La saldatura MIG/MAG è una delle soluzioni più produttive quando servono giunti puliti, tempi rapidi e un controllo abbastanza semplice del bagno di fusione. In questo articolo chiarisco come funziona, cosa cambia davvero tra gas inerte e gas attivo, come si impostano filo, gas e torcia, e quali errori rovinano più spesso il risultato. La sigla mig mag welding ricorre spesso come etichetta generica, ma in officina la distinzione tra le due varianti cambia materiale, gas e qualità del cordone.
Le informazioni essenziali sulla saldatura MIG/MAG
- MIG e MAG appartengono alla famiglia GMAW e usano un filo continuo protetto da gas esterno.
- Nella classificazione ISO 4063, MIG corrisponde al 131 e MAG al 135.
- La scelta del gas è decisiva: argon ed elio per MIG, CO2 o miscele argon/CO2 per MAG.
- Per l’acciaio, una miscela 82/18 o 80/20 è spesso un buon punto di partenza; per l’alluminio si parte di solito da argon puro.
- I difetti più comuni sono porosità, mancanza di fusione, spruzzi e bruciature su lamiera sottile.
- Il processo rende al massimo quando pulizia del giunto, parametri e angolo torcia sono coerenti tra loro.
Cos’è la saldatura MIG/MAG e perché è così diffusa
Io la considero una famiglia di processi molto pratica: un filo continuo avanza nella torcia, si innesca l’arco, il metallo d’apporto fonde e il gas protegge il bagno dall’aria. Il risultato è un cordone che, rispetto ad altri processi a elettrodo rivestito, lascia poca o nessuna scoria e riduce i tempi di pulizia dopo la saldatura.
Dal punto di vista operativo, il vantaggio vero è la combinazione tra produttività e ripetibilità. Il processo funziona bene in manuale, in modalità meccanizzata e anche in celle robotizzate, quindi si adatta sia alla carpenteria generale sia a molti contesti di precisione e produzione seriale. Se il pezzo è accessibile e il ciclo di lavoro conta, qui il vantaggio si sente subito.
- Filo consumabile alimentato in continuo.
- Gas di protezione esterno per tenere lontani ossigeno e azoto.
- Poca scoria e poco post-lavoro rispetto ai processi con rivestimento.
- Buona velocità su acciai, alluminio e molte lavorazioni industriali.
Per questo, quando devo valutare un lavoro, parto meno dal nome del processo e più dal materiale, dallo spessore e dal livello di finitura richiesto. Ed è proprio lì che la differenza tra MIG e MAG diventa importante.
MIG e MAG non sono la stessa cosa
Nella pratica molti li mettono nello stesso sacco, ma la distinzione è semplice: nel MIG si usano gas inerti, nel MAG gas attivi. Questa differenza cambia il comportamento dell’arco, la penetrazione, la quantità di spruzzi e il tipo di materiale che si può gestire con più naturalezza.
| Criterio | MIG | MAG | Impatto pratico |
|---|---|---|---|
| Gas di protezione | Argon, elio o miscele inerti | CO2 o miscele argon/CO2 con componente attiva | MIG tende a dare un arco più pulito; MAG è più adatto agli acciai |
| Materiali tipici | Alluminio, rame, leghe non ferrose | Acciai al carbonio e strutturali, con miscele dedicate anche su inox | Il gas sbagliato peggiora subito stabilità e bagnabilità |
| Cordone | Più regolare, meno spruzzi | Più penetrazione con CO2, ma più spruzzi | Si sceglie tra finitura e robustezza operativa |
| Uso tipico | Carpenteria leggera, automotive, alluminio | Carpenteria d’acciaio, produzione, robotica | La scelta corretta riduce rilavorazioni e scarti |
Io farei attenzione a non confondere MAG con le varianti a filo animato: il principio generale è simile, ma il consumabile cambia e con lui cambiano fumi, scoria e impostazioni. Nella classificazione ISO 4063, il 131 e il 135 indicano proprio questa separazione, che in officina vale più di quanto sembri sulla carta.
Una volta chiarito questo punto, ha senso passare a ciò che davvero fa la differenza al banco: filo, gas e tecnica di esecuzione.
Come si imposta bene tra filo, gas e torcia
Qui di solito si sbaglia per eccesso di improvvisazione. In un sistema a tensione costante, i due comandi che pesano di più sono tensione e velocità di avanzamento del filo: la prima influenza la lunghezza dell’arco, la seconda la corrente e la quantità di metallo depositato. Le macchine sinergiche semplificano molto, ma non sostituiscono una regolazione coerente con materiale e posizione di saldatura.
Scelta del filo
Per la lamiera sottile mi muovo spesso su 0,8 mm; per lavorazioni generali 1,0 e 1,2 mm coprono gran parte delle esigenze; 1,6 mm ha senso quando cerchi più deposito o spessori importanti. Più il filo cresce, più la macchina deve essere stabile nell’alimentazione, altrimenti l’arco diventa nervoso e la regolazione si allontana subito dal punto giusto.
