
La saldatura GMAW è una delle soluzioni più efficienti quando servono velocità, continuità del cordone e poca pulizia finale. In questa guida spiego come funziona davvero il processo, quali parametri incidono sul risultato, come scegliere filo e gas e quali errori fanno perdere tempo anche a chi ha già esperienza. Io la considero una tecnica molto efficace, ma solo quando si capisce bene il rapporto tra arco, alimentazione del filo e protezione gassosa.
I punti chiave da tenere sotto controllo
- Il processo usa un filo continuo come elettrodo e un gas di protezione esterno.
- In Italia si sente spesso parlare di MIG/MAG, ma GMAW è il nome tecnico più ampio.
- Voltaggio, velocità di avanzamento del filo, CTWD e portata gas sono i quattro regolatori che cambiano di più il risultato.
- Short-circuit, spray e pulsed non sono dettagli teorici: determinano spruzzi, penetrazione e posizione di saldatura.
- Una superficie pulita e un flusso gas corretto valgono quanto la macchina.
- All’aperto o in presenza di vento il processo perde margine e va gestito con più attenzione.
Che cos'è il processo GMAW e perché in officina si parla spesso di MIG/MAG
Come ricorda AWS, GMAW è il nome tecnico del processo in cui un filo elettrodo continuo e un gas di protezione lavorano insieme per unire i metalli. In pratica, il filo non serve solo da materiale d’apporto: è anche l’elettrodo che genera l’arco. Questa doppia funzione rende il processo molto produttivo e abbastanza semplice da automatizzare.
In officina, però, la terminologia crea spesso confusione. MIG indica in senso stretto l’uso di gas inerti, mentre MAG riguarda gas attivi; GMAW copre entrambe le varianti e per questo è la sigla più corretta quando si parla del processo in generale. Io distinguo subito i termini perché, se si sbaglia nome, spesso si sbaglia anche scelta del gas e quindi comportamento dell’arco.
Il vantaggio principale è chiaro: cordoni puliti, poca o nessuna scoria e un ritmo di lavoro alto. Il limite, però, è altrettanto chiaro: il bagno fuso dipende molto dalla qualità della protezione gassosa e dalla stabilità dei parametri. Capita qui il primo vero bivio, perché da come si alimenta il filo dipende tutto il resto.
Come avviene il deposito del metallo, dal filo all'arco
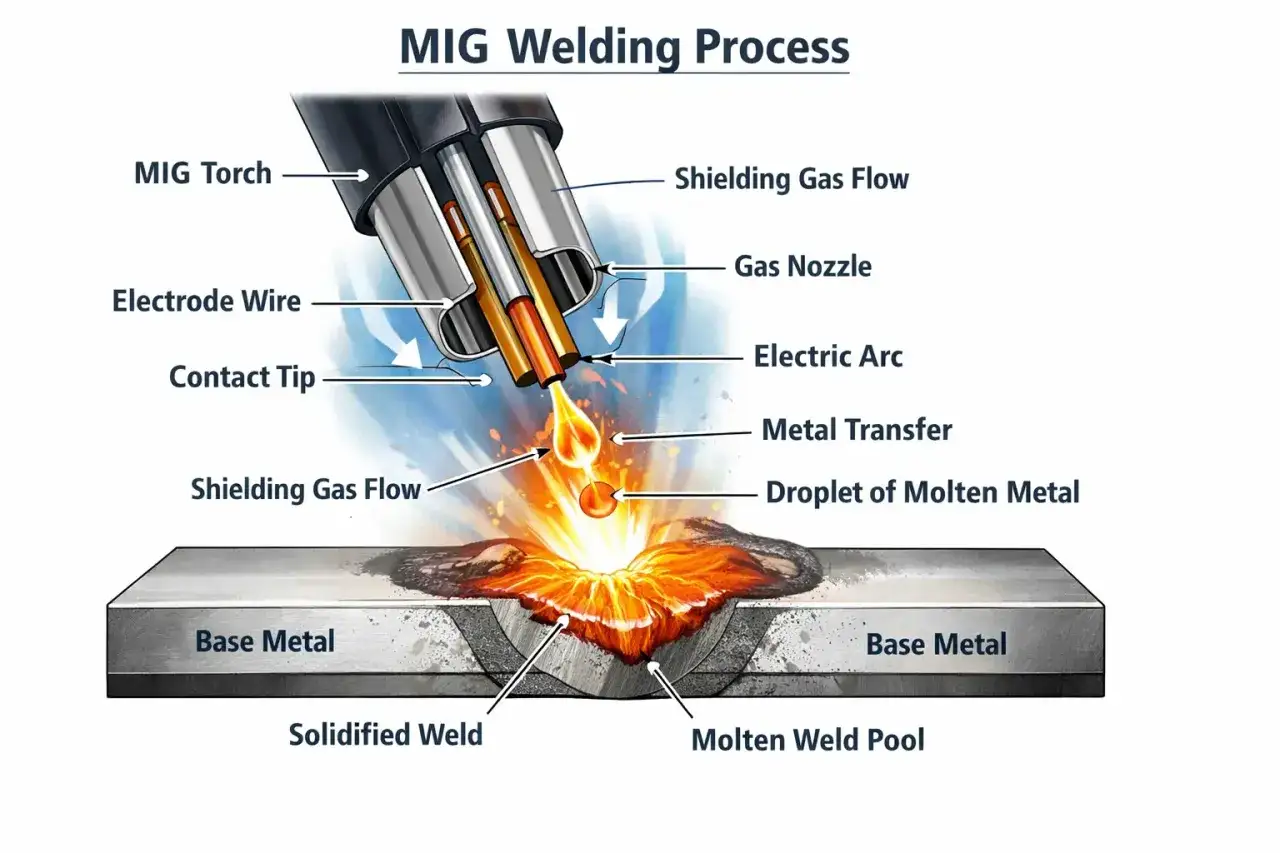
Il cuore del processo è semplice da visualizzare. Una bobina alimenta il filo, il trainafilo lo spinge nella torcia, la punta di contatto trasferisce corrente al filo e l’arco fonde sia il materiale d’apporto sia il pezzo base. Intorno al bagno di fusione arriva il gas di protezione, che isola il metallo liquido dall’ossigeno, dall’azoto e dall’umidità dell’aria.
