La saldatura dell’alluminio mette insieme due esigenze che spesso vanno in direzioni opposte: portare abbastanza calore nel giunto senza deformare il pezzo e, allo stesso tempo, proteggere il bagno di fusione da ossidi, umidità e porosità. Quando si parla di aluminium welding, la differenza la fanno pulizia, controllo del calore e scelta del processo. In questo articolo trovi una guida pratica su tecniche, consumabili, difetti tipici e criteri di scelta, con un taglio utile per chi lavora in officina o su lavorazioni di precisione.
Le decisioni che pesano davvero sul risultato
- L’alluminio dissipa il calore molto più rapidamente dell’acciaio e l’ossido superficiale fonde a una temperatura nettamente più alta del metallo base.
- Per pezzi sottili e lavori di precisione spesso funziona meglio il TIG AC; per produzione e cordoni più lunghi il MIG pulsato è più efficiente.
- La preparazione del giunto non è un dettaglio: sporco, umidità e ossido sono tra le cause principali di porosità e mancanza di fusione.
- Le due famiglie di apporto più usate sono 4043 e 5356, ma non sono intercambiabili su ogni lega o su ogni requisito meccanico.
- Bruciature, distorsioni, porosità e wire feeding instabile sono i problemi più comuni quando il processo o i parametri non sono allineati al pezzo.
Perché l’alluminio si comporta in modo diverso
Il primo errore che vedo spesso è trattare l’alluminio come se fosse acciaio “più leggero”. In realtà, il materiale disperde il calore molto rapidamente, circa sei volte più dell’acciaio al carbonio, e questo cambia del tutto il modo in cui il bagno si forma e si mantiene stabile. Se aggiungo troppo calore per compensare, però, rischio subito bruciature e deformazioni, soprattutto sui lamierati sottili.
Il secondo ostacolo è l’ossido superficiale. Lo strato di ossido di alluminio fonde a una temperatura molto più alta del metallo sottostante, quindi può restare lì anche quando il pezzo sembra già “pronto” a fondere. A questo si somma la sensibilità alla porosità: l’alluminio liquido assorbe facilmente idrogeno e, quando solidifica, le bolle restano intrappolate nel cordone. In pratica, il problema non è solo far fondere il materiale, ma farlo fondere nel momento giusto e in un ambiente pulito.
Da qui discendono tre conseguenze operative molto concrete: il giunto va pulito bene, il calore va dosato con molta più attenzione rispetto all’acciaio e il tipo di processo scelto pesa quasi quanto l’abilità dell’operatore. È questo il motivo per cui la scelta tra TIG, MIG e soluzioni automatizzate non va fatta per abitudine, ma per geometria del pezzo e obiettivo finale.
Come scegliere tra TIG, MIG pulsato e le altre opzioni
Io parto quasi sempre da una domanda semplice: mi serve il massimo controllo estetico o mi serve produttività con un buon livello di ripetibilità? Se la risposta è controllo, il TIG AC resta il riferimento. Se la risposta è efficienza su giunti più lunghi o su piccole serie, il MIG pulsato diventa spesso la scelta più sensata. Nei lavori industriali più strutturati, invece, possono entrare in gioco robot, sistemi sinergici e controllo dati del processo.
| Processo | Quando lo scelgo | Punti forti | Limiti pratici |
