I punti che contano davvero quando valuti una CNC
- La rigidità della struttura incide più della sola velocità nominale.
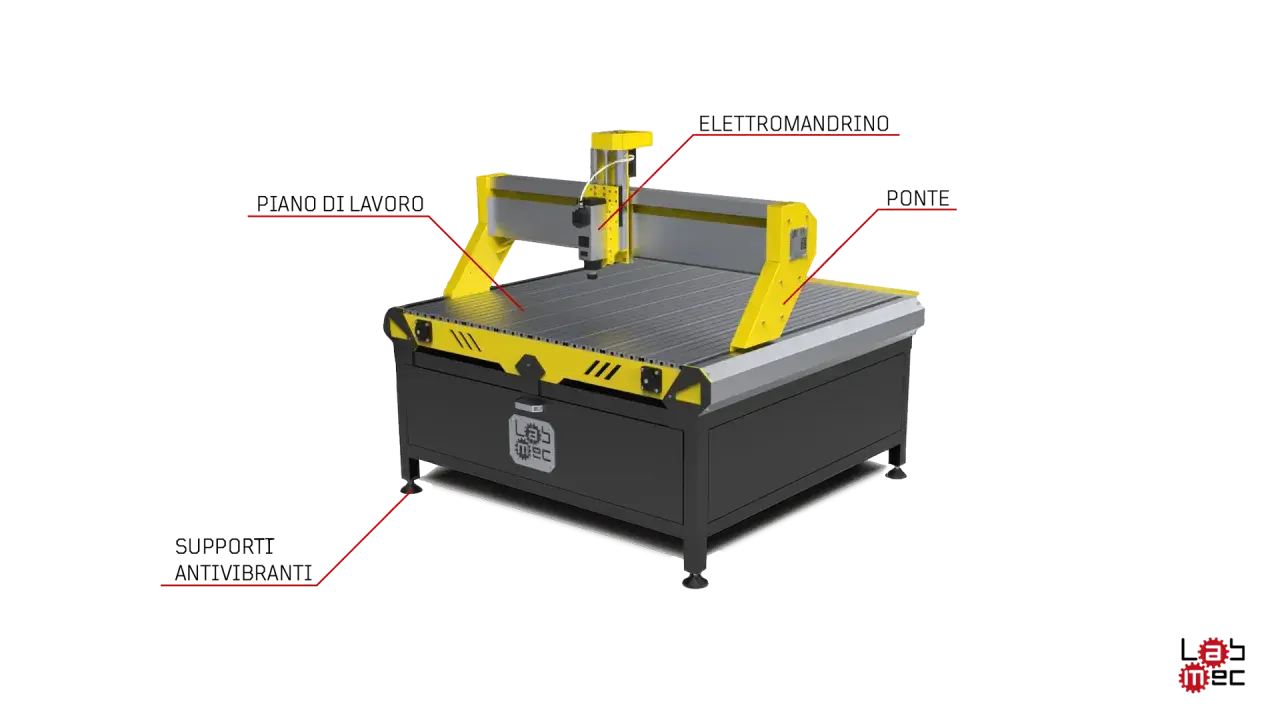
- Bancale, colonna, guide e mandrino sono i punti che determinano precisione e stabilità.
- Le architetture a tavola mobile, colonna mobile e portale rispondono a esigenze molto diverse.
- Una scheda tecnica va letta distinguendo tra corse utili, rapidità, coppia del mandrino e precisione reale.
- Errori come sottovalutare vibrazioni, truciolo e dilatazioni termiche costano più di molti optional.
Cosa indica davvero la struttura di una CNC
Io non la leggo mai come un semplice elenco di parti: mi interessa il modo in cui la macchina trasforma un progetto in movimento stabile, ripetibile e controllato. In una CNC, la struttura deve reggere carichi statici, vibrazioni di taglio e variazioni termiche senza perdere geometria; se questo equilibrio salta, la tolleranza dichiarata sulla carta diventa poco utile sul pezzo.
