle un punto di partenza, non un traguardo: si salda un provino, si osserva il cordone e poi si rifinisce. Per i riferimenti sotto, intendo valori iniziali ragionevoli per lavorazioni manuali comuni su acciaio dolce.
| Processo | Riferimento iniziale | Uso tipico | Nota pratica |
|---|---|---|---|
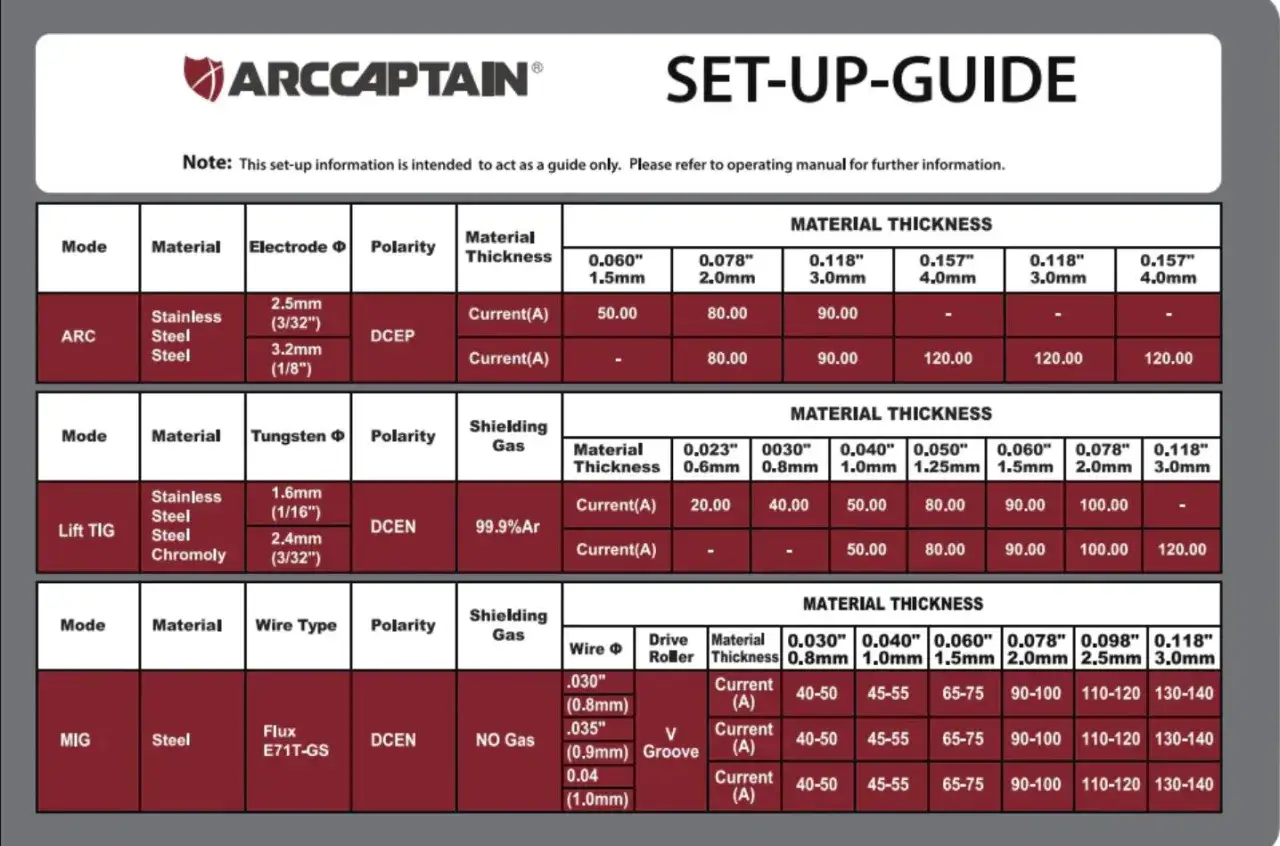
| MIG/MAG con filo pieno 0,6 mm circa | 30-130 A | Lamiera molto sottile, riparazioni leggere | Serve giunto pulito e mano ferma: la finestra utile è stretta. |
| MIG/MAG con filo pieno 0,8 mm circa | 40-145 A | Fascia più versatile per officina leggera | È spesso il compromesso migliore tra controllo e produttività. |
| MIG/MAG con filo pieno 0,9 mm circa | 50-180 A | Carpenteria leggera e media | Regge bene su spessori intermedi e consente un buon ritmo di deposito. |
| MIG/MAG con filo pieno 1,2 mm circa | 75-250 A | Spessori maggiori e depositi più rapidi | Più produttivo, ma meno indulgente se il setup del giunto è debole. |
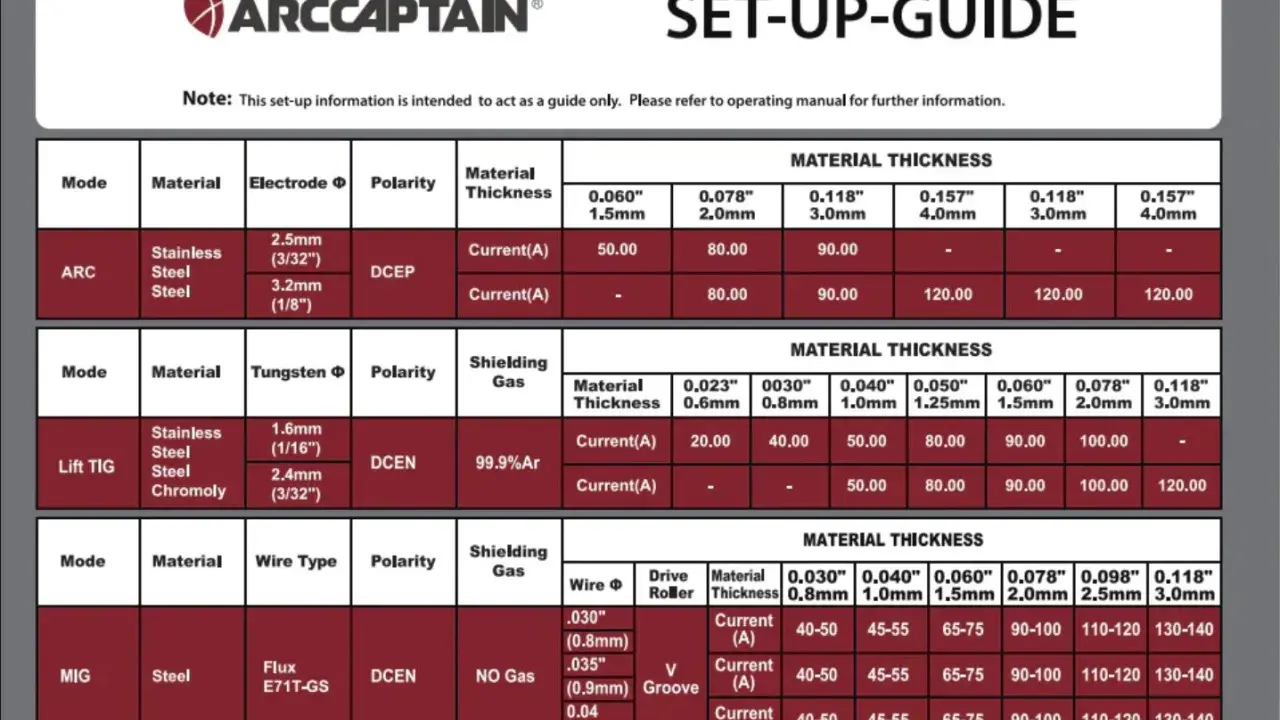
| TIG su acciaio basso tenore di carbonio da 1 mm | Circa 35-40 A | Lamiera fine, punti e cordoni corti | Con DCEN, tungsteno da 1,6 mm e argon ben regolato. |
| TIG su acciaio basso tenore di carbonio da 2 mm | Circa 70-80 A | Lavorazioni generiche di precisione | Qui il controllo della velocità di avanzamento pesa molto. |
| TIG su acciaio basso tenore di carbonio da 3 mm | Circa 110-120 A | Giunti strutturali leggeri e manutenzione | Il tungsteno da 2,4 mm diventa una scelta molto solida. |
| TIG su acciaio basso tenore di carbonio da 4-5 mm | Circa 150-200 A | Sezioni più impegnative | Spesso conviene una torcia raffreddata ad acqua se si sale oltre 200 A. |
Per il MIG/MAG su acciaio dolce, la portata gas di partenza che uso più spesso sta intorno a 12-17 l/min per il corto circuito, cioè circa 25-35 cfh. Nel TIG, con argon e tazza standard, mi muovo spesso più in basso, intorno a 6-10 l/min, poi alzo solo se la copertura non è sufficiente o se la geometria del giunto lo richiede.
