Un software per CNC non serve solo a far muovere la macchina: trasforma un progetto in istruzioni affidabili, gestisce utensili, avanzamenti e strategie di lavorazione, e riduce gli errori che in officina costano materiale e tempo. In questo articolo chiarisco cosa fa davvero un programma CNC, come si passa dal disegno al codice macchina e quali criteri uso per scegliere la soluzione giusta per fresatura, tornitura e lavorazioni multiasse. L’obiettivo è pratico: capire cosa serve davvero in officina, cosa è superfluo e dove conviene investire.
I punti da tenere sotto controllo prima di scegliere un software per CNC
- Il flusso reale non è un solo software: di solito comprende CAD, CAM, post-processore e simulazione.
- Il codice che la macchina esegue è importante, ma la qualità si decide prima, nella preparazione del percorso utensile.
- La scelta giusta dipende da macchina, controllore, numero di assi e livello di automazione richiesto.
- La simulazione non è un accessorio: serve a intercettare collisioni, errori di offset e percorsi sbagliati.
- Il costo vero non è solo la licenza: contano anche tempi di setup, formazione e correzioni.
Che cosa fa davvero un programma CNC
Nel lavoro quotidiano, il software non “comanda” la macchina da solo: prepara le istruzioni che la macchina interpreterà. In pratica, prende un modello o un disegno, definisce come lavorarlo, genera il percorso utensile e lo converte in un linguaggio leggibile dal controllo numerico. È qui che si decide se un pezzo verrà lavorato bene oppure no.
Il cuore operativo è il codice macchina, spesso basato su G-code. I comandi G gestiscono i movimenti, mentre i comandi M controllano funzioni ausiliarie come mandrino, refrigerante o cambio utensile. In altre parole, il software non si limita a “disegnare un tragitto”: traduce una strategia di lavorazione in istruzioni eseguibili.
Io separo sempre tre livelli, perché confonderli crea aspettative sbagliate:
- Progettazione - serve a definire il pezzo, in 2D o 3D.
- CAM - Computer-Aided Manufacturing, cioè il modulo che crea i percorsi utensile.