Per questo guardo sempre tre aspetti insieme: rigidità, smorzamento e stabilità termica. La rigidità limita la flessione sotto sforzo, lo smorzamento attenua le vibrazioni che rovinano finitura e utensile, mentre la stabilità termica riduce le derive dimensionali durante lavorazioni lunghe o ripetitive. In pratica, una macchina ben progettata non deve solo muoversi bene: deve mantenere la propria geometria quando il lavoro diventa pesante.Da qui si capisce anche perché due CNC con corse simili possono comportarsi in modo molto diverso. Una è adatta a finiture leggere e cicli rapidi, l’altra a passate aggressive, pezzi grandi o materiali difficili. Il punto non è avere più funzioni, ma avere una base meccanica coerente con l’applicazione, e questo porta direttamente ai componenti che fanno la differenza.
I componenti che determinano rigidità e precisione
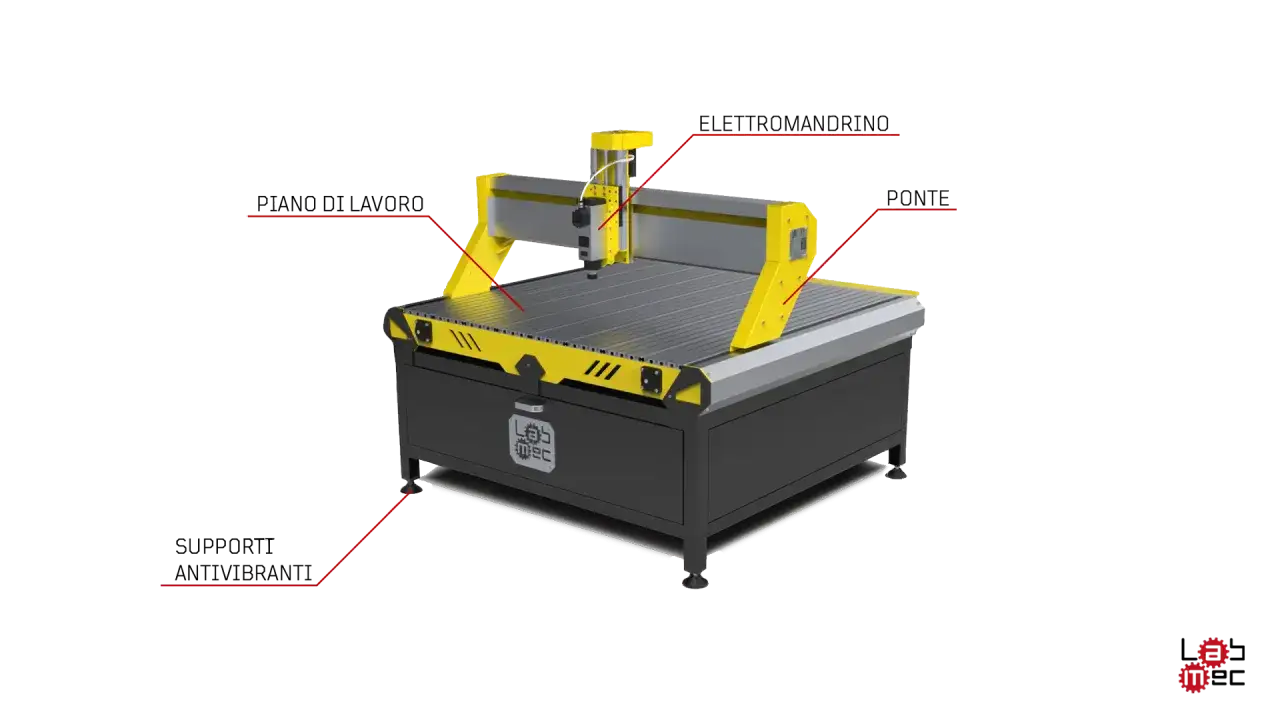
Quando analizzo un centro di lavoro o un tornio CNC, separo sempre i componenti “visibili” da quelli che lavorano dietro le quinte. I primi attirano l’occhio, i secondi decidono quasi tutto il risultato finale. Qui sotto riassumo quelli che considero essenziali.
