L’alluminio ha una soglia termica molto chiara, ma nella pratica non basta conoscere un solo numero: bisogna capire come si comportano il metallo puro, le leghe e le diverse lavorazioni. In questo articolo trovi il valore di riferimento della fusione, le differenze tra solidus e liquidus, e soprattutto gli aspetti che contano davvero in officina, in fonderia e nelle operazioni di saldatura o brasatura.
I dati essenziali da tenere a portata di mano
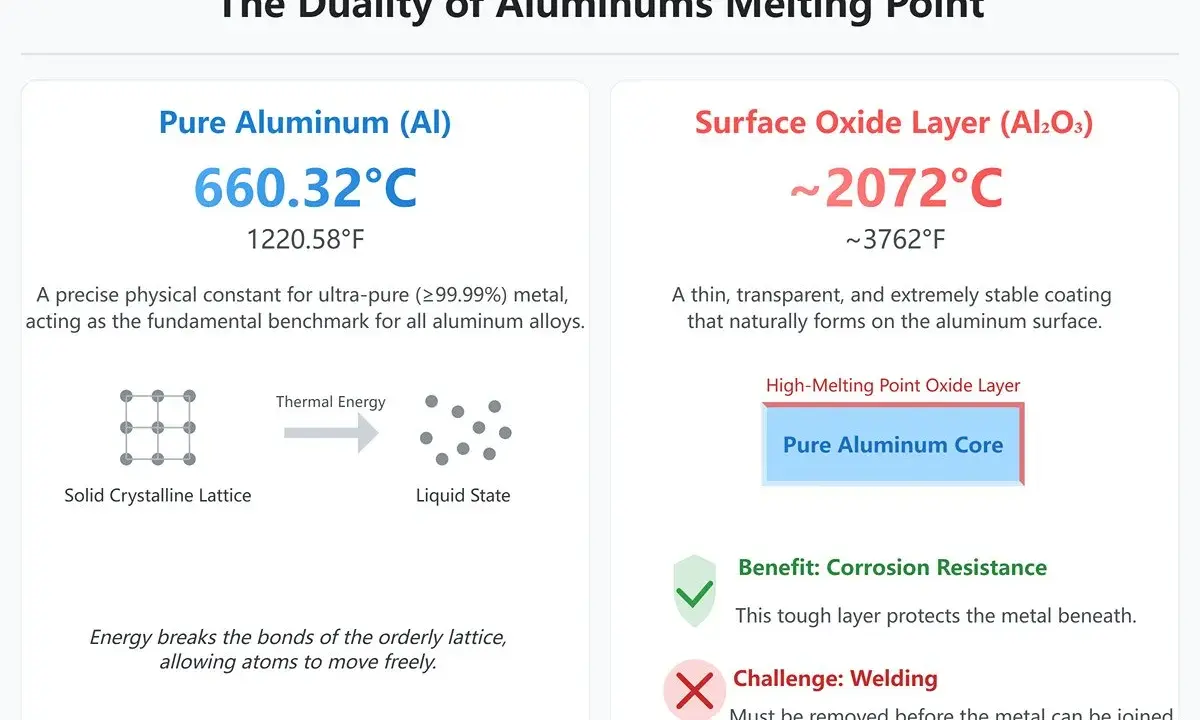
- Per l’alluminio puro il riferimento è 660,3 °C a pressione atmosferica standard.
- Le leghe non fondono quasi mai a un punto unico: passano da solido a liquido in un intervallo.
- In colata la temperatura del bagno è di solito più alta del punto di fusione, per garantire fluidità e riempimento dello stampo.
- L’alluminio conduce il calore rapidamente e non dà segnali visivi affidabili come l’acciaio: andare a occhio è un errore.
- Per evitare porosità e scarti, contano pulizia del carico, controllo dell’ossigenazione e misurazione strumentale.
- La lega scelta cambia tutto: lo stesso alluminio può comportarsi in modo molto diverso tra fusione, saldatura e lavorazione semi-solida.
Il numero da ricordare davvero
Quando parlo di temperatura di fusione dell’alluminio, il valore di riferimento è quello dell’alluminio puro: 660,3 °C. È il dato che il NIST riporta per il punto di fusione del metallo elementare e, in termini pratici, è il riferimento da tenere in mente ogni volta che si ragiona sul materiale base.