- Controllo macchina - è il sistema che legge il programma e muove assi, mandrino e funzioni ausiliarie.
La differenza sembra teorica, ma in officina è tutto: se il CAM è corretto e il controllo riceve un file incompatibile, il pezzo si ferma comunque. Da qui vale la pena capire come il flusso passa dal disegno alla macchina, senza salti o traduzioni sbagliate.
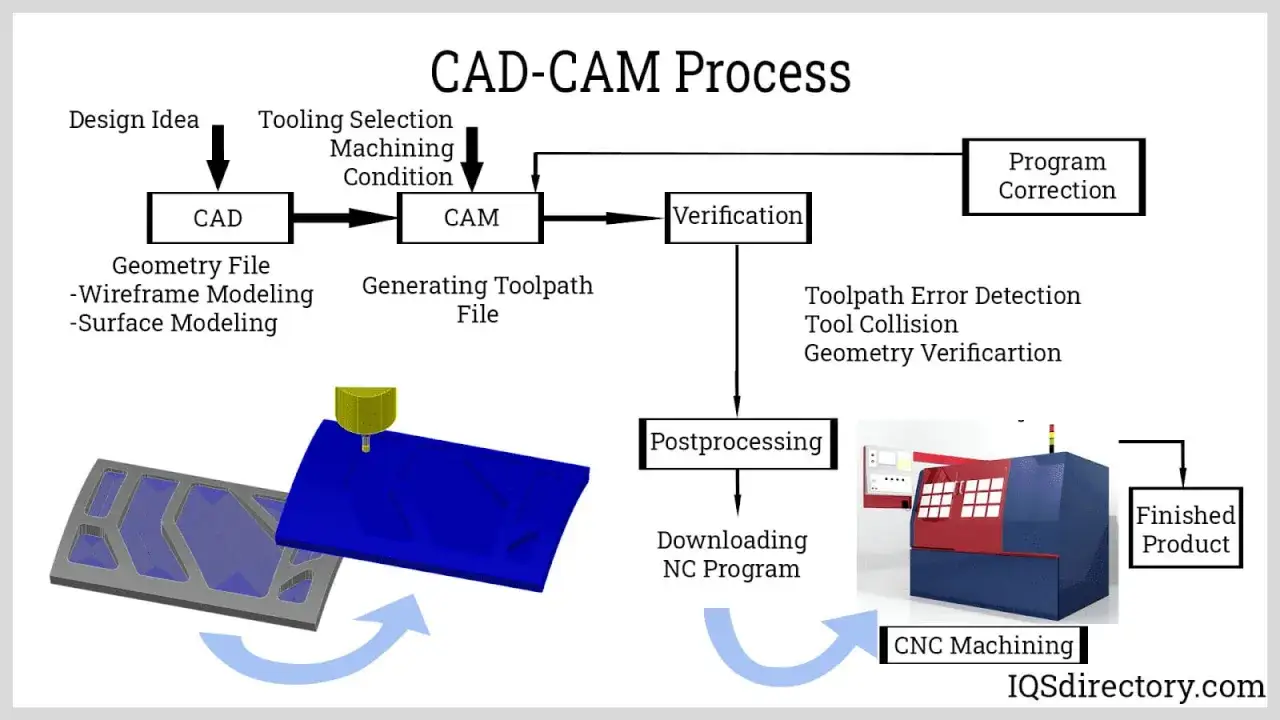
Come si costruisce il flusso di lavoro dal CAD alla macchina
Il percorso corretto è quasi sempre questo: progetto, strategia, simulazione, post-processione, trasferimento e prova in macchina. Quando uno di questi passaggi è saltato o fatto in fretta, il rischio cresce subito, soprattutto su pezzi complessi o su lavorazioni a tolleranza stretta.
| Fase | Cosa fa | Perché conta |
|---|---|---|
| CAD | Definisce il modello 2D o 3D del pezzo. | Un modello pulito evita ambiguità sulle geometrie da lavorare. |
| CAM | Imposta utensili, passate, velocità, profondità e strategie. | Qui si decide qualità superficiale, tempi ciclo e usura utensile. |
| Post-processore | Converte i percorsi in istruzioni compatibili con il controllo della macchina. | Se non è corretto, il file può essere valido in teoria ma inutilizzabile in officina. |
| Simulazione | Verifica collisioni, sovrametallo residuo e tempi di lavorazione. | Riduce il rischio di rovinare pezzo, utensile o attrezzaggio. |
| Trasferimento | Invia il programma alla macchina via rete, USB o DNC. | Evita errori di versione e file vecchi caricati per distrazione. |
| Setup | Imposta azzeramenti, utensili, offset e serraggio del pezzo. | È il punto in cui il programma incontra la realtà fisica della macchina. |
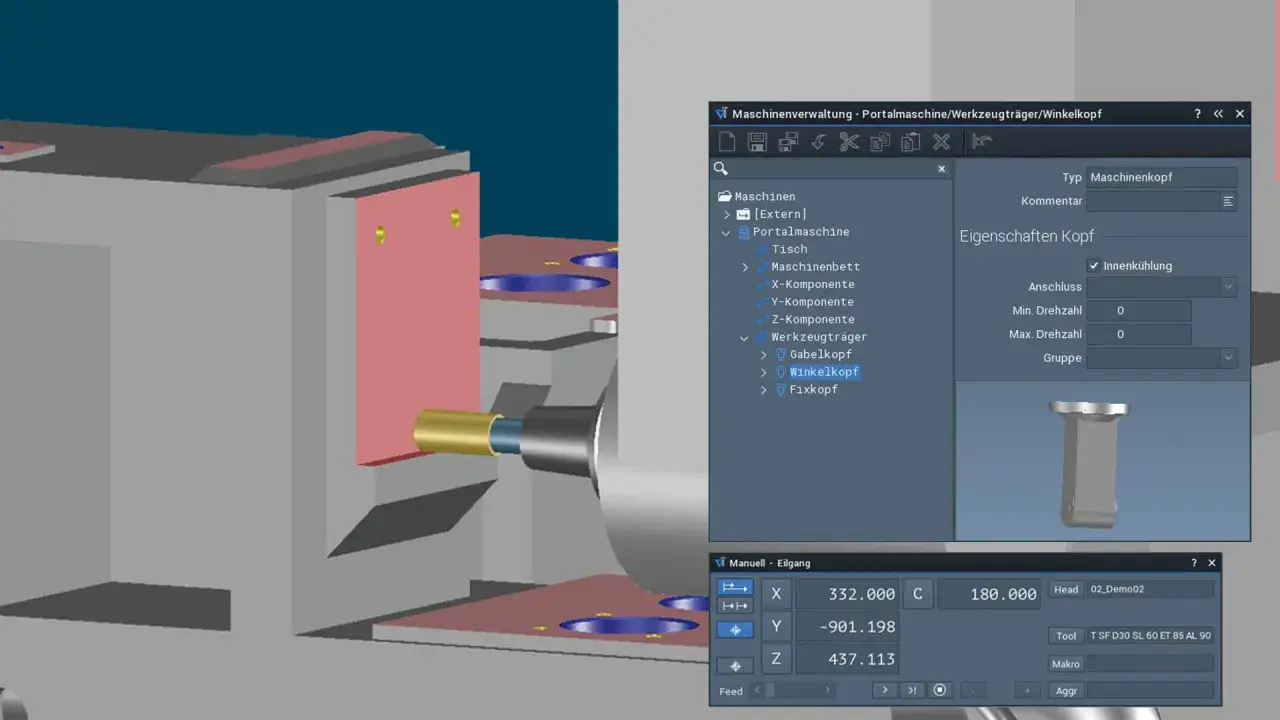
Il post-processore merita attenzione speciale: è il traduttore tra il percorso generato dal CAM e il dialetto del controllo della macchina. Su un centro a 3 assi può sembrare un dettaglio, ma su 3+2 o 5 assi diventa una variabile decisiva. 3+2 significa che il pezzo viene orientato su più assi prima della lavorazione, mentre i movimenti effettivi restano in gran parte su tre assi: una configurazione utile, ma molto sensibile agli errori di traduzione.
