In un’officina moderna la differenza tra un pezzo che scorre bene in produzione e uno che genera correzioni continue sta spesso nel lavoro preparatorio. La figura che unisce progettazione, lavorazione e verifica ha un peso reale nelle carriere metalmeccaniche, perché trasforma un’idea in un processo eseguibile, misurabile e ripetibile.
Qui trovi una lettura pratica del ruolo: cosa fa davvero, come si distingue tra CAD e CAM, quali competenze servono, quali passaggi operativi contano sul serio e come crescere senza restare fermi sul solo disegno tecnico.Le informazioni essenziali per capire il ruolo e muoverti bene nel settore
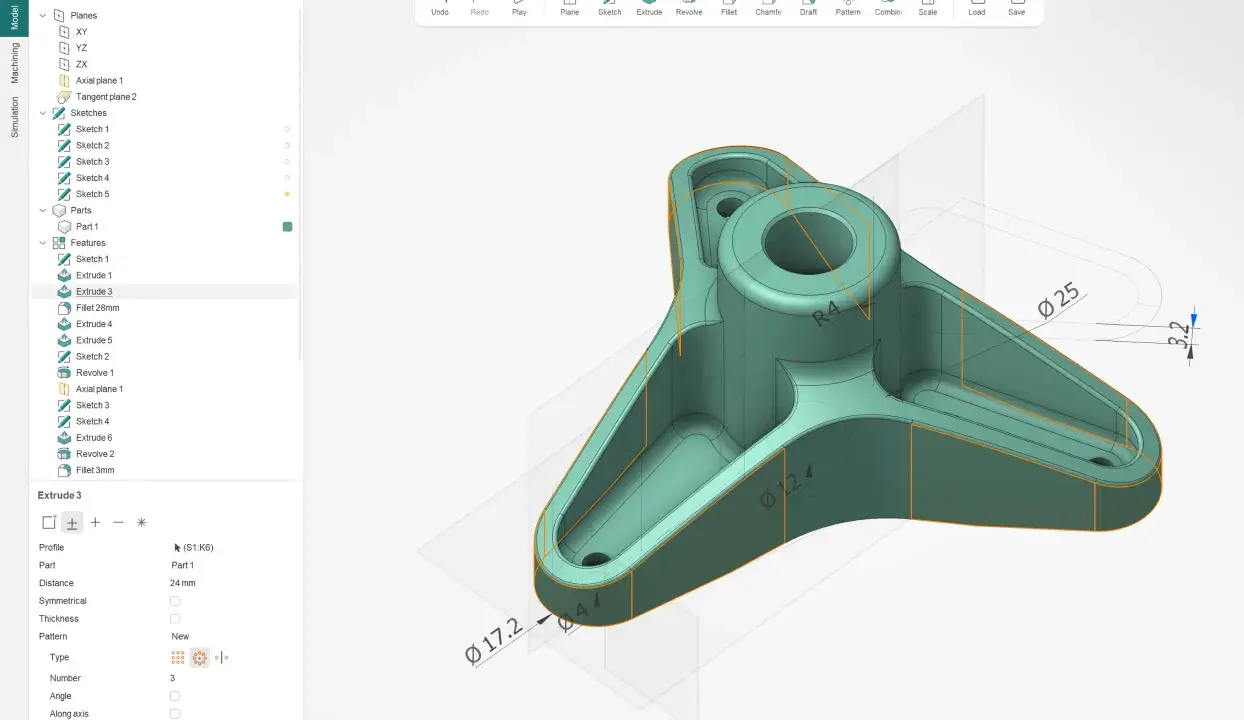
- Il profilo CAD/CAM sta tra ufficio tecnico e produzione: non disegna soltanto, prepara il pezzo per essere lavorato bene.
- CAD e CAM hanno funzioni diverse: il primo costruisce il modello, il secondo lo traduce in percorsi utensile e codice macchina.
- Le competenze più utili sono lettura del disegno, tolleranze, materiali, utensileria, simulazione e dialogo con l’officina.
- STEP, IGES, DXF e G-code sono formati e output che conviene conoscere senza esitazioni.
- La crescita professionale arriva quando sai prevenire errori, collisioni, scarti e tempi ciclo fuori controllo.
- Nel 2026 contano molto di più autonomia, processo e affidabilità che il semplice uso del software.
