
La corrente giusta cambia quasi tutto nella saldatura ad elettrodo: se è troppo bassa l’arco fatica a stabilizzarsi, se è troppo alta il bagno diventa difficile da controllare. In questa guida trovi un riferimento pratico per scegliere gli ampere in base al diametro dell’elettrodo, capire come il tipo di rivestimento sposta i valori e correggere il settaggio senza andare a tentativi.
Le impostazioni da tenere sotto controllo prima di accendere l’arco
- Il diametro dell’elettrodo è il punto di partenza, non il valore finale.
- 2,5 mm è il formato più versatile; 3,2 mm è spesso il salto più usato in officina.
- I6013 lavora di solito più in basso; 7018 chiede spesso qualche ampere in più.
- Spessore, posizione e polarità possono spostare il range utile anche di 10-20 A.
- Corrente troppo bassa porta a incollaggi e poca penetrazione; corrente troppo alta produce spruzzi e perforazioni.
- Il modo più rapido per trovare il valore giusto è partire dal centro fascia e correggere di 5-10 A alla volta.
Come leggere la tabella senza prenderla alla lettera
Quando preparo un settaggio, io parto sempre da una regola semplice: il diametro dell’elettrodo mi dice da dove iniziare, non dove devo fermarmi per forza. La corrente reale dipende anche dal rivestimento, dalla posizione di saldatura, dalla polarità e da quanto il giunto assorbe calore.
Per questo una tabella ben fatta è utile solo se la leggi come una fascia di lavoro. Un elettrodo rutilico tende a essere più permissivo e a lavorare con valori più tranquilli; un basso idrogeno, invece, spesso rende meglio un po’ più in alto, con arco corto e pezzo pulito. Anche la macchina conta: un inverter moderno regge meglio correzioni fini, mentre un generatore più datato può rendere meno stabile l’innesco ai valori bassi.
In pratica, la domanda giusta non è solo “quanti ampere servono?”, ma “quale combinazione di diametro, rivestimento e giunto mi dà un bagno stabile e leggibile?”. Per capire come tradurre questa logica in valori concreti, conviene guardare i diametri più comuni.
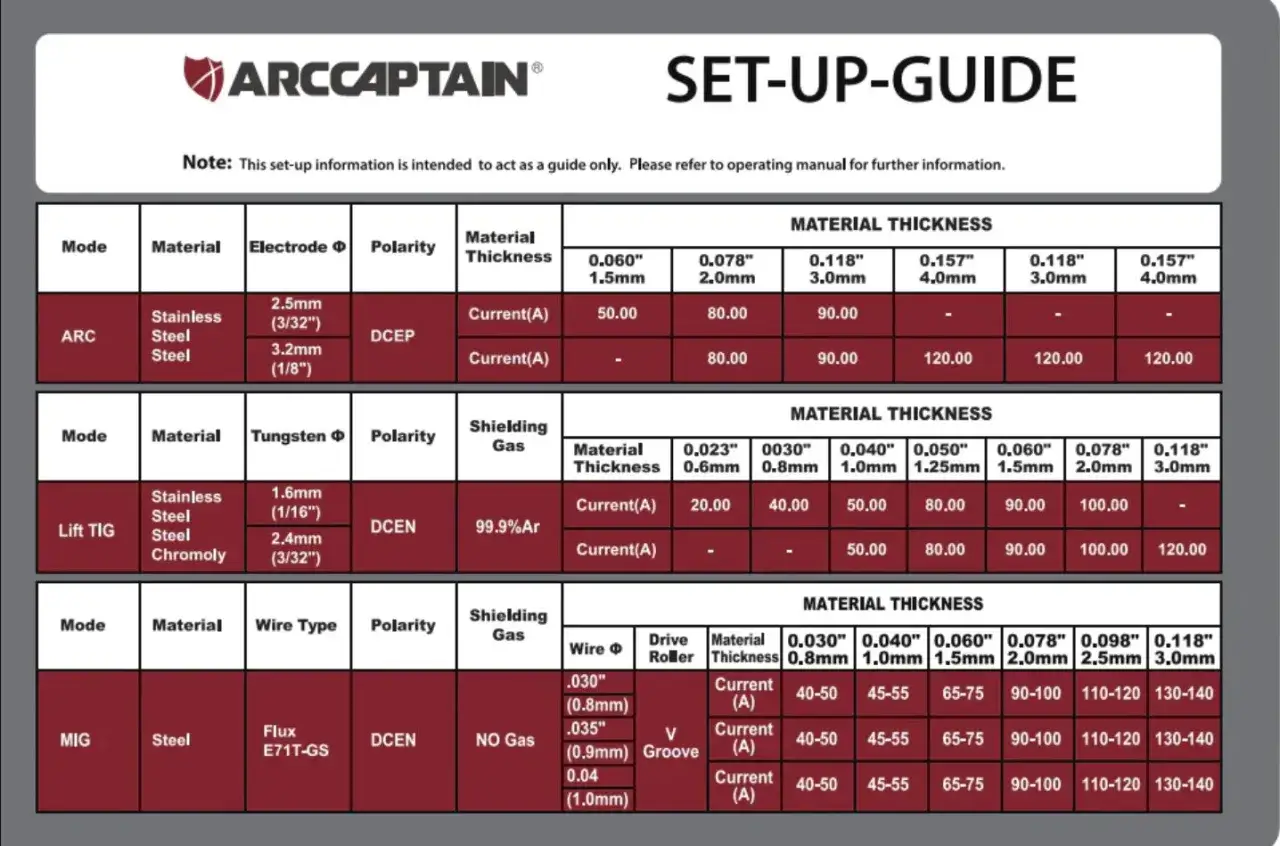
Tabella indicativa per i diametri più usati
Qui sotto trovi una fascia pratica di partenza per la saldatura manuale ad elettrodo rivestito. I valori sono indicativi, ma nella maggior parte dei lavori leggeri e medi ti portano già molto vicino al punto giusto.