Un altro punto che controllo sempre è il WCS, cioè il Work Coordinate System, il riferimento con cui la macchina capisce dove si trova il pezzo. Se il riferimento è sbagliato, anche un programma perfetto porta la fresa nel posto sbagliato. Da qui si capisce perché il flusso non finisce al file: il vero test comincia quando il software incontra il setup reale.
Come scegliere il software giusto per officina, laboratorio o scuola
Io parto sempre da una domanda semplice: il software deve scrivere codice per una macchina specifica, aiutare a imparare, oppure gestire produzione vera e propria? La risposta cambia tutto, perché un laboratorio didattico e un reparto produttivo non hanno gli stessi bisogni, né lo stesso margine di errore.
| Criterio | Domanda pratica | Perché cambia la scelta |
|---|---|---|
| Tipo di macchina | Fresa, tornio, centro multitasking o laser? | Non tutti i software gestiscono bene le stesse cinematikhe e gli stessi assi. |
| Controllo numerico | Hai già un post-processore compatibile? | È il fattore che più spesso fa la differenza tra file utile e file da rifare. |
| Numero di assi | Lavori in 2,5D, 3 assi, 3+2 o 5 assi? | Più assi significa più complessità, più rischio collisioni e più bisogno di simulazione. |
| Ripetibilità | Fai pezzi singoli o molte varianti simili? | Se ripeti spesso, librerie utensili e template fanno risparmiare tempo concreto. |
| Assistenza | Ti serve supporto rapido o lavori in autonomia? | In produzione il supporto tecnico vale quasi quanto la licenza. |
| Simulazione | Devi verificare collisioni e tempi reali? | Su pezzi critici la simulazione non è opzionale. |
Per imparare, una soluzione leggera o anche gratuita può avere senso. In produzione, invece, io guardo prima alla compatibilità del post-processore e alla qualità della simulazione, poi al resto. Un ambiente come FreeCAD può bastare per fare pratica o per lavori semplici; un flusso più strutturato serve quando i pezzi cambiano spesso e il costo dell’errore sale.