La sequenza pratica è questa:
- La sorgente in corrente costante non è la scelta tipica qui: serve quasi sempre una caratteristica a tensione costante, perché stabilizza l’arco.
- Il trainafilo mantiene il flusso di materiale continuo; se il trascinamento è irregolare, l’arco diventa instabile.
- La torcia convoglia filo e gas nella zona di saldatura e la punta di contatto deve restare in buone condizioni.
- Il bagno fonde, si espande e poi solidifica senza produrre scoria, perché il filo è nudo e non contiene flussante.
Questa assenza di scoria è una delle ragioni per cui il processo piace molto nella carpenteria leggera, nella meccanica e nell’automazione. Non significa però che si possa trascurare la preparazione: ossidi, olio, ruggine e umidità restano nemici seri della qualità. Quando la sequenza è chiara, il vero margine di miglioramento sta nei parametri.
I parametri che decidono stabilità, penetrazione e spruzzi
Se dovessi scegliere solo quattro variabili da controllare con rigore, direi: tensione, velocità di avanzamento del filo, CTWD e portata gas. Tutto il resto si appoggia lì sopra. La differenza tra un cordone regolare e uno nervoso, pieno di spruzzi o povero di fusione, nasce quasi sempre da un equilibrio sbagliato tra questi elementi.
- Tensione: regola la lunghezza dell’arco e influenza larghezza del cordone, bagnabilità e aspetto superficiale.
- Velocità di avanzamento del filo: determina in pratica la corrente e quindi la quantità di metallo depositato.
- CTWD o distanza punta-pezzzo: su acciaio al carbonio con filo pieno i valori tipici sono 10-15 mm; sull’alluminio spesso si lavora tra 12 e 20 mm.
- Portata gas: in molte applicazioni ordinarie 10-12 L/min sono un buon punto di partenza; in presenza di lieve aria si può salire a 15 L/min, ma oltre quel livello il rischio di turbolenza cresce.
- Induttanza: nei trasferimenti a corto circuito ammorbidisce l’arco e aiuta a contenere gli spruzzi.
- Velocità di avanzamento della torcia: se è troppo lenta si accumula calore, se è troppo rapida si perde fusione ai bordi.
Un dettaglio che vedo spesso sottovalutato è la coerenza tra regolazioni manuali e macchina sinergica. Con una sorgente sinergica moderna, alcuni parametri vengono accoppiati automaticamente, e questo riduce gli errori iniziali. Con una macchina manuale, invece, ogni correzione va letta insieme alle altre. In entrambi i casi, se il suono dell’arco diventa secco e “scoppiettante”, io controllo prima tensione e avanzamento del filo, non il gas.
