Quando due metalli diversi finiscono nello stesso giunto, il problema non è quasi mai il semplice contatto meccanico: conta molto di più la combinazione tra differenza elettrochimica, umidità e dettaglio costruttivo. Nel caso di acciaio e alluminio a contatto, la corrosione galvanica può restare marginale in un interno asciutto oppure trasformarsi in un difetto serio in esterno, vicino al mare o in presenza di condensa e ristagni. Qui trovi una spiegazione pratica di ciò che succede, dei casi in cui il rischio cresce davvero e delle soluzioni che uso quando devo progettare o correggere un assemblaggio affidabile.
I punti che contano davvero prima di montare due metalli diversi
- La corrosione galvanica nasce solo se ci sono contatto elettrico, elettrolita e differenza di potenziale tra i metalli.
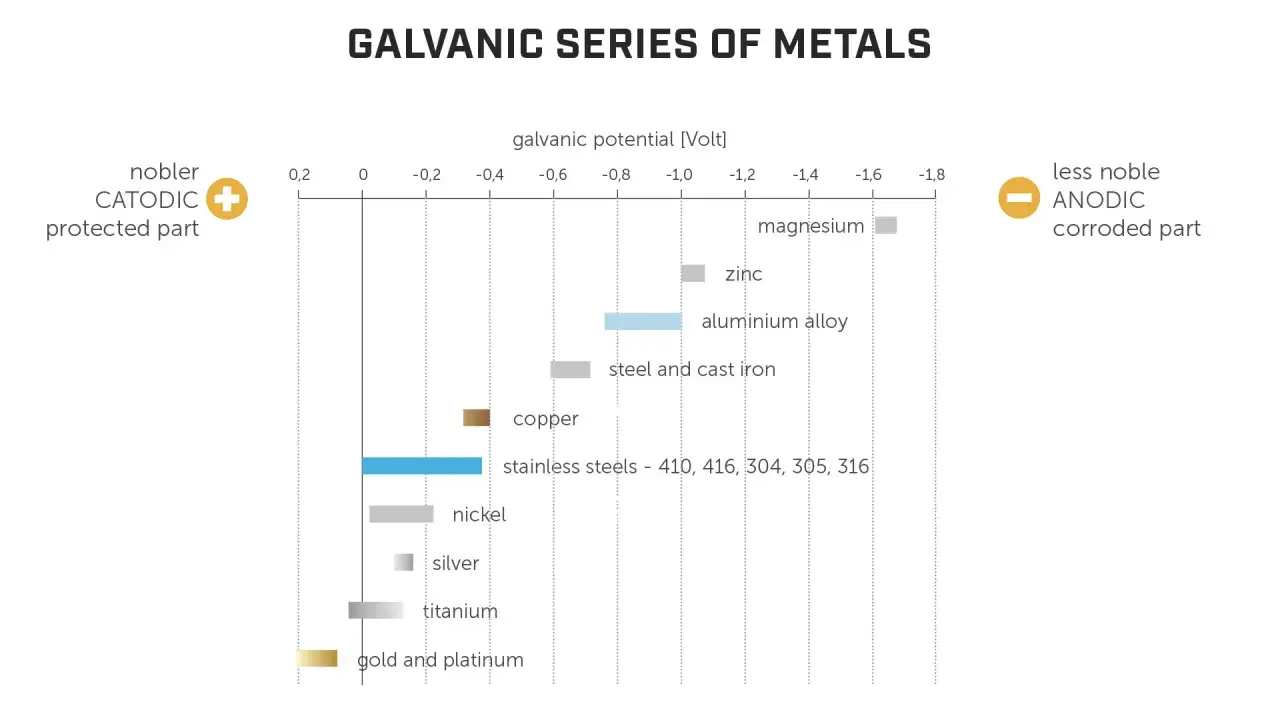
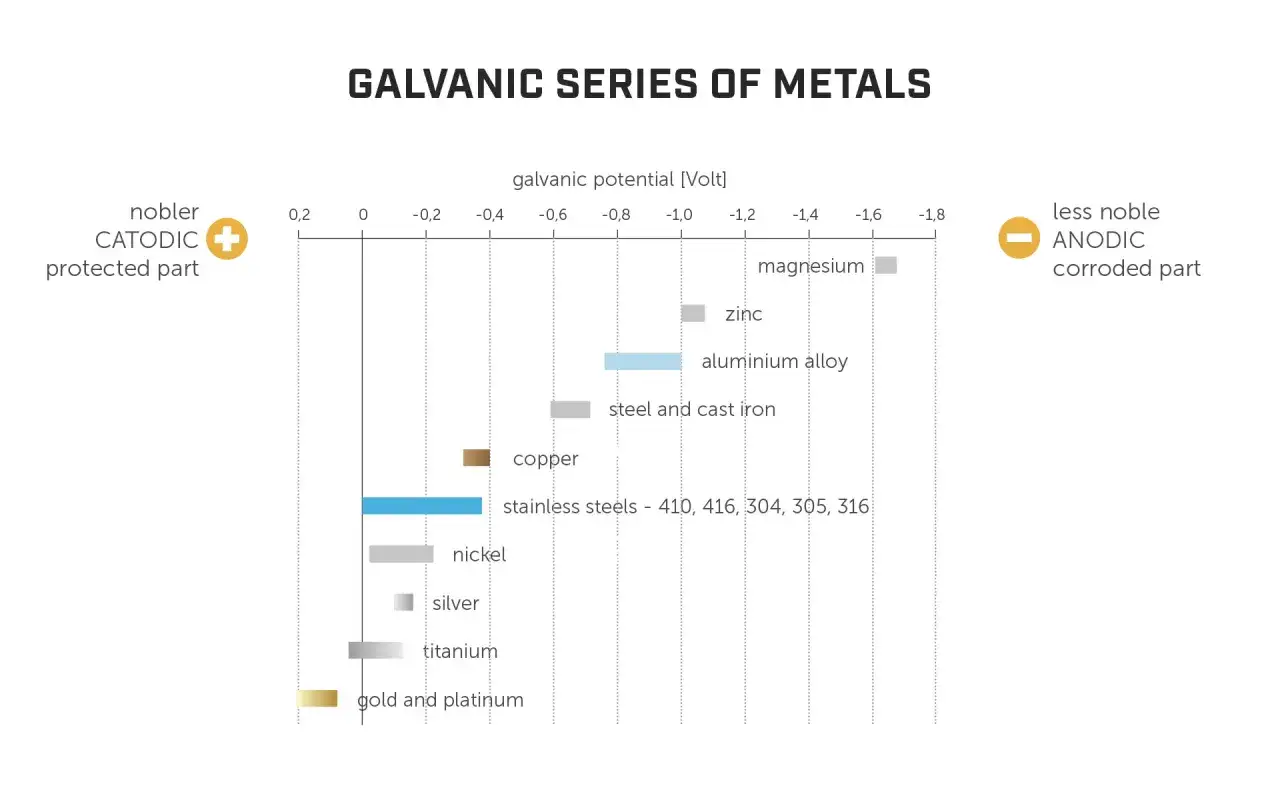
- In questa coppia metallica, l’alluminio tende a comportarsi da anodo e a consumarsi più rapidamente dell’acciaio.
- Il rischio cresce con acqua, condensa, sale, ristagni e giunti poco drenati.
- Una barriera fisica ben fatta vale più di una sola mano di vernice applicata senza cura sui bordi e nei fori.
- Guarnizioni, boccole isolanti, sigillanti e rivestimenti continui funzionano solo se il montaggio non li danneggia.
- Nei particolari lavorati, i punti deboli sono spesso fori, tagli, bave e superfici riprese dopo la lavorazione.
Come nasce la corrosione galvanica tra acciaio e alluminio
Io parto sempre da una regola semplice: la corrosione galvanica non nasce dal contatto in sé, ma dal contatto bagnato. Servono tre condizioni insieme: due metalli con potenziale diverso, un collegamento elettrico tra loro e un elettrolita, cioè acqua o umidità che chiuda il circuito. Se uno di questi elementi manca, il fenomeno non si sviluppa in modo significativo.
