
Un tornio CNC serve quando il pezzo ruota e la precisione deve restare costante da un lotto all’altro: è qui che contano rigidità, utensili, programmazione e scelta della configurazione giusta. Nel gergo internazionale, lathe cnc indica proprio una macchina utensile a controllo numerico per la tornitura di pezzi; qui trovi una lettura pratica di come funziona, quali lavorazioni permette, come si sceglie e dove nascono gli errori più costosi.
Le informazioni che servono davvero prima di scegliere un tornio CNC
- Il principio di base è semplice: il pezzo ruota, l’utensile avanza sugli assi e il controllo numerico coordina tutto.
- Le lavorazioni più forti restano tornitura esterna e interna, spianatura, gole, filettature e forature in asse.
- La configurazione giusta dipende dal pezzo, non dal catalogo: diametro, lunghezza, lotto e tolleranze cambiano la macchina ideale.
- Gli assi extra e il live tooling servono solo se devi fare fori trasversali, fresature o lavorazioni fuori asse.
- Il costo vero non è solo la macchina: setup, attrezzaggio, utensili e automazione pesano molto sul risultato finale.
Come funziona un tornio CNC e perché la geometria del pezzo conta così tanto
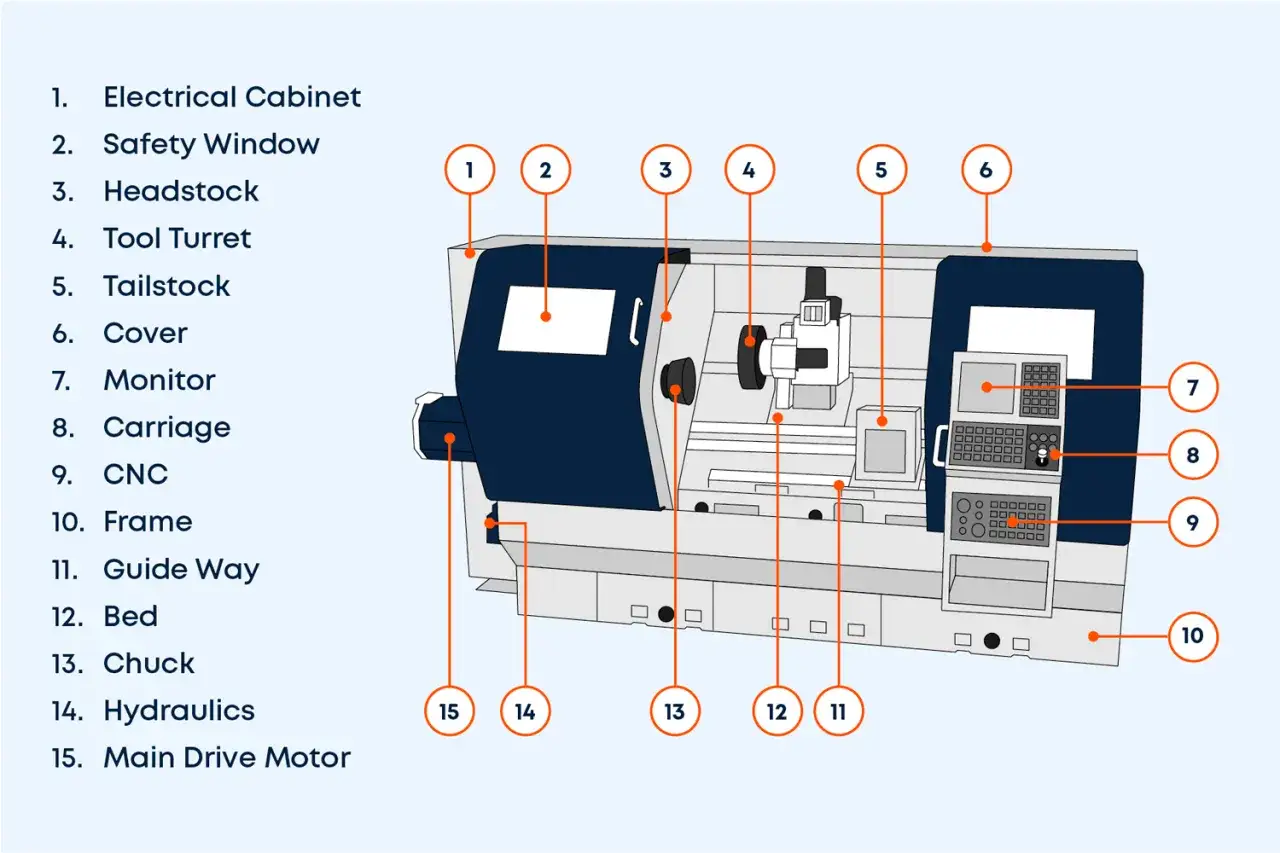
Un tornio CNC lavora bene quando il pezzo nasce attorno a un asse di rotazione. Il mandrino fa girare il grezzo, mentre l’utensile si muove di norma sugli assi X e Z per asportare materiale in modo controllato. La torretta porta in posizione l’utensile corretto, così il ciclo passa da una lavorazione all’altra senza interventi continui dell’operatore.