Da qui ha senso guardare ai modi di trasferimento del metallo, perché sono loro a cambiare davvero il comportamento dell’arco.
I modi di trasferimento del metallo e quando hanno senso
Esistono quattro modi di trasferimento che contano davvero nella pratica: corto circuito, globulare, spray e pulsato. ESAB riporta che il corto circuito può chiudere l’arco fino a circa 200 volte al secondo, mentre il pulsato lavora tipicamente tra 50 e 100 Hz. Questi numeri non sono teoria da manuale: spiegano perché il bagno si comporta in modo tanto diverso da un caso all’altro.
| Modalità | Caratteristiche | Quando la uso | Limiti reali |
|---|---|---|---|
| Corto circuito | Il filo tocca ripetutamente il bagno e l’arco si riaccende di continuo | Lamiere sottili, giunti fuori posizione, lavori di riparazione | Meno energia disponibile, rischio di spruzzi se i parametri sono fuori centro |
| Globulare | Le gocce diventano più grandi e il trasferimento è irregolare | Casi limitati, spesso con CO2 puro o settaggi non ottimizzati | Spruzzi elevati, finitura peggiore, uso poco elegante nella maggior parte dei lavori |
| Spray | Microgocce proiettate attraverso l’arco in modo molto stabile | Produzione elevata, giunti in piano o orizzontali, spessori medi e alti | Richiede gas ricco di argon e macchina adatta; non è la scelta più comoda fuori posizione |
| Pulsato | Impulsi di corrente alta staccano singole gocce mentre la corrente di fondo mantiene l’arco | Alluminio, inox, materiali sensibili al calore, saldatura fuori posizione | Serve una sorgente compatibile; il costo iniziale è più alto, ma il controllo è migliore |
La modalità spray richiede un gas ricco di argon e dà il meglio in piano o in orizzontale, con penetrazione pulita e poco spruzzo. Il pulsato, invece, è quello che io considero il vero punto d’equilibrio quando serve qualità alta ma con calore medio più basso: aiuta a contenere deformazioni e burn-through, soprattutto su inox e alluminio. Una volta capito questo, la scelta di filo e gas smette di essere empirica.
Fili, gas e spessori: come scegliere senza andare a tentativi
Il materiale base guida la scelta del filo, ma il gas decide gran parte del carattere dell’arco. In generale, i fili pieni per acciaio dolce e basso legato seguono norme come AWS A5.18 o EN ISO 14341; per inox si sale su fili conformi ad AWS A5.9 o EN ISO 14343; per l’alluminio entrano in gioco le famiglie EN ISO 18273. Il diametro del filo, nella pratica, copre spesso un intervallo compreso tra 0,6 e 2,4 mm.
Qui sotto riassumo le combinazioni più utili nella realtà di officina:
| Materiale | Filo tipico | Gas comune | Nota pratica |
|---|---|---|---|
| Acciaio al carbonio | Filo pieno per uso generale | 82/18 argon/CO2 per corto circuito; 90/10 per spray; CO2 puro solo se la penetrazione conta più della finitura | Il CO2 puro costa meno ma aumenta spruzzi e rende il cordone più ruvido |
| Acciaio inox | Filo inox dedicato | Tri-mix oppure miscele con argon e piccole percentuali di CO2 | Il calore va controllato bene per non rovinare aspetto e resistenza alla corrosione |
| Alluminio | Filo alluminio con alimentazione precisa | Argon puro | Serve un sistema di traino affidabile; spesso aiuta una torcia spool gun o un feeder molto stabile |
| Lega di nichel o rame | Filo speciale per applicazioni dedicate | Combinazioni specifiche in base alla lega | Qui la procedura conta più dell’abitudine: meglio seguire procedure qualificate e non improvvisare |
Su acciaio strutturale, una miscela ricca di argon di solito migliora stabilità, aspetto del cordone e contenimento degli spruzzi; con CO2 puro si recupera penetrazione, ma si paga in pulizia finale. Su inox e alluminio, invece, il margine si gioca ancora di più sul controllo termico. Quando i consumabili sono sbagliati, gli errori sembrano casuali ma non lo sono; li affronto nella sezione successiva.