| Diametro elettrodo | Corrente indicativa | Uso pratico tipico |
|---|---|---|
| 1,6 mm | 30-55 A | Lamiere molto sottili, riparazioni minute, piccoli rappezzi |
| 2,0 mm | 50-90 A | Lavori leggeri, piccoli giunti, controllo più fine del bagno |
| 2,5 mm | 50-110 A | Il diametro più versatile su spessori medi e lavori misti |
| 3,2 mm | 80-160 A | Carpenteria leggera, giunti più consistenti, passate di riempimento |
| 4,0 mm | 120-210 A | Materiale più spesso, maggiore deposito, lavorazioni più energiche |
| 4,8-5,0 mm | 180-300 A | Alto deposito e pezzi importanti, solo con macchina adeguata |
Se devo semplificare ancora di più, direi così: 2,5 mm per iniziare a lavorare bene su molto materiale da officina, 3,2 mm quando serve più corpo al cordone, 4,0 mm quando il pezzo assorbe davvero calore. Le schede tecniche dei produttori mostrano bene questo punto: lo stesso diametro cambia fascia di lavoro se passi da un 6013 a un 7018.
Per esempio, un 6013 da 2,5 mm lavora spesso intorno a 50-90 A, un 6013 da 3,2 mm intorno a 80-130 A, mentre un 7018 da 3,2 mm tende più facilmente verso 90-160 A. È una differenza piccola sulla carta, ma molto visibile in mano. Da qui il passo naturale è capire cosa cambia tra le famiglie di elettrodo.
Perché 6013, 7018 e 6010 non vogliono gli stessi ampere
Il diametro è solo metà della storia. Il resto lo decide il rivestimento, perché cambia la maniera in cui l’arco trasferisce calore e come il bagno si protegge dall’aria.
- 6013 rutilico: è il più morbido e gestibile. Lo uso spesso quando voglio un arco tranquillo, buona estetica e meno fatica nella regolazione. Tende a stare nella fascia bassa o media della tabella.
- 7018 basso idrogeno: lavora bene su acciai strutturali e giunti più importanti. Chiede un bagno pulito, elettrodi asciutti e spesso qualche ampere in più rispetto a un 6013 dello stesso diametro.
- 6010/6011 cellulosico: privilegia penetrazione e arco energico. È utile su radice, materiali non perfetti o lavori dove serve “agganciare” bene il bordo del giunto.
- 7024 ad alto deposito: rende molto in piano o in orizzontale, ma pretende più corrente e non ama le posizioni fuori piano.
Qui entra anche la polarità. DCEP significa corrente continua con elettrodo positivo: in pratica concentra più calore sul pezzo e, per molti elettrodi, aiuta la penetrazione. AC è più tollerante in alcune applicazioni, ma può risultare un po’ più sporca come arco. DCEN, cioè elettrodo negativo, si usa meno nello stick tradizionale, ma può servire in casi specifici.
In altre parole, due elettrodi dello stesso diametro non si comportano mai in modo identico. Una volta chiarito questo, il materiale e la posizione del giunto diventano il vero fattore di correzione.
Come collegare amperaggio, spessore e posizione del giunto
Un elettrodo si sceglie anche in base a quanto materiale deve fondere. Come regola pratica, io considero lo spessore del pezzo prima ancora di girare la manopola.
| Spessore del pezzo | Elettrodo di partenza | Corrente di avvio |
|---|---|---|
| 1,5-3 mm | 1,6-2,0 mm | 30-70 A |
| 3-6 mm | 2,5 mm | 50-90 A |
| 6-12 mm | 3,2 mm | 80-140 A |
| 12-25 mm | 4,0 mm | 120-190 A |
| Oltre 25 mm | 4,8-5,0 mm o passate multiple | 180-300 A |
La regola pratica è semplice: più il pezzo è sottile, più devi scendere con l’amperaggio; più massa metallica hai davanti, più puoi salire senza bruciare il bordo. Su giunti in posizione verticale o sopra testa, però, spesso conviene togliere 5-15 A rispetto alla stessa saldatura in piano, perché il bagno deve restare più raccolto.
