I punti che contano davvero
- Le leghe di magnesio si saldano bene solo se la chimica della lega, la pulizia e il controllo termico sono coerenti tra loro.
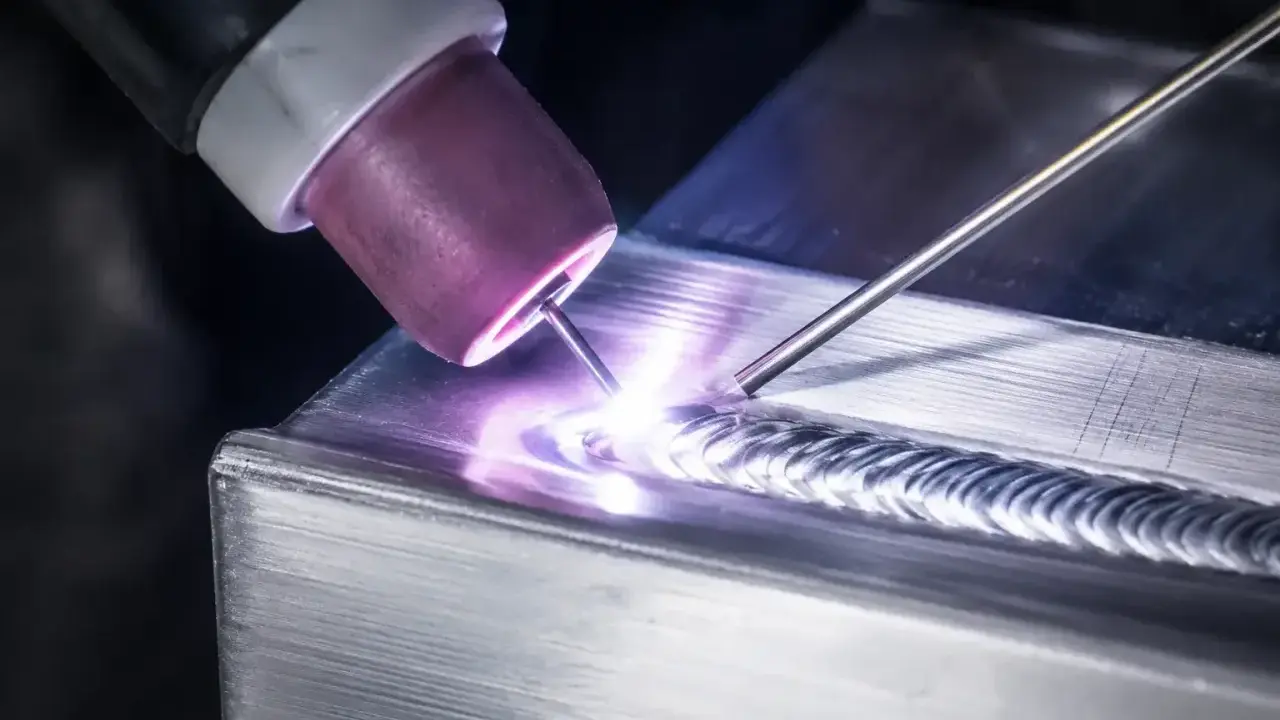
- Per molte riparazioni di getti, TIG/GTAW resta il riferimento più preciso; MIG/GMAW aiuta quando servono produttività e spessori maggiori.
- Argon è il gas più usato; elio o miscele argon-elio entrano in gioco quando serve più penetrazione, ma aumentano il calore immesso.
- AZ61A, AZ92A, AZ101A ed EZ33A sono tra i riempitivi più usati, ma il filler va scelto sulla composizione del pezzo, non a occhio.
- Porosità, cricche di solidificazione e ossidazione sono i difetti da aspettarsi per primi se preparazione e schermatura non sono impeccabili.
- Trucioli e polveri di magnesio sono il vero rischio di incendio: in officina la prevenzione conta quanto il cordone.