- Torcia TIG: sotto i 250 A una tazza ceramica è normalmente sufficiente; oltre i 200 A, nella pratica, la torcia raffreddata ad acqua diventa molto più comoda.
- Tungsteno: 1,6 mm è versatile fino a circa 150 A in DC, mentre 2,4 mm copre bene la fascia più comune e può arrivare molto più in alto.
- Post-flusso: tieni il gas per 10-15 secondi dopo l’arco, soprattutto se lavori su inox o su pezzi critici.
Il punto non è memorizzare a forza tutti i numeri, ma riconoscere la logica che li tiene insieme: più spessore e più corrente, più controllo del gas e più attenzione alla torcia. Da qui si capisce meglio perché due pezzi apparentemente uguali richiedono tarature diverse.
Cosa cambia i parametri sul pezzo vero
Una tabella funziona finché il pezzo reale assomiglia al caso di partenza. Appena cambia una variabile importante, il settaggio va riconsiderato. Nel 2026 molte saldatrici hanno programmi sinergici o funzioni Auto-Set, ma non eliminano questa regola: semplificano la partenza, non sostituiscono il giudizio tecnico.
- Spessore: è il primo fattore da leggere. Più materiale devi fondere, più energia serve; su lamiera sottile, al contrario, devi contenere il calore.
- Tipo di giunto: un angolo, un sovrapposto e un giunto a V non assorbono il calore nello stesso modo.
- Posizione di saldatura: in piano hai più margine; in verticale e sopra testa spesso devi ridurre l’apporto termico e rallentare meno con la mano, non con la macchina.
- Pulizia del materiale: ruggine, olio, ossidi e vernice alzano il rischio di porosità e di mancanza di fusione. Questo vale ancora di più nel TIG.
- Tipo di gas: argon e miscele con argon danno arco più stabile e meno spruzzi rispetto alla CO2 pura, ma la scelta dipende dal processo e dal metallo.
- Tipo di macchina: un inverter moderno può richiedere meno corrente a parità di risultato rispetto a una sorgente tradizionale; su alcuni processi la regolazione è molto più fine.
- Apporto termico: corrente alta e velocità lenta scaldano molto il pezzo; corrente più contenuta e avanzamento più rapido aiutano a limitare deformazioni e struttura alterata.
Se lavori su inox, leghe sensibili o spessori sottili, ridurre il calore d’ingresso fa davvero la differenza. Qui processi come TIG pulsato, MIG pulsato o CMT aiutano, ma solo se il resto del setup è coerente: una tecnologia migliore non corregge un giunto sporco o una velocità di traslazione sbagliata.
La conseguenza pratica è semplice: prima di cambiare i numeri, conviene capire quale variabile ha davvero spostato il risultato. Ed è proprio questo che evita molti errori tipici.