In pratica, è una macchina perfetta per alberi, boccole, flange, raccordi, perni e componenti cilindrici o quasi cilindrici. Quando la geometria è coerente con la tornitura, il vantaggio è enorme: tempi più stabili, ripetibilità alta e meno rischio di errori manuali. Quando invece il pezzo è molto asimmetrico o richiede lavorazioni laterali complesse, il tornio CNC da solo non basta e conviene valutare un centro di tornitura più evoluto.
Io parto sempre da qui: non esiste il tornio “giusto” in astratto, esiste il tornio giusto per quella famiglia di pezzi e per quel volume produttivo. Da questa distinzione dipende tutto il resto, dalle lavorazioni possibili fino al costo di esercizio.La base tecnica non cambia molto: un mandrino, una o più slitte, una torretta, il controllo numerico e una logica di programmazione basata su G-code, coordinate e offset utensile. Sulle macchine più semplici bastano due assi; sulle più complete entrano in gioco asse C, asse Y, utensili motorizzati e, nei modelli avanzati, doppio mandrino o automazione di carico. È proprio qui che la macchina smette di essere “solo un tornio” e diventa un vero centro di tornitura.
Capire questo meccanismo aiuta anche a leggere meglio le lavorazioni possibili, perché non tutte hanno lo stesso peso in termini di tempo, precisione e complessità.
Le lavorazioni che un tornio CNC esegue meglio
Se devo essere diretto, la tornitura CNC dà il meglio quando serve combinare precisione e ripetibilità su superfici di rivoluzione. Le lavorazioni più tipiche sono queste:
- Tornitura esterna: riduce il diametro del pezzo e costruisce spallamenti, profili e superfici cilindriche con buon controllo dimensionale.
- Tornitura interna: lavora alesaggi, sedi e diametri interni; qui contano molto rigidità dell’utensile e evacuazione del truciolo.
- Spianatura: crea facce piane e perpendicolari all’asse del pezzo, utile per chiudere quote e preparare gli appoggi.
- Gole e scanalature: servono per anelli elastici, sedi di tenute o geometrie tecniche che richiedono profondità precise.
- Filettatura: esterna o interna, è una delle lavorazioni più utili perché unisce precisione geometrica e ripetibilità.
- Foratura e barenatura: spesso il tornio le gestisce senza portare il pezzo su un’altra macchina, con un guadagno reale di tempo.
Quando la macchina dispone di utensili motorizzati o asse Y, entra nel campo delle lavorazioni ibride: fori trasversali, fresature leggere, piani e cave fuori asse. Qui il tornio non sostituisce una fresa in senso pieno, ma riduce le riprese e porta il pezzo a fine ciclo con meno passaggi. Questo, in officina, vale più di molte specifiche da catalogo.
Un dettaglio che spesso viene sottovalutato è il comportamento del truciolo. Su materiali come acciai inossidabili, leghe resistenti al calore o barre di grande diametro, la qualità del tagliente e la gestione del truciolo fanno la differenza tra un ciclo fluido e una serie di fermi macchina. Da qui si capisce perché la scelta dell’utensile non è secondaria.
Con questa base, diventa più facile distinguere le configurazioni di macchina e capire quale abbia senso per il tuo tipo di lavoro.
Le configurazioni più utili in officina
Non tutte le macchine di tornitura CNC nascono per gli stessi obiettivi. Nella pratica, io le distinguo in base al modo in cui devono produrre: pezzi singoli, serie piccole, lotti medi o produzioni ad alto volume. Ecco una lettura semplice e utile.
| Configurazione | Punti forti | Limiti | Dove rende di più |
|---|---|---|---|
| 2 assi standard | Semplice da programmare, economica da gestire, molto efficace su pezzi simmetrici | Non gestisce bene lavorazioni fuori asse o geometrie complesse | Alberi, boccole, distanziali, flange semplici |
| Bar feeder | Alimentazione continua del materiale, ideale per produzioni ripetitive | Richiede organizzazione del magazzino barre e un set-up più attento | Serie medio-alte di componenti piccoli e medi |
| Chucker | Ottimo per pezzi da ripresa o grezzi singoli già tagliati | Più dipendente dal cambio pezzo e dall’attrezzaggio | Prototipi, pezzi corti, commesse varie |
| Swiss type | Stabilità elevata su pezzi lunghi e sottili, ottimo controllo delle deformazioni | Non è la scelta giusta per pezzi grandi o molto pesanti | Medicale, minuteria di precisione, assiemi piccoli |
| Mill-turn / doppio mandrino | Chiude più lavorazioni in un solo piazzamento, riduce riprese e tempi morti | Costa di più e richiede programmazione più solida | Pezzame complesso, alti volumi, lavori che devono uscire finiti |
La tabella aiuta a non cadere nell’errore classico: comprare una macchina “più grande” solo perché sembra più professionale. In realtà, una officina che lavora bene con pezzi semplici e lotti medi spesso guadagna di più da un 2 assi ben attrezzato che da un sistema complesso mai sfruttato fino in fondo.