Che cosa fa davvero in officina e in ufficio tecnico
Io considero questo ruolo una cerniera: prende il progetto, lo rende producibile e verifica che il passaggio alla macchina non sia lasciato all’improvvisazione. In ambito metalmeccanico significa lavorare su geometrie, quote, attrezzaggi e sequenze operative in modo che il pezzo esca con la qualità richiesta e senza sprechi inutili.
- Interpreta il disegno meccanico e controlla quote, tolleranze e riferimenti funzionali.
- Prepara o modifica modelli 2D e 3D in base alle esigenze di produzione.
- Imposta la logica di lavorazione: ordine delle operazioni, scelta delle superfici di riferimento, utensili e serraggi.
- Collabora con chi gestisce la macchina CNC, l’attrezzaggio e il controllo qualità.
- Verifica che il pezzo sia lavorabile davvero, non solo corretto sulla carta.
Il punto che molti sottovalutano è questo: non basta “fare il disegno”. Bisogna capire come quel disegno si comporta quando incontra una macchina, un utensile, un materiale e un tempo ciclo reale. Per capire bene questo passaggio, la distinzione tra CAD e CAM va chiarita senza ambiguità.
CAD e CAM non sono la stessa cosa
| Aspetto | CAD | CAM |
|---|---|---|
| Obiettivo | Creare e modificare il modello tecnico | Trasformare il modello in percorso utensile e codice macchina |
| Output | Tavole, assiemi, modelli 2D e 3D | Toolpath, simulazione, G-code |
| Rischio tipico | Geometria poco producibile o poco chiara | Collisioni, tempi ciclo sbagliati, utensili inadatti |
| Domanda chiave | Il pezzo è corretto? | Il pezzo si può fare bene e in sicurezza? |
Secondo Autodesk, il valore del flusso CAD/CAM sta proprio nell’integrazione tra progettazione e produzione: la separazione netta tra i due mondi rallenta, crea errori e complica il lavoro. In officina questo si vede subito, perché un modello ben fatto ma mal tradotto in lavorazione genera tempi persi, utensili usati male e correzioni continue.
Quando capisci questa differenza, smetti di produrre solo geometria e inizi a ragionare come chi deve far uscire il pezzo da una macchina reale. Da qui nascono le competenze che fanno salire di livello un tecnico.
Le competenze che fanno salire di livello
Il software conta, ma la solidità professionale arriva da un insieme molto più concreto di capacità. Se dovessi scegliere gli elementi che vedo più spesso nei profili forti, partirei da questi:
- Lettura del disegno meccanico: quote, simboli, tolleranze dimensionali e tolleranze geometriche, cioè gli scostamenti consentiti senza perdere la funzione del pezzo.
- Conoscenza dei materiali: alluminio, acciai, inox, leghe speciali e loro comportamento in lavorazione.
- Logica di processo: capire quale operazione fare prima, quale dopo e perché.
- Utensileria e parametri di taglio: scegliere utensile, avanzamento, velocità e profondità senza improvvisare.
- Simulazione: verificare collisioni, ingombri e coerenza del percorso prima di andare in macchina.
- Precisione operativa: nomi file, revisioni, unità di misura, zero pezzo e tracciabilità.
- Comunicazione tecnica: saper parlare con progettisti, operatori CNC e controllo qualità senza creare zone grigie.
Io, quando valuto un tecnico, guardo prima la sua capacità di evitare problemi, non la quantità di comandi che conosce a memoria. Il salto vero arriva quando sai leggere il contesto produttivo e non solo la schermata del programma. Per questo il flusso di lavoro reale merita una lettura molto pratica.
Il flusso di lavoro reale dal modello al G-code
Nel lavoro quotidiano il percorso è quasi sempre più lineare di quanto sembri, ma richiede disciplina. Il G-code è il linguaggio numerico che la macchina legge per muoversi, tagliare, cambiare utensile e seguire la lavorazione prevista.
- Ricevi il file o il disegno, di solito in STEP, IGES o DXF, e controlli che la geometria sia coerente.
- Pulisci il modello se serve, verifichi quote e riferimenti e definisci il grezzo di partenza.
- Scegli macchina, attrezzaggio e utensili in base a materiale, geometria e tolleranze richieste.