Scelta del gas
Su acciaio al carbonio, una miscela argon/CO2 intorno a 82/18 o 80/20 è spesso un punto di partenza molto solido per il corto circuito, perché limita gli spruzzi e mantiene il cordone più regolare. Se serve più penetrazione e il pezzo è più spesso, il 100% CO2 costa meno ma sporca di più e lascia un cordone più ruvido. Su alluminio, invece, parto quasi sempre da argon puro; su sezioni più spesse può avere senso un argon/elio per dare più calore.
Leggi anche: Saldatura TIG - Guida completa: come farla al meglio
Posizione della torcia
Qui il gesto conta quanto il settaggio: tengo in genere un angolo di 10-15° nella direzione di avanzamento e una distanza ugello-pezzo ridotta e costante, circa 6-12 mm, senza “cavalcare” il bagno. Se l’angolo cresce troppo, il gas perde efficienza e il cordone diventa più instabile. Le macchine sinergiche aiutano, ma non correggono una mano incoerente.
La regola che uso è semplice: tensione più alta allunga l’arco, velocità filo più alta aumenta corrente e deposito; se uno dei due corre troppo, il cordone cambia faccia quasi subito. Ma nessuna impostazione regge se il giunto è sporco.
La preparazione del giunto fa la differenza
Prima di parlare di difetti, io controllo sempre la superficie. Olio, vernice, ossido, ruggine e polvere sono la scorciatoia più veloce verso porosità e mancanza di fusione. Sull’alluminio la pulizia va fatta con più disciplina: sgrassatura, rimozione dell’ossido con utensili dedicati e saldatura non troppo lontana dal momento della preparazione, perché la superficie torna a ossidarsi in fretta.
- Acciaio dolce: rimuovi scala, ruggine e contaminanti prima di iniziare.
- Alluminio: usa spazzole dedicate e uno sgrassante pulito, senza riutilizzare utensili contaminati.
- Inox: evita utensili già usati su acciaio al carbonio.
- Ambiente: proteggi il bagno da correnti d’aria e spifferi, soprattutto su pezzi aperti o all’aperto.
Se il pezzo è sporco, il processo non ti salva. E proprio da qui si capisce perché i modi di trasferimento del metallo fanno così tanta differenza nella pratica.
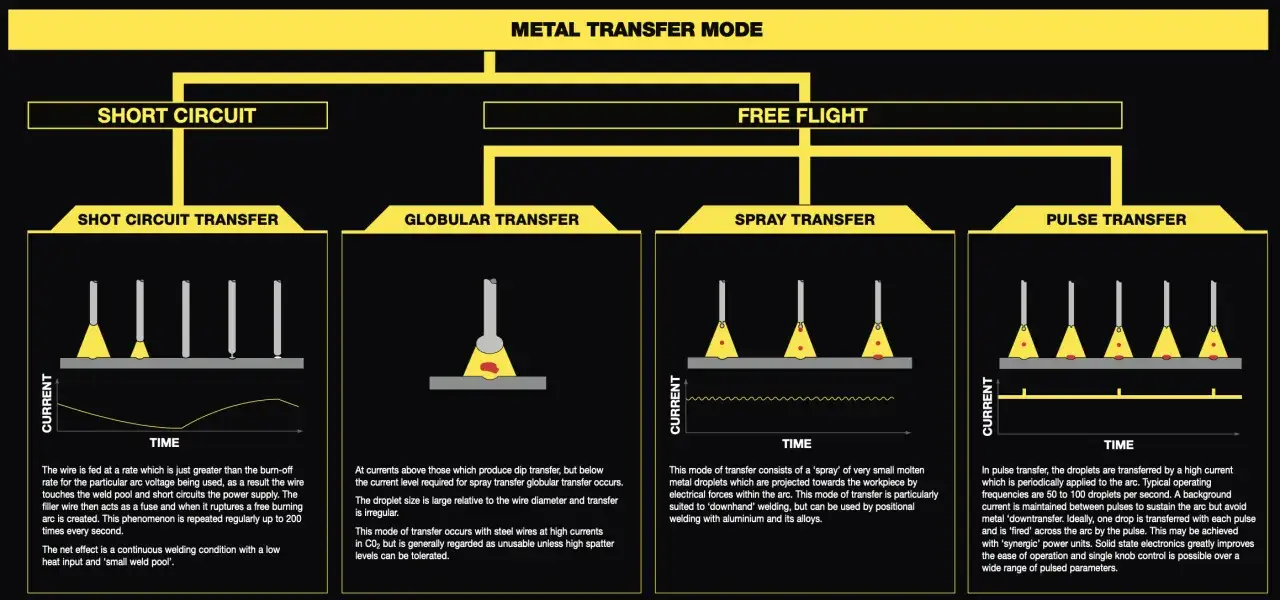
I modi di trasferimento del metallo e quando usarli
Il trasferimento del metallo è il punto in cui la saldatura MIG/MAG mostra davvero il suo carattere. I valori sotto sono indicativi, perché ogni macchina, filo e gas cambia un po’ il comportamento dell’arco, ma la logica resta la stessa.