La trappola è pensare che questo numero valga sempre e comunque. In officina e in fonderia, infatti, si lavora quasi sempre con leghe, non con alluminio puro. E una lega può iniziare a fondere qualche decina di gradi prima, oppure completare la fusione lungo un intervallo più ampio, a seconda della composizione.
| Materiale | Comportamento termico | Implicazione pratica |
|---|---|---|
| Alluminio puro | Fusione netta a 660,3 °C | Buon riferimento teorico e di laboratorio |
| Lega di alluminio | Fusione in intervallo tra solidus e liquidus | Serve la scheda tecnica della lega |
| Alluminio in colata | Bagno mantenuto sopra il punto di fusione | Conta la fluidità, non solo la soglia minima |
Il punto di partenza è quindi semplice: 660,3 °C è il riferimento, non l’intera storia. Ed è proprio la composizione a cambiare il quadro, quindi il passo successivo è capire perché le leghe si comportano in modo diverso.
Perché le leghe fondono in un intervallo
In metallurgia si usano due termini che aiutano a evitare confusione: solidus e liquidus. Il solidus è la temperatura oltre la quale compare la prima frazione liquida; il liquidus è la temperatura alla quale il materiale diventa completamente liquido. Tra questi due estremi il metallo è in una zona semi-solida, e questa zona cambia molto il modo in cui si lavora.
La composizione della lega sposta questi valori. Il silicio, per esempio, abbassa il punto di fusione in molte leghe della serie 4xxx senza introdurre fragilità eccessiva; per questo quelle leghe sono utili come materiali d’apporto per brasatura e saldatura. Rame, magnesio, zinco e impurità influenzano a loro volta la finestra termica, la fluidità e la sensibilità ai difetti.
| Fattore | Effetto sulla fusione | Effetto pratico |
|---|---|---|
| Silicio | Tende ad abbassare e stabilizzare l’intervallo di fusione | Migliora la colabilità e aiuta in saldatura/brasatura |
| Rame | Modifica la finestra termica e la risposta meccanica | Può rendere la lega più sensibile al calore |
| Magnesio | Influenza resistenza e comportamento in lavorazione | Richiede più attenzione su trattamento termico e saldatura |
| Impurità | Allargano o sporcano l’intervallo di fusione | Rischio maggiore di porosità e difetti di struttura |
Un esempio utile, che vedo spesso sottovalutato, è il seguente: un A356 non si comporta come un 319, e un 6061 non va trattato come una lega da getto. Questo diventa cruciale appena si passa dal dato teorico alla lavorazione reale.

Cosa cambia in colata, saldatura e brasatura
Nella pratica industriale, la temperatura non serve solo a “far fondere” il metallo. Serve a ottenere fluidità, riempimento corretto e una solidificazione controllata. In colata, per esempio, il bagno viene portato a una temperatura superiore al punto di fusione proprio per compensare perdite termiche, facilitare il flusso e riempire bene lo stampo.
Per questo confondere punto di fusione e temperatura di versamento porta a errori. Se il bagno è troppo freddo, il pezzo può presentare mancate fusioni, giunzioni fredde e finitura scarsa. Se è troppo caldo, aumentano ossidazione, assorbimento di gas e consumo energetico. In altre parole, il margine termico va usato con criterio, non per eccesso.
| Processo | Che cosa conta davvero | Rischio se sbagli la temperatura |
|---|---|---|
| Colata | Fluidità e riempimento dello stampo | Porosità, mancate fusioni, difetti di superficie |
| Saldatura | Controllo dell’apporto termico e della zona termicamente alterata | Bruciature, deformazioni, perdita di resistenza |
| Brasatura | Scelta del materiale d’apporto con fusione più bassa del pezzo base | Giunto debole o fusione involontaria del componente |
Qui entra in gioco anche un aspetto molto concreto: l’alluminio non “avvisa” come l’acciaio. Non cambia colore in modo affidabile mentre si avvicina alla fusione, quindi l’occhio umano è un cattivo strumento di controllo. Io lo considero uno dei motivi principali per cui, su questo materiale, si devono usare metodo e misura.
Come misurare la temperatura senza andare a occhio
Se devo lavorare bene l’alluminio, non mi affido mai solo all’impressione visiva. Uso strumenti di misura e controllo il processo in modo ripetibile, perché la differenza tra “sufficientemente caldo” e “troppo caldo” può tradursi in scarti, ossidazione o deformazioni.
| Strumento | Vantaggio | Limite |
|---|---|---|
| Pirometro a infrarossi | Misura rapida e senza contatto | Può essere influenzato da ossido, riflessi e geometria |
| Termocoppia a immersione | Molto utile sul bagno fuso | Va protetta e calibrata bene |
| Sonde dedicate di processo | Adatte al monitoraggio continuo | Richiedono investimento e manutenzione |
Oltre allo strumento, conta anche il modo in cui leggo il dato. Io guardo sempre la stabilità della temperatura, non il picco istantaneo. Un bagno che oscilla troppo è spesso sintomo di carico sporco, forno poco stabile o tempi di attesa eccessivi prima del getto.