Le difficoltà reali del magnesio in saldatura
Se devo sintetizzare il problema, direi che il magnesio è un metallo molto “sensibile” alla disciplina di processo. Ha un punto di fusione relativamente basso, un’elevata dilatazione termica e una forte tendenza a ossidarsi; basta poco per trasformare un giunto apparentemente pulito in una saldatura porosa o criccata. Il bagno di fusione, inoltre, assorbe facilmente errori di preparazione e li restituisce sotto forma di porosità interna, inclusioni ossidiche o scarsa tenacità.
La composizione della lega cambia parecchio il risultato. In pratica, le leghe con alluminio moderato e zinco contenuto si comportano meglio; quando lo zinco sale, la sensibilità alle cricche aumenta e la finestra di lavorazione si restringe. È per questo che molte riparazioni riguardano getti e fusioni, non giunti strutturali “standard”: il magnesio si presta bene a lavori mirati, ma non perdona geometrie sfavorevoli o materiali d’apporto scelti male.
Io guardo sempre anche il tipo di sollecitazione finale. Un pezzo leggero, caricato in modo moderato, può essere un buon candidato alla riparazione; un componente molto vincolato, con cricche lunghe o in zona critica, va valutato con molta più prudenza. Da qui nasce la scelta del processo, che è il passaggio davvero decisivo.

Quale processo scegliere per il pezzo giusto
Le due tecniche di base più usate restano TIG/GTAW e MIG/GMAW. Il laser è interessante quando la produzione è ripetitiva o serve una zona termicamente alterata molto stretta; la friction stir welding, invece, è una soluzione solida quando si vuole evitare la fusione e limitare porosità e cricche di solidificazione. Non esiste un processo “migliore” in assoluto: esiste quello più adatto a geometria, spessore e livello di controllo che puoi permetterti.| Processo | Quando lo sceglierei | Punti forti | Limiti pratici |
|---|---|---|---|
| TIG / GTAW | Riparazioni localizzate, fusioni, spessori sottili o medi, pezzi dove conta il controllo visivo | Arco preciso, poca distorsione, cordone pulito, ottimo per lavori di precisione | Più lento, richiede mano ferma e buona schermatura; oltre circa 4,8 mm può diventare meno efficiente |
| MIG / GMAW | Spessori medi, cordoni più lunghi, lavorazioni ripetitive o semi-automatizzate | Più produttivo, deposizione più rapida, utile quando serve ritmo | Setup più delicato, più facile eccedere con il calore se la procedura non è stretta |
| Laser | Produzione automatizzata, giunti ben preparati, richiesta di HAZ molto stretta | Alta velocità, bassa distorsione, buona ripetibilità | Costo elevato, fit-up severo, porosità possibile se il calore sale troppo |
| FSW | Se il giunto è accessibile e il processo meccanizzato è compatibile col pezzo | Niente fusione, quindi meno porosità e meno cricche di solidificazione | Serve attrezzaggio dedicato, serraggio serio e geometria adatta |
Per le riparazioni di officina io continuo a considerare il TIG la scelta più pulita quando il pezzo è piccolo, delicato o molto visibile. Il MIG entra in scena quando lo spessore cresce o il tempo ciclo conta davvero. Laser e FSW, invece, sono ottime soluzioni tecniche, ma non le userei come risposta automatica a qualunque intervento su magnesio.
Una volta scelto il processo, il risultato si gioca quasi tutto sulla preparazione del pezzo. E sul magnesio questo punto non è negoziabile.
Preparazione del pezzo e del giunto
Se c’è una regola che non mi stanco di ripetere è questa: il magnesio va pulito meglio di quanto molti operatori ritengano necessario. Residui d’olio, ossidi, polveri e perfino piccoli trucioli possono generare porosità o innescare un problema di sicurezza. Per una saldatura credibile, la superficie deve essere asciutta, stabile e libera da contaminanti fino a ridosso dell’arco.
In pratica, io seguirei una sequenza semplice:
- Degreasso accuratamente la zona con un solvente adatto e lascio evaporare ogni residuo.
- Rimuovo l’ossido e la pelle superficiale con abrasivi puliti, meglio se dedicati al magnesio.
- Uso carta o tela abrasiva con grana 160-240, oppure lana inox o abrasivi in allumina, evitando spazzole in acciaio comune.