|---|---|---|---|
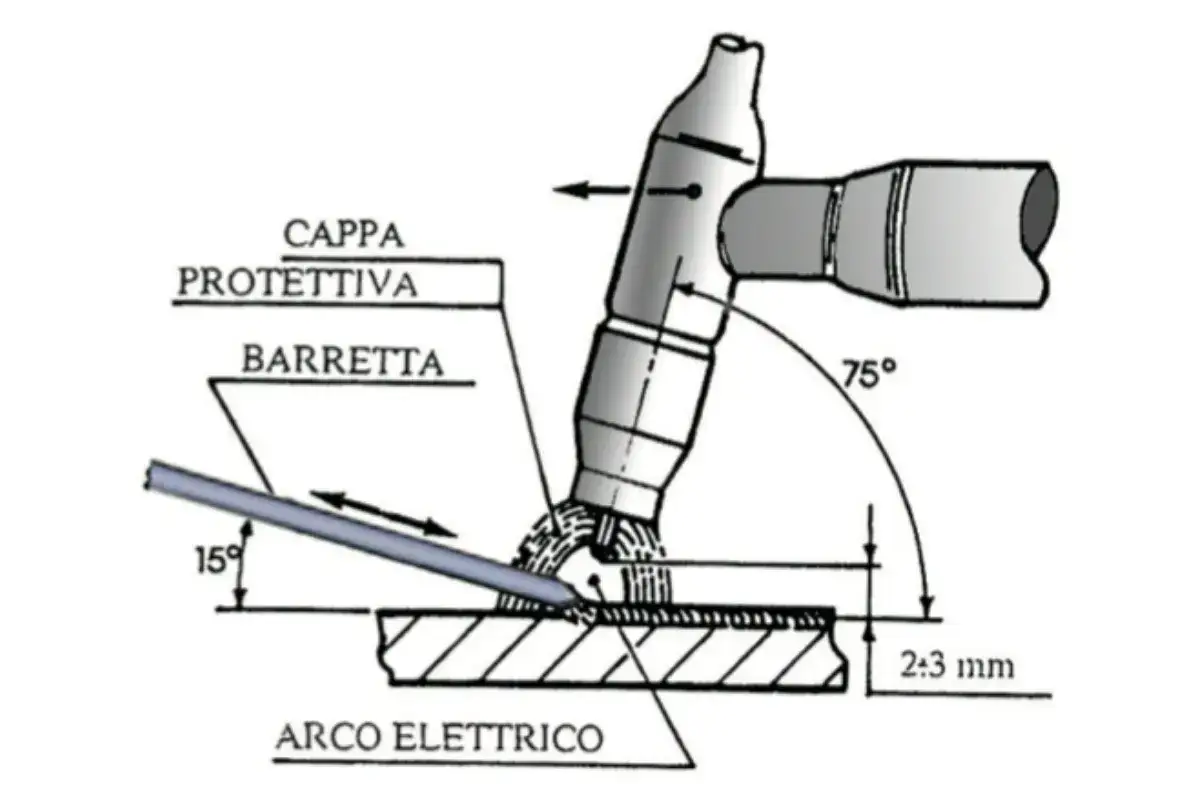
| TIG AC/DC | Lamierati sottili, giunti visibili, riparazioni, pezzi di precisione | Controllo elevato del bagno, finitura pulita, ottimo per passaggi di radice | Più lento, richiede mano ferma e più attenzione all’angolo della torcia |
| MIG pulsato | Produzione, cordoni più lunghi, spessori medi e medio-alti | Più veloce, buon controllo del calore, minore spruzzo rispetto al MIG convenzionale | Setup più sensibile, richiede macchina e parametri ben tarati |
| MIG con spool gun o push-pull | Quando il filo d’alluminio crea problemi di alimentazione | Riduce inceppamenti e bird nesting, utile con fili morbidi | Meno maneggevole di una torcia standard, investimento aggiuntivo |
| Laser o automazione spinta | Serie ripetitive, tolleranze strette, alta produttività | Ripetibilità, bassa distorsione, qualità costante | Costi iniziali alti e preparazione del giunto molto rigorosa |
La mia regola pratica è questa: se il pezzo è unico, complesso e molto visibile, scelgo il processo che mi dà più controllo; se il pezzo è ripetitivo e la qualità deve restare costante turno dopo turno, sposto l’ago verso il MIG pulsato o verso l’automazione. Questa distinzione, da sola, evita molte scelte costose e poco produttive.
La preparazione del giunto decide gran parte del risultato
Con l’alluminio, la preparazione vale quasi quanto la saldatura. La superficie va sgrassata, l’ossido va rimosso e il pezzo va mantenuto asciutto, perché umidità e contaminanti sono una scorciatoia diretta verso la porosità. Nei casi con requisiti severi, la rimozione dell’ossido dovrebbe avvenire molto vicino al momento della saldatura, non “quando capita”.
In officina seguo una sequenza molto semplice, ma non negoziabile:
- Sgrasso il pezzo con un solvente pulito e non residuo.
- Rimuovo l’ossido con una spazzola in acciaio inox dedicata solo all’alluminio, oppure con un abrasivo pulito.
- Evito utensili o spazzole usati prima su acciaio, perché la contaminazione incrociata rovina il cordone.
- Assemblo il giunto a secco, controllando che il gap sia minimo.
- Se il giunto è critico, saldo il prima possibile dopo la preparazione.
Un altro dettaglio che viene sottovalutato è il gioco del giunto. Su alluminio, se il gap diventa troppo ampio, il bagno cede più facilmente e la penetrazione diventa difficile da controllare. Come riferimento pratico, io cerco di stare entro circa il 25% dello spessore del pezzo più sottile: oltre quella soglia, il rischio di instabilità cresce molto. Da qui si passa al tema dei consumabili, che spesso è quello che fa la differenza tra un cordone accettabile e uno davvero affidabile.
Gas, filo e bacchette da abbinare al materiale
Il materiale d’apporto non si sceglie “a sentimento”. Le due famiglie più comuni sono 4043 e 5356, ma servono a obiettivi diversi. Il 4043, a base di silicio, scorre meglio nel bagno, aiuta a ridurre la sensibilità alle cricche e in genere lascia un cordone più gradevole. Il 5356, a base di magnesio, offre maggiore resistenza e duttilità, ma può richiedere più pulizia finale e non è la soluzione giusta per ogni lega base.