Un altro punto pratico è la preparazione del materiale. Se il rottame è umido o contaminato da oli, la misura può essere corretta e il risultato comunque pessimo. L’alluminio liquido assorbe idrogeno più facilmente del solido, e in solidificazione questo si traduce in porosità: è un difetto che non perdona, soprattutto su componenti tecnici o estetici.
La misura, insomma, è indispensabile, ma da sola non basta. Per evitare difetti bisogna anche conoscere gli errori più comuni e il modo in cui si presentano in produzione.
Gli errori che generano porosità, ossidazione e scarti
Il primo errore è banale ma ricorrente: confondere la temperatura minima di fusione con quella operativa. In colata e in alcuni trattamenti termici serve un margine sopra il punto di fusione o sopra il liquidus, ma quel margine va calcolato sul tipo di lega e sulla geometria del pezzo. Un valore preso “a memoria” spesso costa più del forno acceso.
Il secondo errore è il surriscaldamento. Più il bagno resta caldo, più aumentano ossidazione, formazione di scoria e assorbimento di gas. In pratica si spreca energia e si abbassa la qualità del metallo. Sul piano produttivo, questo si traduce in una cosa molto concreta: più rilavorazioni e più scarti.
Il terzo errore è sottovalutare l’ambiente. Umidità, ossidi, residui di lubrificante, crogioli sporchi e carico non selezionato peggiorano il bagno fuso anche quando la temperatura sembra corretta. È uno di quei casi in cui un difetto non nasce da un solo fattore, ma dalla somma di piccoli compromessi.
- Temperatura troppo bassa e colata incompleta.
- Temperatura troppo alta e maggiore ossidazione.
- Carico sporco o umido e rischio di porosità.
- Misura approssimativa e risultati non ripetibili.
Quando si impara a leggere questi segnali, il passo successivo è capire come cambia il comportamento delle principali famiglie di leghe, perché è lì che si decide davvero il processo.
Come leggere la lega prima ancora del forno
La famiglia di lega dice molto più di quanto sembri. In produzione io la considero una scorciatoia tecnica: mi aiuta a prevedere fusione, saldabilità, colabilità e sensibilità al calore. Non tutti i tipi di alluminio hanno lo stesso margine termico, e non tutti reagiscono allo stesso modo quando li porti vicino alla fusione.
| Serie | Indicazione pratica | Cosa aspettarsi |
|---|---|---|
| 1xxx | Alluminio ad alta purezza | Comportamento vicino al riferimento teorico di 660,3 °C |
| 4xxx | Leghe ricche di silicio | Fusione più adatta a brasatura e fili d’apporto |
| 5xxx | Buona resistenza alla corrosione e buona saldabilità | Richiede controllo del calore, ma resta una famiglia robusta in officina |
| 6xxx | Molto usata in strutture ed estrusi | Versatile, ma sensibile al ciclo termico e alla scelta del materiale d’apporto |
| 7xxx | Alte prestazioni meccaniche | Più critica da gestire quando il calore entra in gioco |
Un caso molto comune è la saldatura delle 6xxx con filo 4043: il silicio del materiale d’apporto abbassa il comportamento di fusione e rende il giunto più gestibile. Non è una scelta “universale”, ma in molti contesti è una soluzione pulita, pratica e coerente con la chimica della lega di base.
Se devo semplificare tutto in una regola operativa, la formula è questa: prima identifico la lega, poi leggo il suo intervallo di fusione, infine imposto il processo. Saltare questo ordine porta quasi sempre a regolazioni approssimative e risultati mediocri.
Il margine termico che evita errori in officina
Il punto utile da portarsi a casa è semplice: l’alluminio puro fonde a 660,3 °C, ma in produzione il valore davvero importante è quello della lega che stai lavorando. Quando il materiale passa dalla teoria alla pratica, contano solidus, liquidus, fluidità, ossidazione e controllo del bagno più del numero isolato.
Se lavori su componenti tecnici, io terrei sempre questa sequenza davanti agli occhi: conoscere la lega, misurare la temperatura con uno strumento, evitare umidità e contaminazione, e non confondere mai il punto di fusione con la temperatura di esercizio. È il modo più semplice per ridurre scarti e mantenere stabilità di processo.
Nel lavoro sull’alluminio, la differenza tra un buon risultato e un risultato mediocre spesso non è la forza del forno, ma la precisione con cui si gestisce il calore.