| Componente | Funzione pratica | Cosa controllo in officina |
|---|---|---|
| Bancale o base | Sostiene la macchina e assorbe parte delle vibrazioni | Materiale, nervature, massa, simmetria termica, qualità delle fusioni o delle saldature |
| Colonna o montante | Porta il gruppo mandrino e mantiene la geometria dell’asse Z | Sezione, distanza dalle guide, comportamento sotto carico, progettazione FEM |
| Guide lineari o prismatiche | Consentono il moto degli assi con attrito ridotto e buona precisione | Precarico, protezione da trucioli, capacità di carico, qualità dei pattini |
| Viti a ricircolo di sfere o motori lineari | Trasformano il comando in spostamento preciso | Gioco residuo, risposta dinamica, manutenzione, raffreddamento, accelerazione |
| Mandrino | Fornisce potenza e velocità all’utensile | Coppia ai bassi giri, cuscinetti, attacco utensile, stabilità del naso mandrino |
| Tavola o mandrino pezzo | Blocca il pezzo e lo posiziona correttamente | Portata, planarità, precisione di indicizzazione, capacità di rotazione o basculamento |
| ATC e impianto refrigerante | Riduce tempi morti e controlla calore e truciolo | Numero utensili, affidabilità del cambio, pressione del refrigerante, evacuazione trucioli |
Il materiale della base non è un dettaglio estetico. La ghisa resta molto usata perché smorza bene le vibrazioni; l’acciaio saldato si presta a strutture grandi e modulari; i polimeri cementizi possono aiutare nello smorzamento e nella stabilità. La scelta dipende dal tipo di macchina, dal volume di lavoro e dal compromesso che il costruttore vuole raggiungere tra peso, costo e prestazioni. Ed è proprio questo compromesso a spiegare le architetture CNC più diffuse.
Le configurazioni CNC più comuni e quando convengono
La stessa lavorazione cambia molto a seconda di come si muovono tavola, colonna e testa. Per questo, quando confronto macchine diverse, non mi fermo alla potenza del mandrino: guardo la logica della cinematica. Una configurazione buona per pezzi piccoli e rapidi può essere penalizzante su componenti lunghi o pesanti.
| Configurazione | Punti forti | Limiti principali | Quando la sceglierei |
|---|---|---|---|
| Colonna fissa con tavola mobile | Struttura semplice, buona rigidità, costi più contenuti | Ingombro del pezzo limitato dalla tavola in movimento | Pezzi piccoli e medi, officine che cercano precisione e versatilità |
| Colonna mobile | Pezzo fermo, utile per componenti lunghi o pesanti | Maggiore complessità meccanica e costi più alti | Stampi, grandi piani di lavoro, lavorazioni dove il pezzo non deve muoversi |
| Portale o doppia colonna | Rigidità elevata, buona distribuzione dei carichi, adatta a pezzi grandi | Ingombro, investimento e tempi di setup superiori | Aerospace, stampi, grandi strutture e sgrossature pesanti |
| Tornio CNC con bancale inclinato | Evacuazione truciolo più pulita, accesso migliore alla zona di taglio | Non adatto a geometrie prismatiche complesse | Alberi, boccole, particolari di rotazione e lavorazioni in serie |
Qui vedo spesso un errore di lettura: si pensa che la macchina più grande sia sempre la migliore. In realtà, una configurazione sovradimensionata può diventare più lenta, più costosa da mantenere e meno efficiente se il lavoro reale è semplice o ripetitivo. Io preferisco sempre una struttura coerente con il pezzo, non con l’idea di “fare tutto”.