- Controllo il fit-up del giunto e elimino cave, bave e discontinuità che possono trattenere sporco o gas.
- Se la geometria è massiccia o lo spessore cambia molto, considero il preriscaldo controllato.
Sul preriscaldo io non ragionerei mai in modo generico. Per differenze di spessore importanti, un riferimento pratico è portare il lato più spesso intorno a 150 °C; su pezzi più massicci, alcune procedure lavorano anche nell’ordine di 200-300 °C. Il punto non è “scaldare tanto”, ma ridurre lo shock termico e tenere sotto controllo il raffreddamento. Su lamiere sottili, invece, il preriscaldo può fare più danni che benefici.
Quando il pezzo è pulito e il giunto è preparato bene, il passo successivo è mettere a fuoco gas, corrente e materiale d’apporto. È qui che molti interventi si salvano, o si perdono.
Gas, corrente e materiale d’apporto che fanno la differenza
Il magnesio ha bisogno di una schermatura seria. L’argon è il gas di partenza più comune perché facilita l’innesco, mantiene l’arco stabile e tende a dare una penetrazione più controllata. L’elio e le miscele argon-elio servono quando il pezzo è più spesso o serve più energia nel bagno, ma il prezzo da pagare è un apporto termico superiore e, nei processi ad arco, una gestione più attenta della deformazione.
| Elemento | Scelta pratica | Perché conta |
|---|---|---|
| Gas di protezione | Argon come base, elio o miscela Ar-He per sezioni più spesse | Riduce ossidazione, porosità e instabilità del bagno |
| Portata orientativa in TIG | Circa 7 L/min con argon e 14 L/min con elio come punto di partenza | Valore da adattare a torcia, ugello, corrente e correnti d’aria |
| AZ61A | Scelta frequente per leghe lavorate contenenti alluminio | Buon compromesso su resistenza e sensibilità alle cricche |
| AZ92A | Molto usato su fusioni Mg-Al-Zn e Mg-Al | Aiuta a ridurre la sensibilità alle cricche |
| AZ101A | Opzione più “tollerante” quando il procedimento non è definito | Indulgente nel bagno, utile come alternativa generale |
| EZ33A | Da considerare per leghe ad alta temperatura | Più coerente con impieghi termici severi |
Se il materiale base è identificato male, il filler sbagliato può dare un cordone esteticamente accettabile ma meccanicamente debole. Per questo io non scelgo il consumabile solo in base alla disponibilità a magazzino: prima verifico famiglia della lega, stato del getto o del laminato e tipo di sollecitazione finale. In parallelo tengo il calore basso e costante; il magnesio si rompe spesso quando l’energia sale troppo o viene distribuita male.
Quando questi tre elementi sono coerenti, i difetti tipici diventano molto più gestibili. Il problema è che, sul magnesio, i difetti hanno una forte tendenza a sommarsi tra loro.
I difetti più comuni e come li prevengo
La porosità è il primo difetto che mi aspetto, soprattutto nei getti. Può nascere da gas intrappolato nel materiale base, da un bagno troppo caldo o da una protezione insufficiente. Le cricche di solidificazione arrivano subito dopo, soprattutto nelle leghe con range di solidificazione ampio o con zinco più alto. Poi ci sono le inclusioni ossidiche, che spesso non si vedono dalla superficie ma indeboliscono il giunto in modo netto.
| Difetto | Perché compare | Come lo riduco |
|---|---|---|
| Porosità | Gas nel getto, superficie sporca, heat input eccessivo, schermatura debole | Pulizia accurata, gas stabile, arco corto e calore controllato |
| Cricche di solidificazione | Leghe con maggiore sensibilità, ritiro elevato, forte vincolo del giunto | Filler corretto, preriscaldo mirato, riduzione dei vincoli e passate ben distribuite |
| Inclusioni ossidiche | Ossido non rimosso, pulizia tardiva, copertura gassosa insufficiente | Preparazione immediata prima della saldatura e protezione costante del bagno |
| Deformazione o bruciatura del bordo | Velocità troppo bassa, corrente eccessiva, spessore sottile | Ridurre l’apporto termico e aumentare il controllo del tragitto |
Una cosa che vedo spesso sottovalutata è la porosità interna dei getti. Il cordone può sembrare discreto all’occhio, ma la debolezza vera è dentro il bagno o subito sotto la superficie. Per questo, quando il pezzo è importante, io non mi accontento dell’aspetto: valuto anche il tipo di carico, la posizione del difetto e, se serve, un controllo più serio prima di rimettere il componente in servizio.