Gli errori più comuni che rovinano la lettura della tabella
Gli errori non arrivano quasi mai da un solo parametro fuori posto. Di solito nasce tutto da una combinazione di impostazioni corrette solo in parte. Io li riconosco guardando il cordone, non il pannello della macchina.
| Segno sul cordone | Causa probabile | Correzione rapida |
|---|---|---|
| Cordone convesso, spruzzi, arco nervoso | Tensione troppo bassa o filo troppo avanzato rispetto alla tensione | Aumenta leggermente la tensione e verifica il bilanciamento con la velocità del filo. |
| Cordone troppo largo, rischio di bruciatura sul sottile | Tensione troppo alta o avanzamento troppo lento | Riduci la tensione o aumenta la velocità di traslazione. |
| Porosità, puntinature, aspetto “spugnoso” | Gas insufficiente, vento, portata eccessiva o contaminazione della superficie | Controlla portata, perdite, corrente d’aria e pulizia del pezzo. |
| Mancata fusione ai bordi | Corrente troppo bassa o viaggio troppo rapido | Aumenta l’energia disponibile o rallenta in modo controllato. |
| Tungsteno contaminato o punta rovinata | Contatto con il bagno o stickout gestito male | Rifila il tungsteno, ripristina la punta e correggi distanza e angolo. |
| Deformazione evidente dopo pochi passaggi | Apporto termico troppo alto, sequenza di saldatura non ottimale | Riduci corrente, spezza i passaggi e ripensa la sequenza. |
Il trucco più efficace è non cambiare tre variabili insieme. Se alzi corrente, tensione e velocità del filo nello stesso momento, non capirai mai quale correzione ha funzionato davvero. Questo vale sia per il MIG/MAG sia per il TIG, dove la precisione richiede ancora più disciplina.
Come costruire una tabella da officina che funzioni davvero
Una tabella utile non è quella più lunga, ma quella che ha già superato la prova pratica. Io preferisco una scheda semplice, breve e verificata, invece di un archivio pieno di numeri mai testati. Se vuoi costruirne una davvero affidabile, puoi partire così:
- Definisci il caso reale: materiale, spessore, posizione, tipo di giunto e finitura richiesta.
- Scrivi il setup completo: processo, consumabile, gas, polarità, amperaggio, tensione, velocità del filo, portata gas, stickout, pre-flusso e post-flusso.
- Fai un provino sullo stesso materiale: non su uno scarto “simile”, ma sullo stesso lotto o su un campione equivalente.
- Osserva il cordone con criterio: larghezza, altezza, bagnabilità ai bordi, presenza di spruzzi, porosità e deformazione.
- Correggi una variabile alla volta: è l’unico modo per capire cosa ha davvero migliorato il risultato.
- Salva il risultato buono: se il cordone è regolare, annota tutto e, se possibile, aggiungi una foto del provino.
Se il lavoro è certificato o rientra in una procedura scritta, la tabella interna non sostituisce la WPS, cioè la procedura di saldatura approvata. In quel caso la tua tabella è un supporto operativo, non una deroga. È una distinzione importante, perché evita di confondere il riferimento di officina con il documento tecnico richiesto in produzione.
Più la tua tabella registra il contesto, più diventa ripetibile. E la ripetibilità, in saldatura, vale quasi più del numero perfetto trovato per caso.
Il riferimento utile è quello che il tuo banco conferma
- Parti sempre dal produttore, non da una memoria approssimativa o da un settaggio “che una volta funzionava”.
- Annota le variazioni quando cambi filo, gas, torcia o macchina: anche piccoli cambiamenti modificano il comportamento dell’arco.
- Tieni una tabella corta con 3-5 combinazioni realmente usate in officina, invece di accumulare dati mai verificati.
- Riesamina i valori quando cambiano spessore, posizione o tipo di giunto, perché sono le tre variabili che spostano più facilmente il risultato.
Se devo ridurre tutto a una regola, è questa: una buona tabella non serve a indovinare il numero giusto, ma a rendere prevedibile il lavoro. Quando i valori sono verificati sul pezzo, il risultato migliora davvero: meno rilavorazioni, meno scarti e una qualità più costante da un cordone all’altro.