Come leggere una scheda tecnica senza farsi distrarre dai numeri giusti
Le schede tecniche sono utili solo se si leggono nel modo corretto. La corsa degli assi, per esempio, dice quanto spazio utile hai a disposizione, ma non ti dice quanto la macchina sia stabile durante il taglio. Allo stesso modo, un mandrino con molti giri non è automaticamente migliore: conta anche la coppia disponibile, soprattutto quando si lavora acciaio, inox o titanio.
Io mi concentro su questi parametri, in quest’ordine:
- Rigidità della struttura, perché determina quanta deformazione compare sotto carico.
- Accelerazione e rapidità degli assi, che pesano molto nei cicli brevi e nei pezzi con tante riprese.
- Coppia del mandrino, più importante della sola velocità massima quando il taglio è impegnativo.
- Precisione di posizionamento e ripetibilità, che non sono la stessa cosa: la prima dice quanto la macchina va “a quota”, la seconda quanto ci torna bene ogni volta.
- Gestione termica, con compensazioni o sensori se la macchina lavora per molte ore.
- Evacuazione del truciolo e accessibilità, spesso trascurate, ma decisive per evitare fermi e micro-urti.
Su molte fresatrici CNC moderne si parla di rapidi nell’ordine di decine di metri al minuto e di mandrini ad alta velocità, ma il numero in sé vale poco se la macchina non regge il carico reale. Se il ciclo è breve, l’accelerazione conta più del picco di velocità; se il pezzo è duro, la coppia e la stabilità dinamica contano più del valore massimo di giri. In altre parole, la scheda va letta in funzione del lavoro, non come una vetrina di prestazioni isolate.
Gli errori più costosi nella scelta e nell’uso quotidiano
Molti problemi non nascono dalla macchina in sé, ma dal modo in cui viene scelta o gestita. In officina vedo ripetersi sempre gli stessi errori, e quasi tutti si pagano in scarti, utensili rotti o tempi morti.
- Scegliere solo in base alle corse: una corsa ampia non compensa una struttura poco rigida.
- Ignorare il tipo di materiale lavorato: alluminio, acciaio e compositi chiedono comportamenti diversi alla testa e agli assi.
- Sottovalutare il truciolo: se l’evacuazione è scarsa, la zona di lavoro si sporca e la qualità cala rapidamente.
- Trascurare il calore: in lavorazioni lunghe, la deriva termica può spostare quote e ripetibilità più di quanto molti immaginino.
- Usare una macchina “troppo veloce” per passate pesanti: alta velocità e alta asportazione non coincidono quasi mai senza una struttura adeguata.
- Rimandare manutenzione e pulizia: guide, soffietti, filtri e lubrificazione incidono sulla vita utile molto più di quanto sembri.
Quando parlo di compromessi, questo è il punto decisivo: una macchina ben progettata può perdere performance se viene usata fuori dalla sua fascia ideale, mentre una macchina più semplice può rendere moltissimo se il processo è pulito, ripetibile e ben impostato. È qui che la conoscenza tecnica fa la differenza tra un acquisto corretto e una spesa difficile da giustificare.
La regola pratica che applico prima di considerare una macchina pronta al lavoro
Prima di giudicare una CNC, io mi faccio sempre una domanda semplice: la sua configurazione fisica è allineata al pezzo, al materiale e al ritmo produttivo richiesto? Se la risposta è sì, la macchina ha buone probabilità di lavorare bene; se la risposta è no, il resto diventa secondario. Una struttura solida, ben smorzata e coerente con l’applicazione vale spesso più di un catalogo pieno di accessori.
Se vuoi leggere una macchina con occhio davvero industriale, controlla sempre tre cose: come è costruita, come muove gli assi e come gestisce calore e truciolo. Quando questi elementi sono in equilibrio, la precisione diventa più stabile, la lavorazione più prevedibile e la manutenzione meno stressante. È questo, alla fine, il vantaggio concreto di una buona struttura: non promette tutto, ma fa bene il lavoro per cui è stata pensata.