Se il pezzo è sporco, ossidato o ha tolleranze ampie, non basta alzare la corrente a caso. In certi casi è meglio cambiare elettrodo: un 6010 o un 6011 può darti la penetrazione necessaria, mentre un 7018 su un giunto preparato bene ti offre tenuta e pulizia superiori. La differenza reale la senti appena il bagno comincia a muoversi, ed è lì che arrivano i segnali utili.
I segnali che ti dicono se sei fuori range
Quando la corrente è corretta, l’arco suona regolare, il bagno si vede chiaramente e il cordone si deposita senza lotta. Appena sei fuori fascia, la macchina te lo dice subito.
- Corrente troppo bassa: l’elettrodo si incolla, l’arco è instabile, la penetrazione resta scarsa e la scoria può intrappolarsi.
- Corrente troppo alta: aumentano spruzzi, sottosquadro e rischio di perforazione, soprattutto su lamiera sottile.
- Arco troppo lungo: il bagno perde controllo, il cordone diventa più largo e sporco.
- Avanzamento troppo lento: il metallo si accumula, il cordone si gonfia e il calore si concentra troppo.
- Avanzamento troppo rapido: il cordone resta freddo e piatto, con penetrazione insufficiente.
Io guardo sempre tre cose insieme: il suono dell’arco, la forma del cordone e il modo in cui la scoria si stacca. Se uno di questi tre segnali si rompe, la regolazione va corretta prima di continuare. Non serve cambiare tutto: spesso bastano pochi ampere in più o in meno per riportare il bagno in una zona leggibile.
Quando i segnali sono ambigui, il metodo più affidabile resta una prova breve su scarto dello stesso materiale. Da lì conviene passare a una procedura ripetibile, non a correzioni casuali.
Il mio metodo rapido per trovare il valore giusto
Se devo mettere a punto una saldatrice in pochi minuti, seguo sempre la stessa sequenza. Funziona perché riduce le variabili e mi dice subito se il problema è la corrente oppure la tecnica.
- Parto dal centro della fascia consigliata per quel diametro ed elettrodo.
- Faccio una passata breve su un pezzo di scarto con lo stesso spessore.
- Correggo di 5-10 A alla volta, mai di 20 A in un solo colpo.
- Controllo arco e bagno: se l’elettrodo incolla, salgo; se il bagno si allarga troppo, scendo.
- Segno il valore finale quando il cordone è stabile, così non riparto da zero al pezzo successivo.
Questo approccio è utile anche quando cambi lotto di elettrodi o marca. Due bacchette dello stesso diametro non si comportano sempre nello stesso modo, e nella pratica la tolleranza tra produttori è abbastanza ampia da spostare il punto ottimale.
Se poi la macchina arriva al massimo ma il bagno resta ancora freddo, il problema non è più la manopola: è il diametro scelto, la preparazione del giunto oppure il tipo di elettrodo. Ed è qui che conviene uscire dalla regola standard con un po’ di criterio.
Quando conviene uscire dalla regola del diametro
Ci sono situazioni in cui la tabella non basta, e io preferisco dirlo chiaramente invece di far finta che un numero risolva tutto. La regola del diametro funziona bene in condizioni normali; sotto stress, va adattata.
- Lamiera sottile: meglio scendere di diametro e di corrente, invece di forzare un elettrodo grande a bassa intensità.
- Radici e passate di primo riempimento: spesso serve un elettrodo più energico, con arco corto e penetrazione più aggressiva.
- Posizioni difficili: verticale e sopra testa richiedono quasi sempre meno corrente e più controllo manuale.
- Alto deposito in piano: qui un 7024 o un 7018 di diametro maggiore può essere più efficiente di una bacchetta piccola spinta al limite.
- Macchina sottodimensionata: se il generatore non ha abbastanza corrente utile o duty cycle, la soluzione non è insistere, ma ridurre il diametro o cambiare processo.
Un altro caso da non sottovalutare è il 7018 conservato male. Se l’elettrodo assorbe umidità, la qualità del bagno peggiora e nessuna regolazione dell’amperaggio può compensare davvero il problema. In officina, questo dettaglio fa spesso più differenza di quanto si creda.
Per me la regola è questa: prima scelgo il diametro giusto, poi il tipo di elettrodo, infine rifinisco gli ampere. Se invertirò questi passaggi, finirò quasi sempre a inseguire un arco che non vuole collaborare.
La regolazione che dà risultati puliti già al primo passaggio
La scelta migliore non è quella che sembra più “forte”, ma quella che ti fa ottenere un bagno stabile, una penetrazione coerente e meno rilavorazioni. Se tieni a mente tre cose, la regolazione diventa molto più semplice: parti dal centro fascia, correggi a piccoli passi e lascia che siano il cordone e la scoria a dirti se sei sulla strada giusta.
La tabella dell’amperaggio per la saldatura ad elettrodo è quindi un punto di partenza tecnico, non un automatismo. Io la leggo insieme a diametro, spessore, posizione e tipo di rivestimento: è questa combinazione che porta a un risultato pulito, soprattutto quando il lavoro richiede precisione e continuità.
Se vuoi una sola regola da portare a casa, è questa: usa la tabella per impostare, osserva il bagno per correggere. È il modo più rapido per passare da un settaggio “accettabile” a uno davvero affidabile.