La regola che uso è questa: non scegliere il software più ricco, scegli quello più coerente con la macchina e con il metodo di lavoro. Se il reparto è piccolo ma i pezzi sono delicati, serve precisione e controllo; se la produzione è ripetitiva, contano librerie, automazioni e tempi di settaggio bassi. Quando questi fattori sono chiari, la scelta si fa molto più lucida.
Gli errori che fanno perdere tempo o pezzi
Quasi tutti i problemi seri nascono da errori piccoli, ripetuti o sottovalutati. Non parlo solo di chi sbaglia un parametro: spesso il vero difetto è un processo troppo ottimista, dove si dà per scontato che il file sia corretto perché “in simulazione sembrava andare bene”.
- Post-processore non verificato - il percorso è corretto, ma i comandi finali non parlano il linguaggio del controllo.
- Zero pezzo impostato male - l’origine del lavoro non coincide con il serraggio reale e il taglio parte fuori posizione.
- Utensili e offset confusi - una libreria utensili incompleta o vecchia crea errori che emergono solo in macchina.
- Velocità copiate da un altro materiale - quello che funziona su alluminio può essere sbagliato sullo stesso utensile con un acciaio diverso.
- Collisioni non simulate - su attrezzaggi compatti, anche un piccolo interferenza tra mandrino, morsa e pezzo può rovinare tutto.
Qui la simulazione fa davvero la differenza. FANUC, per esempio, indica nel suo CNC Guide 2 una simulazione fino a 10 volte più veloce della lavorazione reale: non è solo una comodità, ma un modo per testare il comportamento della macchina senza consumare materiale né tempo di mandrino. In officina questo si traduce in meno sorprese e in una curva di apprendimento molto più gestibile.
Quando questi errori si ripetono, il problema non è più tecnico ma economico. A quel punto conviene passare dal “speriamo che funzioni” a una procedura di verifica stabile, perché il costo di una correzione tardiva è quasi sempre più alto del tempo speso prima.
Quanto costa davvero e quando conviene investire
Il prezzo della licenza è solo una parte del conto. Autodesk indica Fusion 360 a 495 dollari l’anno, ma la spesa reale va letta insieme a formazione, setup, post-processori e tempo perso quando il flusso non è stabile. In molte officine il punto non è spendere poco, ma spendere bene.
| Scenario | Costo iniziale | Quando ha senso | Limite reale |
|---|---|---|---|
| Strumenti gratuiti o open source | 0 € | Studio, prove, piccole lavorazioni semplici | Richiedono più configurazione e più controllo manuale |
| Abbonamento CAD/CAM | Circa 495 dollari l’anno per un esempio diffuso | Officine con pezzi variabili e bisogno di un flusso più ordinato | Funziona bene solo se si investe un po’ di tempo in metodo e librerie |
| Suite professionale con simulazione avanzata | Più alta, ma giustificata in reparti strutturati | 5 assi, automazione, produzione seriale, standard aziendali | Ha senso solo se vengono sfruttate davvero le funzioni avanzate |
Vale anche il contrario: un software molto potente non aiuta se viene usato per lavorazioni banali e ripetitive, senza una vera necessità di automazione o simulazione avanzata. In quel caso si paga complessità che non produce valore.
Il passaggio che evita la maggior parte dei fermi macchina
Prima di mandare un lavoro in produzione, io eseguo sempre una sequenza minima: controllo del post-processore, verifica della simulazione, conferma degli offset e prova su un pezzo o su un ciclo ridotto. Se la lavorazione è critica, aggiungo anche un dry run, cioè una prova a vuoto senza asportazione di materiale.
- Salvare una versione testata del post-processore per ogni controllo numerico usato.
- Archiviare i parametri riusciti per materiale, utensile e strategia.
- Verificare il file più recente prima del trasferimento in macchina.
- Usare una prova singola o a blocchi quando il pezzo è costoso o complesso.
- Annotare gli errori trovati, perché la conoscenza non deve restare nella testa di una sola persona.
Questo è il punto in cui un buon flusso diventa davvero affidabile: il software smette di essere una variabile e diventa un supporto stabile alla precisione. Se CAD, CAM, post-processore e macchina parlano la stessa lingua, il risultato si vede subito in tempi più puliti, meno scarti e lavorazioni più prevedibili.