| Elemento | Scelta tipica | Perché funziona | Quando valutare altro |
|---|---|---|---|
| 4043 | Giunti su molte leghe della serie 6xxx, fusioni più fluide, aspetto del cordone curato | Migliora la bagnabilità e riduce il rischio di cricche da solidificazione | Se la resistenza meccanica o la compatibilità con certe leghe 5xxx è prioritaria |
| 5356 | Quando serve più resistenza, soprattutto su molte applicazioni 5xxx e 6xxx | Più robusto e spesso più adatto ai requisiti strutturali | Se l’applicazione richiede una finitura molto pulita o una diversa risposta alla corrosione |
| Argon puro | Scelta standard per TIG e molto comune anche nel MIG dell’alluminio | Buona stabilità d’arco, pulizia efficace, uso semplice | Su spessori elevati, quando serve più calore nel bagno |
| Miscele argon-elio | Pezzi più spessi o quando serve più penetrazione | Aggiungono calore e aiutano su sezioni impegnative | Quando il costo gas è un fattore o quando la semplicità operativa conta più della spinta termica |
I difetti tipici e come li correggo in pratica
Quando una saldatura su alluminio non va, di solito il problema si vede subito. La buona notizia è che quasi sempre i difetti raccontano con precisione dove è andato storto il processo. La cattiva notizia è che, se non li leggi bene, rischi di inseguire il sintomo e non la causa.
| Difetto | Causa probabile | Correzione pratica |
|---|---|---|
| Porosità | Umidità, ossido, gas insufficiente, pezzo sporco o corrente d’aria | Pulizia più rigorosa, materiale asciutto, protezione del bagno, flusso gas corretto |
| Mancanza di fusione | Calore insufficiente, velocità eccessiva, ossido non rimosso | Aumentare l’energia utile nel bagno, rallentare quanto basta, migliorare la preparazione |
| Bruciature | Troppo calore o avanzamento troppo lento, soprattutto su lamierati sottili | Ridurre amperaggio, aumentare la velocità, usare un processo più controllabile |
| Distorsione | Eccesso di apporto termico e giunti lunghi senza controllo del serraggio | Saldare a tratti, usare dime e punti di bloccaggio, ridurre la zona termicamente influenzata |
| Wire feeding instabile | Filo troppo morbido, liner errato, tensione eccessiva sui rulli | Usare liner idonei, rulli corretti, spool gun o push-pull se serve |
| Cordone sporco o fuligginoso | Tecnica di trascinamento errata o protezione gas insufficiente | Preferire la spinta della torcia, verificare ugello, copertura e angolo di lavoro |
Il punto che insiste più di tutti, anche nei lavori fatti bene, è il bilanciamento tra calore e velocità. L’alluminio non perdona le esitazioni: se vai troppo piano, scaldi troppo; se vai troppo veloce, perdi fusione. Io mi fido molto del cordone come indicatore visivo, ma solo dopo aver corretto la causa a monte, non come tentativo finale di mascherare un parametro sbagliato.
Quando conviene spingere su automazione e controllo del processo
Per lavorazioni ripetitive o per componenti dove la precisione conta più della flessibilità, l’automazione può cambiare davvero il quadro. Un impianto ben tarato con MIG pulsato o con TIG avanzato stabilizza il bagno, riduce gli scarti e rende più semplice documentare i parametri. Nelle officine meccaniche orientate alla qualità, questo significa meno rilavorazioni e meno variabilità tra un operatore e l’altro.
Non è però una scelta universale. Se i pezzi cambiano spesso, se i giunti sono difficili da raggiungere o se lavoro su riparazioni e prototipi, la manualità resta superiore. Anche il controllo avanzato ha i suoi limiti: su alluminio, per esempio, alcune strategie di tracking del giunto non sono efficaci come sull’acciaio a causa dell’elevata conducibilità elettrica del materiale. In questi casi preferisco sistemi che aiutano davvero l’operatore, come il pulsed arc, il double pulse, i profili sinergici e una buona gestione dei punti di partenza e di arresto.
Se devo riassumere la scelta in modo molto concreto, direi così: più il lavoro è ripetitivo, più conviene investire in controllo e automazione; più il lavoro è vario e sartoriale, più conta una macchina stabile ma semplice da governare. È una distinzione che in officina fa risparmiare tempo, ma soprattutto evita di comprare tecnologia che poi non si sfrutta davvero.
La regola pratica che evita gli errori più costosi
Se dovessi ridurre tutto a una sola regola, direi questa: prima preparo il pezzo, poi scelgo il processo, solo alla fine tocco i parametri. Molti problemi nascono perché si fa l’opposto, cioè si prova a “far venire bene” una saldatura con più corrente, più filo o più passate, quando il vero limite è a monte, nella pulizia o nell’abbinamento tra lega, spessore e consumabile.
Per una saldatura affidabile su alluminio mi tengo sempre vicino a tre controlli minimi: superficie pulita e asciutta, apporto termico coerente con lo spessore, materiale d’apporto adatto alla lega base. Se questi tre punti sono a posto, il resto diventa molto più gestibile. Se uno di questi salta, anche una macchina ottima e un operatore esperto devono lavorare il doppio per correggere un problema che poteva essere evitato prima.
In officina, la qualità vera dell’alluminio non si misura solo dal cordone finale, ma da quanta correzione hai dovuto fare per arrivarci. È questo il criterio che io uso per distinguere una saldatura “riuscita” da una saldatura davvero solida e ripetibile.