Gli errori che vedo più spesso e come correggerli
Le imperfezioni del processo quasi mai arrivano da un solo fattore. Più spesso nascono da una combinazione di superfici sporche, gas non adatto, portata errata o avanzamento del filo fuori centro. Io faccio sempre una distinzione semplice: se il difetto è estetico ma il cordone tiene, il problema è spesso di equilibrio; se invece manca fusione o compare porosità, il problema è più profondo.
| Difetto | Cause probabili | Correzione pratica |
|---|---|---|
| Porosità | Superficie sporca, umidità, portata gas insufficiente, correnti d’aria | Pulire il pezzo, asciugare i consumabili, verificare il flusso gas e schermare il banco dal vento |
| Spruzzi eccessivi | Tensione non coerente con il filo, gas troppo ricco di CO2, CTWD irregolare | Ricalibrare tensione e avanzamento, usare una miscela più stabile, tenere la distanza punta-pezzo costante |
| Mancanza di fusione | Corrente troppo bassa, velocità di avanzamento eccessiva, angolo torcia errato | Aumentare il calore utile, rallentare leggermente la velocità di saldatura, correggere l’orientamento della torcia |
| Burn-back | Arco troppo corto, filo che si ritira verso la punta, parametri sbilanciati | Allungare un po’ il CTWD, rivedere tensione e avanzamento del filo |
| Burn-through o deformazione | Apporto termico troppo alto su lamiera sottile | Ridurre la corrente media, usare pulsato o corto circuito ben regolato, aumentare la velocità di avanzamento torcia |
Un controllo che faccio quasi sempre dopo il primo tratto è il suono dell’arco: se è troppo aggressivo o pieno di colpi secchi, qualcosa non è allineato. Anche l’aspetto del bagno dice molto: bordo freddo, corona poco bagnata e cordone alto segnalano spesso energia insufficiente o velocità troppo alta. Se invece il bagno “galleggia” e allarga troppo, il problema è spesso l’opposto.
Quando conviene davvero questo processo e quando no
Questo processo rende al massimo quando servono produttività, ripetibilità e buona qualità superficiale. Io lo considero molto forte in carpenteria leggera e media, nella produzione seriale, nei telai, nelle attrezzature meccaniche e nelle linee automatizzate. La combinazione tra alimentazione continua del filo e arco stabile permette di depositare metallo in fretta, con poca pausa e senza la manutenzione tipica degli elettrodi rivestiti.
Ci sono però casi in cui il compromesso cambia. All’aperto, con vento o turbolenze, la protezione gassosa perde affidabilità e il rischio di porosità sale subito. Su pezzi molto sporchi, arrugginiti o verniciati, il processo diventa più esigente rispetto a soluzioni più tolleranti. E se il lavoro è eseguito in posizioni scomode o su spessori molto variabili, il pulsato aiuta, ma non fa miracoli.
- Lo scelgo quando voglio velocità e pulizia del cordone.
- Lo scelgo quando devo automatizzare o ripetere la stessa saldatura molte volte.
- Lo evito o lo rivaluto quando il pezzo è all’esterno, sporco o esposto a vento.
- Lo affianco ad altre tecniche quando la lavorazione richiede più tolleranza sulla preparazione.
Rispetto a SMAW o FCAW, il vantaggio principale è l’efficienza operativa; il prezzo da pagare è una maggiore sensibilità al set-up e all’ambiente. Se il contesto è controllato, il processo è molto competitivo. Se il contesto è instabile, conviene essere più prudenti nella scelta. Con questi controlli, il primo cordone diventa molto più prevedibile.
La sequenza pratica che userei prima del primo cordone
Quando devo avviare un lavoro, parto sempre da una check-list corta e concreta. Mi evita di inseguire difetti che in realtà nascono da un errore iniziale semplice.
- Controllo materiale, spessore e posizione di saldatura.
- Scelgo filo e gas in base a metallo, finitura richiesta e apporto termico disponibile.
- Imposto la sorgente in CV e parto da valori coerenti con diametro filo e giunto.
- Verifico CTWD, angolo torcia e velocità di avanzamento prima di fare il cordone utile.
- Pulisco bene la zona e proteggo il banco da correnti d’aria.
- Faccio un tratto di prova, osservo spruzzi, larghezza del bagno e bagnatura dei lembi, poi correggo.
Se questa sequenza è rispettata, il processo smette di essere “sensibile” e diventa ripetibile. È qui che si vede la differenza tra un risultato accettabile e un risultato industriale: non nel gesto finale, ma nella qualità delle impostazioni che arrivano prima. E per la meccanica di precisione, è proprio lì che si guadagna tempo, si riducono rilavorazioni e si mantiene il controllo del pezzo.