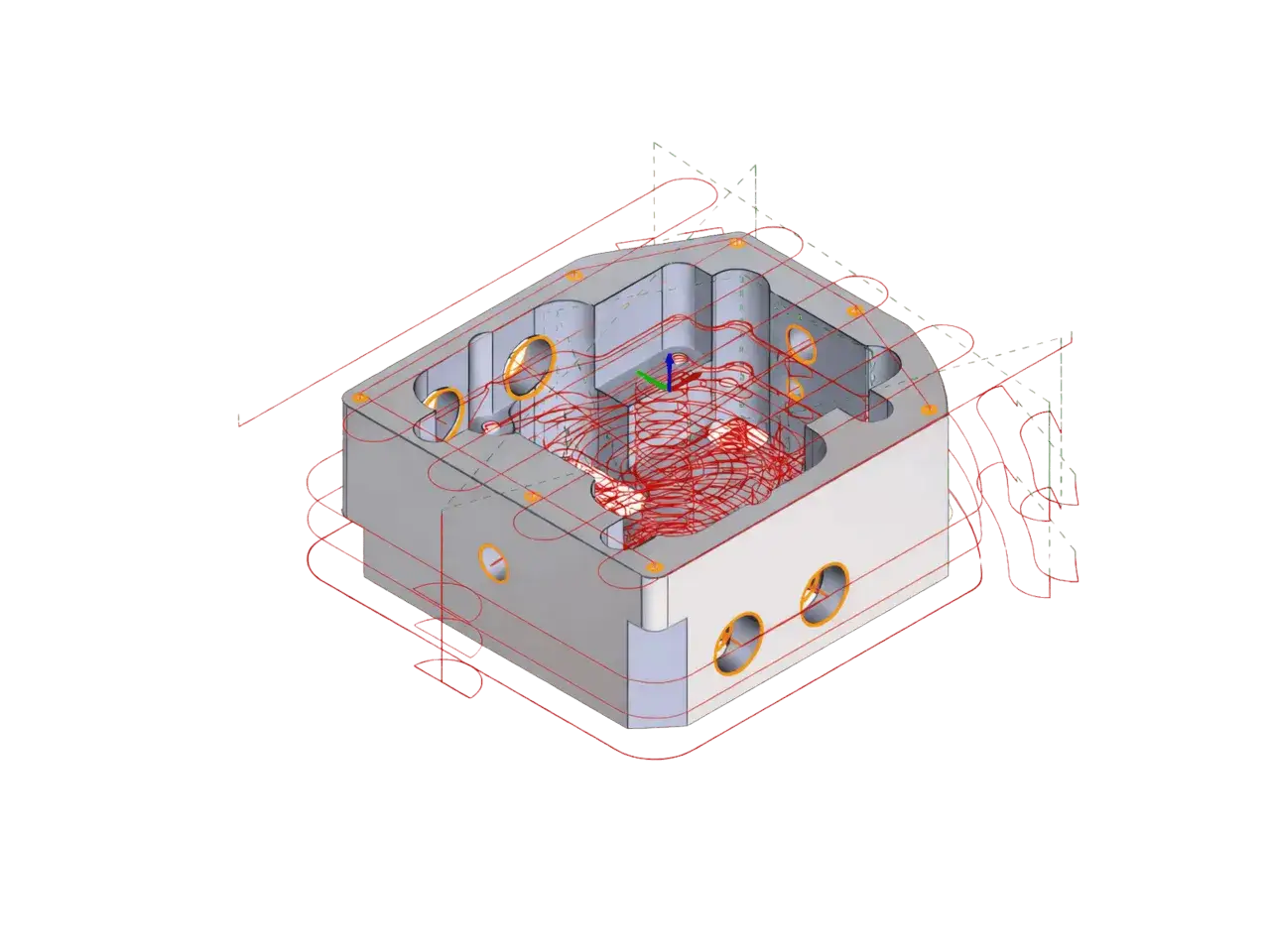
- Generi il toolpath, cioè il percorso utensile che guiderà la macchina lungo la lavorazione.
- Simuli tutto, controlli collisioni, sovrametalli e sequenza delle operazioni.
- Applichi il post-processore, che adatta il percorso utensile al linguaggio della macchina specifica.
- Fai il test in officina e correggi eventuali dettagli prima della produzione vera e propria.
Qui entra in gioco la parte più concreta del mestiere: la teoria non basta se non sai tradurre il pezzo nel comportamento della macchina. Se lavori su lamiera, per esempio, il nesting diventa decisivo: è l’ottimizzazione dell’uso del materiale sul foglio, così da ridurre gli scarti e migliorare la resa. Da questo punto in poi, la carriera si apre in più direzioni.