La sicurezza, però, resta un tema a parte e non va trattata come una formalità. Sul magnesio questo aspetto fa davvero la differenza tra una lavorazione ben gestita e un problema serio in officina.
Sicurezza in officina e gestione dei trucioli
Il punto più delicato non è il blocco massiccio di magnesio in sé, ma trucioli, polveri e residui di lavorazione. In un ambiente di meccanica di precisione questo è un dettaglio importante: se stai preparando, smerigliando o rifinendo il pezzo nella stessa area in cui poi accendi l’arco, devi separare bene le operazioni. Io considero il banco pulito e il pavimento libero da polveri come parte integrante della procedura di saldatura, non come pulizia “di contorno”.
- Tengo lontani trucioli, polveri e rifiuti di molatura dalla zona di lavoro.
- Uso aspirazione e ordine operativo per non mischiare saldatura e lavorazioni abrasive nello stesso punto.
- Prevedo un mezzo di spegnimento adatto ai metalli combustibili nelle aree dove si generano polveri o trucioli fini.
- Proteggo occhi, mani e pelle perché l’arco resta intenso e i riflessi sul magnesio possono essere fuorvianti.
- Evito correnti d’aria e protezione gassosa instabile, soprattutto nelle lavorazioni TIG.
Le norme OSHA prevedono estintori o agenti per classe D nelle aree di lavoro con polveri, scaglie o trucioli di metalli combustibili. In pratica, se il tuo processo genera materiale fine, la prevenzione antincendio va pianificata prima, non quando il problema è già iniziato. Io qui non improvviserei mai: il costo di una protezione corretta è sempre più basso di quello di un errore.
Quando sicurezza, pulizia e protezione sono sotto controllo, resta l’ultima domanda utile: conviene davvero saldare quel pezzo, oppure è meglio fermarsi e sostituirlo?
Quando conviene saldare e quando è meglio fermarsi
La risposta onesta è che non tutto il magnesio va riparato. Io salderei con più serenità un getto con una cricca localizzata, un supporto leggero, un carter o un componente dove il difetto è circoscritto e la lega è nota. Mi fermerei molto prima, invece, se la cricca è lunga, ramificata, vicina a zone fortemente caricate o se il pezzo mostra corrosione profonda, porosità estesa o storia termica poco chiara.
Il costo della sostituzione di un getto può essere alto, ed è per questo che la riparazione è così comune nel magnesio. Ma la convenienza economica non basta da sola: se il giunto riparato deve lavorare in una zona critica, la soglia di prudenza sale parecchio. Quando non riesco a identificare bene la lega o non ho una procedura affidabile, io considero la sostituzione una scelta tecnica, non una rinuncia.
In altre parole, il magnesio si ripara bene quando il problema è chiaro, localizzato e controllabile. Quando invece il difetto racconta una storia più complessa, la lavorazione migliore può essere proprio quella che non fai.
I controlli che farei prima di chiudere il cordone
- Ho identificato la lega o almeno la sua famiglia, oppure sto lavorando al buio?
- La superficie è stata pulita, sgrassata e rifinita abbastanza vicino al momento della saldatura?
- Il gas di protezione è stabile e il pezzo è al riparo da correnti d’aria?
- Il filler scelto è coerente con la chimica del materiale base e con l’uso finale del componente?
- La zona riparata è davvero adatta alla saldatura, oppure il rischio residuo è troppo alto?
Se questi cinque punti sono in ordine, la lavorazione smette di essere una prova a rischio e diventa un processo controllabile. Nel magnesio è questo che conta davvero: meno improvvisazione, più metodo, e una disciplina di officina che non lascia spazio ai dettagli trascurati.