In pratica, l’alluminio tende a comportarsi come anodo, quindi si corrode più facilmente, mentre l’acciaio fa da catodo e viene protetto. Questo non significa che ogni giunto misto sia automaticamente un problema: in un ambiente secco e ben protetto il rischio può essere molto basso. Il comportamento cambia però appena entrano in gioco pioggia, condensa, umidità persistente o sali disciolti.
Mi interessa sottolineare un punto che spesso viene sottovalutato: il danno non si misura solo con il tipo di metallo, ma con quanto facilmente l’acqua resta nel giunto. Una fessura che trattiene umidità, una superficie sovrapposta senza drenaggio o un bordo tagliato lasciato nudo contano più di quanto sembri. Da qui dipende il passaggio alla fase successiva: capire quando il rischio diventa davvero concreto.
Quando il rischio diventa concreto
In officina e in campo, il guaio compare quasi sempre quando il giunto resta umido per tempo sufficiente. Non è solo la pioggia: contano anche condensa notturna, lavaggi, vapori, aerosol salini, acqua di processo e residui di emulsione da lavorazione. Se il giunto non asciuga in fretta, la pila galvanica trova le condizioni giuste per lavorare.
Ci sono poi tre scenari che considero più critici di altri:
- Superficie anodica piccola e superficie catodica ampia, perché l’attacco si concentra sull’alluminio e accelera localmente.
- Giunti con fessure o sovrapposizioni, dove l’acqua resta intrappolata e l’ossigeno si distribuisce male.
- Rivestimenti danneggiati, per esempio attorno a fori, spigoli, filetti e bordi fresati, cioè proprio nei punti che in lavorazione vengono toccati più spesso.
Come progettare il giunto per interrompere il circuito
Se devo disegnare un assemblaggio misto, io seguo una sequenza molto semplice: separo, sigillo e faccio drenare. Separare significa interrompere il contatto elettrico; sigillare significa togliere all’umidità la possibilità di entrare; far drenare significa evitare che l’acqua resti intrappolata nel punto più critico. È questa combinazione che fa la differenza, non un unico accorgimento isolato.
- Isolo i metalli con rondelle, boccole, guarnizioni o spessori non conduttivi, così il circuito non si chiude facilmente.
- Proteggo i bordi e i fori lavorati, perché sono i punti in cui il rivestimento si interrompe per primo.
- Evito tasche e ristagni progettando il giunto in modo che l’acqua possa uscire.
- Controllo la coppia di serraggio, perché schiacciare troppo una guarnizione può trasformare un isolante in un ponte conduttivo.
- Scelgo il fissaggio in funzione dell’ambiente, non solo della resistenza meccanica.
In molti casi preferisco anche una piccola modifica geometrica, per esempio una superficie leggermente inclinata o una scanalatura di scarico, piuttosto che affidarmi solo a un sigillante. Il motivo è semplice: i sigillanti funzionano bene, ma non sono eterni. Se il design aiuta l’acqua a uscire, il sistema resta robusto anche quando la manutenzione non è perfetta.
Quando il pezzo viene lavorato in CNC, un altro dettaglio diventa importante: trucioli, emulsione e residui chimici devono essere rimossi con cura prima dell’assemblaggio. Ho visto giunti apparentemente ben progettati fallire solo perché un residuo ha mantenuto umida la zona di contatto più del previsto. Da qui si capisce perché la scelta dei rivestimenti e degli isolanti meriti una sezione a parte.
Rivestimenti e isolanti che funzionano davvero
Non tutti i trattamenti hanno lo stesso effetto. Alcuni bloccano il contatto elettrico, altri rallentano l’ingresso dell’umidità, altri ancora proteggono solo se restano integri. Quando il progetto è serio, io non scelgo un solo sistema: preferisco una barriera + isolamento + drenaggio.