Come si entra nel ruolo e come si cresce senza perdere tempo
La strada più solida passa quasi sempre da un diploma tecnico, da un ITS o da una formazione specialistica affiancata a esperienza reale in azienda. Nel concreto, nei primi 6-12 mesi serve soprattutto assorbire il linguaggio dell’officina, capire i materiali e non separare mai il disegno dalla lavorazione.| Livello | Cosa fai | Orizzonte realistico | Passo successivo |
|---|---|---|---|
| Junior | Lettura disegni, modifiche semplici, supporto alla programmazione | Primi 6-12 mesi di affiancamento serio | Autonomia su pezzi standard |
| Intermedio | Creazione percorsi, scelta utensili, simulazione e correzioni base | 1-3 anni | Gestione di commesse più complesse |
| Senior | Ottimizzazione processo, 3/5 assi, post-processori, dialogo con produzione | 3+ anni | Industrializzazione, coordinamento o specializzazione avanzata |
Il salto professionale più utile, secondo me, avviene quando passi dal “so usare il software” al “so far uscire il pezzo con meno attriti”. In molte aziende questa differenza vale più di un certificato in più, perché riduce tempi morti e aumenta l’affidabilità del reparto. Ed è proprio lì che emergono gli errori più comuni.
Gli errori che fanno saltare tempi, qualità e pazienza
Ci sono alcune scorciatoie che sembrano innocue, ma poi costano ore. Le vedo ripetersi spesso, soprattutto nei profili giovani o in chi arriva dal solo disegno e non ha ancora abbastanza contatto con l’officina.
- Confondere un modello corretto con un modello realmente producibile.
- Ignorare utensile, serraggio e accessibilità quando si programma il pezzo.
- Saltare la simulazione e scoprire i problemi solo sulla macchina.
- Non controllare revisioni, unità di misura e orientamento del pezzo.
- Fare stime troppo ottimistiche sui tempi ciclo.
- Non parlare abbastanza con chi lavora la macchina ogni giorno.
Io considero quest’ultimo punto decisivo: chi programma senza ascoltare l’officina rischia di costruire soluzioni eleganti ma fragili. La macchina, però, non premia l’eleganza teorica; premia la coerenza tra idea, attrezzaggio e risultato finale. Da qui nasce la domanda che interessa a molti: quanto vale, concretamente, questo profilo?
Quanto vale davvero questo profilo nelle carriere metalmeccaniche
Le opportunità non mancano, soprattutto nei distretti della meccanica di precisione, dell’automazione, degli stampi, della componentistica e della lavorazione lamiera. Il punto non è solo trovare un posto, ma capire quale parte del processo vuoi presidiare davvero: ufficio tecnico, programmazione CNC, industrializzazione, attrezzaggio, controllo qualità o supporto alla preventivazione.
Secondo Indeed, lo stipendio medio per un programmatore CAD/CAM in Italia è attorno ai 32.531 euro annui. È un riferimento utile, ma va letto nel modo giusto: il valore cresce quando il profilo non si limita al disegno e sa anche programmare, simulare, ottimizzare e dialogare con l’officina senza creare attriti.
Per me il punto chiave è questo: il mercato paga meglio chi riduce errori, rilavorazioni e tempi persi. Se il tuo lavoro fa guadagnare stabilità alla produzione, il profilo diventa più spendibile e più difficile da sostituire. Proprio per questo, chi vuole crescere deve curare alcune mosse molto concrete.
Le mosse che rendono più spendibile un profilo CAD/CAM nel 2026
Se vuoi alzare il tuo valore tecnico, non serve imparare tutto insieme. Serve fare bene poche cose, ma in modo completo e verificabile.
- Costruisci un portfolio con almeno 3 casi reali: un pezzo semplice, un pezzo 3D e un caso più complesso con simulazione o ottimizzazione del percorso.
- Impara a fondo un solo CAD e un solo CAM prima di disperdere energie su troppi software.
- Allenati a leggere disegni e quote come se dovessi realmente produrre il pezzo, non solo archiviarlo.
- Studia il comportamento di un materiale alla volta, invece di trattare tutti i metalli come se fossero uguali.
- Abitua la tua documentazione a essere chiara: revisione, zero pezzo, utensili, note operative e tempi stimati.
Se dovessi sintetizzare tutto in una frase, direi che questo lavoro vale quando riduce attriti: meno errori, meno correzioni, meno fermi, meno ambiguità tra ufficio tecnico e produzione. Chi sa fare questo non è solo un esecutore di file, ma una presenza utile e concreta nel cuore della meccanica di precisione.