| Modo di trasferimento | Carattere dell’arco | Dove funziona meglio | Limite principale |
|---|---|---|---|
| Corto circuito | Bassa energia; il filo tocca il bagno molte volte al secondo | Lamiera sottile, radici controllate, posizioni fuori piano | Più sensibile a settaggi e spruzzi se l’arco non è stabile |
| Globulare | Transizione instabile tra corto circuito e spray | Da evitare nella maggior parte dei lavori ordinari | Spruzzi e arco poco regolare |
| Spray | Arco continuo con goccioline fini; su filo da 1 mm spesso si entra nell’area utile sopra i 25 V e oltre 250 A | Spessori medi, posizione piana, alta produttività | Richiede gas ricco di argon e macchina adeguata |
| Pulsato | Alterna picco e mantenimento per controllare il bagno | Inox, alluminio, lavori in posizione e pezzi termicamente sensibili | Costo e set-up più alti |
In pratica, se lavoro su lamiera sottile e devo controllare bene il bagno, il corto circuito è spesso la scelta più gestibile. Se invece il pezzo è più spesso e ho una macchina adatta, spray e pulsato mi danno più produttività e un arco più pulito. Capire questo passaggio aiuta anche a leggere i difetti prima che diventino un problema serio.
Gli errori tipici che rovinano il cordone
Una saldatura MIG/MAG ben regolata è abbastanza ripetibile; quando fallisce, di solito il problema si vede già dal bagno, dal rumore dell’arco o dall’aspetto del cordone. Io tratto questi segnali come indizi, non come casualità.
| Difetto | Cosa si vede | Cause frequenti | Correzione pratica |
|---|---|---|---|
| Porosità | Piccoli fori nel cordone o superficie “spugnosa” | Contaminazione, umidità, gas insufficiente, vento | Pulisci meglio, verifica la portata, schermare il giunto |
| Mancanza di fusione | Il cordone appare appoggiato ma non “morde” il bordo | Velocità eccessiva, energia bassa, angolo sbagliato | Rallenta, aumenta leggermente energia e correggi l’angolo |
| Bruciatura su lamiera sottile | Il materiale si apre o si fora | Troppo calore, filo troppo grosso, avanzamento troppo lento | Scendi con il filo, riduci la tensione e usa corto circuito |
| Spruzzi eccessivi | Area di lavoro sporca e cordone ruvido | Gas sbagliato, arco lungo, parametri instabili | Riparti da un settaggio base e usa una miscela più adatta |
| Undercut | Bordo scavato lungo il piede del cordone | Velocità troppo alta o tensione eccessiva | Riduci velocità, abbassa un po’ la tensione, stabilizza il bagno |
La parte utile è questa: quasi tutti questi difetti nascono da una combinazione di tre variabili, non da un solo errore. Quando il cordone si comporta male, raramente il colpevole è uno solo.
Quando la sceglierei in officina e quando no
Io scelgo la saldatura MIG/MAG quando il pezzo è pulito, l’accesso è buono e il tempo ciclo conta più dell’estetica estrema. È un processo molto forte su carpenteria di serie, telai, supporti, componenti automotive e, con le giuste attrezzature, anche su alluminio e inox. La sua forza sta nel fatto che si automatizza bene e si integra facilmente in flussi produttivi moderni.
| Processo | Punti forti | Limiti | Quando lo preferisco |
|---|---|---|---|
| MIG/MAG | Velocità, versatilità, buona automazione | Sensibile a vento e preparazione scarsa | Produzione, carpenteria, lavori ripetitivi |
| TIG | Massimo controllo termico e finitura molto pulita | Più lento e meno produttivo | Inox sottile, estetica, giunti delicati |
| Filo animato senza gas esterno | Più tolleranza all’aria e buona deposizione | Più fumi e, in genere, più pulizia dopo | Cantieri, esterno, lavori con protezione del gas difficile |
Se il pezzo è all’aperto, esposto a correnti d’aria o richiede una finitura molto fine, io cambierei scelta senza pensarci troppo. Se invece devo far avanzare lavoro in modo stabile e produttivo, MIG/MAG resta una delle opzioni più razionali.
Le condizioni che fanno funzionare davvero questo processo
Se dovessi ridurre tutto a poche regole operative, direi questo: pulizia, gas coerente, filo adatto, angolo costante e prova su scarto. È una sequenza semplice, ma è proprio la semplicità a far funzionare bene un processo che, sulla carta, sembra quasi troppo facile.
- Prepara il giunto come se il cordone dovesse restare a vista.
- Abbina il gas al materiale, non solo al costo della bombola.
- Scegli il diametro del filo in funzione di spessore e produttività.
- Tieni costante distanza e angolo della torcia durante tutto il passaggio.
- Fai sempre una prova su pezzo di scarto prima di andare sul componente buono.
Se devo lasciare un criterio pratico, è questo: la saldatura MIG/MAG rende al massimo quando il processo è trattato come un sistema, non come una somma di regolazioni isolate. In officina, una buona tabella di settaggi per materiale, spessore e posizione vale spesso più di molte correzioni fatte al volo.