| Soluzione | Quando la uso | Punto forte | Limite reale |
|---|---|---|---|
| Rondelle, boccole e guarnizioni in materiale isolante | Fissaggi con bulloni, viti e distanziali | Interrompono subito il contatto elettrico | Possono schiacciarsi, invecchiare o essere montate male |
| Verniciatura o primer barriera su entrambe le superfici | Assemblaggi esterni o indoor con umidità moderata | Riduce il passaggio di acqua e ioni | Se si graffia nei bordi o nei fori, il punto debole resta scoperto |
| Anodizzazione dell’alluminio | Particolari in alluminio visibili o esposti | Migliora la resistenza superficiale e la durabilità | Tagli, fori e zone riprese dopo lavorazione richiedono attenzione extra |
| Sigillanti elastici e compound di montaggio | Giunti in sovrapposizione, flange, coperture | Limitano l’ingresso dell’umidità e delle polveri | Devono aderire bene e restare compatibili con il ciclo termico |
| Bulloneria zincata o rivestita | Quando l’acciaio deve restare protetto e l’ambiente non è troppo aggressivo | Il rivestimento sacrifica prima di lasciare scoperto il ferro | Se il rivestimento si consuma, la protezione diminuisce rapidamente |
La scelta che considero più solida è quasi sempre quella che elimina il ponte elettrico e, in più, impedisce all’acqua di restare nel giunto. Se posso permettermelo, tratto anche gli spigoli vivi e le zone forate dopo la lavorazione, perché è lì che il rivestimento perde continuità. Con questa base, gli errori di montaggio diventano molto più facili da riconoscere.
Gli errori che vedo più spesso in officina
Il primo errore è credere che un giunto “stia bene” solo perché i pezzi combaciano perfettamente. In realtà, un accoppiamento troppo preciso può creare una fessura stretta che trattiene umidità e sporco, quindi peggiora il problema invece di risolverlo. Il secondo errore è usare viteria in acciaio inox su alluminio senza alcuna interfaccia isolante: l’inox è molto più nobile e, in ambiente umido, spinge l’alluminio a corrodere più velocemente.
Un altro difetto ricorrente riguarda la verniciatura. Vedo spesso pezzi verniciati bene sulle facce piane ma lasciati scoperti sui bordi, nei filetti o nei fori di passaggio. È proprio lì che il giunto inizia a degradarsi, perché il film protettivo si interrompe e l’elettrolita trova una via d’ingresso rapida.
Ci sono poi gli errori di montaggio, che in meccanica fanno la differenza più di quanto si ammetta:
- serrare troppo e schiacciare guarnizioni o rondelle isolanti;
- lasciare trucioli o polvere abrasiva tra le superfici;
- usare sigillanti non compatibili con l’ambiente o con la temperatura d’esercizio;
- trascurare i punti in cui la condensa può accumularsi dopo il raffreddamento del pezzo.
Se il componente deve lavorare all’esterno, io considero il primo ciclo stagionale come una prova reale, non come un dettaglio statistico. Un giunto che regge bene i primi mesi ma si apre ai primi cambi di temperatura non è un buon giunto: è solo un giunto che non è stato ancora messo alla prova. Questo mi porta all’ultima verifica che faccio prima di chiudere l’assemblaggio.
La verifica finale che evita i guai più costosi
Prima di approvare un assemblaggio misto, io controllo sempre cinque cose: isolamento elettrico, drenaggio, continuità del rivestimento, compatibilità della bulloneria e accessibilità per l’ispezione. Se anche uno solo di questi punti è debole, il rischio di corrosione galvanica aumenta più di quanto ci si aspetti guardando il pezzo da fuori.
Per i montaggi meno accessibili, la logica migliore è quasi sempre preventiva: spendere qualcosa in più su guarnizioni, trattamenti e progettazione del dettaglio costa molto meno di una rilavorazione o di un fermo macchina. In pratica, il giunto migliore non è quello più “forte” sulla carta, ma quello che resta asciutto, scarica bene l’acqua e non affida tutto alla buona sorte.
Se devo lasciare una regola semplice, è questa: quando il contatto tra metalli diversi è inevitabile, tratto il giunto come un piccolo sistema da proteggere, non come un dettaglio secondario. È lì che si decide se l’alluminio durerà o se inizierà a degradarsi in modo silenzioso, con danni che spesso si vedono solo quando è già tardi.