Se il tuo mix è molto vario, il valore vero non è la velocità massima del mandrino ma il tempo perso tra un lotto e l’altro. Su commesse piccole, il set-up pesa quasi sempre più del tempo di taglio; su produzioni più stabili, invece, contano rigidità, automazione e capacità di lasciare la macchina a lavorare da sola. È qui che la scelta inizia a diventare economica oltre che tecnica.
Come scegliere la macchina giusta senza pagare funzioni che non userai
Quando valuto un tornio CNC per un’officina, non guardo prima la lista degli accessori. Guardo il pezzo. Poi il lotto. Poi il materiale. Solo dopo passo alla macchina. Questo ordine evita acquisti troppo costosi o, peggio, insufficienti. Le domande giuste sono poche ma decisive:
- Qual è il diametro massimo e qual è la lunghezza reale del pezzo?
- Quanti pezzi produci per lotto: 1-10, 20-50 o centinaia?
- Il materiale è facile, come alluminio e ottone, oppure più ostico, come inox, inconel o acciai bonificati?
- Servono solo tornitura e foratura in asse, oppure anche fresature, cave e fori trasversali?
- Hai bisogno di carico automatico con barra o robot, oppure lavori meglio con caricamento manuale?
- Quanto tempo può restare la macchina ferma durante il cambio serie?
Su queste basi, il budget orientativo cambia molto. Io lo leggerei così, senza trasformarlo in una regola rigida:
| Profilo di officina | Configurazione sensata | Ordine di budget per una macchina nuova |
|---|---|---|
| Laboratorio o produzione semplice | 2 assi base con attrezzaggio essenziale | circa 60.000-120.000 € |
| Serie medie e pezzi con geometrie più ricche | Asse C, utensili motorizzati, torretta più completa | circa 120.000-220.000 € |
| Produzione spinta o componenti complessi | Doppio mandrino, mill-turn, automazione di carico | circa 220.000-500.000 € o più |
Queste cifre servono come bussola, non come listino. Il prezzo finale dipende da marca, controllo, automazione, potenza del mandrino, capacità barra, numero di utensili e livello di integrazione con la linea. Però aiutano a capire una cosa essenziale: il salto economico vero non è tra “macchina piccola” e “macchina grande”, ma tra macchina base e sistema pensato per chiudere più operazioni in meno piazzamenti.
Io terrei sempre in conto anche tre costi meno visibili: programmazione, presetting utensili e gestione del truciolo. Se il ciclo è buono ma il setup richiede troppo tempo, il vantaggio si assottiglia in fretta. In officina, il margine si protegge spesso prima in preparazione che in lavorazione.
Gli errori che fanno perdere precisione e margine
Molti problemi non nascono dal controllo numerico, ma da come viene preparato il processo. I più frequenti sono questi:
- Serraggio debole o incoerente: il pezzo vibra, la finitura peggiora e le quote diventano meno affidabili.
- Utensile scelto male: una geometria non adatta al materiale porta usura precoce, truciolo difficile e forza di taglio eccessiva.
- Programma troppo ottimista: velocità e avanzamenti aggressivi possono ridurre il ciclo sulla carta ma alzare scarti e fermi macchina.
- Troppi piazzamenti: ogni ripresa aggiunge errore, tempo e rischio di disallineamento.
- Chip control ignorato: il truciolo lungo sembra un dettaglio finché non blocca la produzione o rovina la superficie.
- Simulazione insufficiente: una collisione evitata in anticipo vale più di molte ore di correzioni dopo il primo pezzo.
Il punto è semplice: il tornio CNC è preciso, ma non compensa da solo un processo debole. Se il disegno non è pensato per la tornitura, se il grezzo è instabile o se la strategia utensile è improvvisata, la macchina finisce per mostrare i difetti invece di nasconderli.
Per questo io consiglio sempre di ragionare come un processista, non solo come un compratore. La macchina è uno strumento; il valore arriva da come la fai lavorare.
Le tendenze che nel 2026 stanno cambiando la tornitura CNC
Nel 2026 vedo una direzione molto chiara: le officine che funzionano meglio non sono quelle che inseguono più funzioni, ma quelle che riducono i tempi morti. L’automazione, in questo senso, non è più un lusso da grandi impianti. È sempre più spesso una risposta concreta al mix elevato di pezzi diversi e alla difficoltà di trovare personale già formato.
Le aree che contano davvero sono queste:
- Carico e scarico automatico: bar feeder, robot e sistemi di estrazione riducono i minuti persi tra un ciclo e l’altro.
- Attrezzaggio rapido: ganasce a cambio veloce, moduli standardizzati e presetting utensili tagliano i tempi di avvio.
- Misura in macchina: sonde e controllo in processo aiutano a contenere gli scarti prima che diventino costi.
- Simulazione e digital twin: la verifica del percorso utensile prima del taglio è ormai una pratica seria, non un vezzo software.
- Gestione energetica e truciolo: i consumi e la pulizia macchina pesano sempre di più sulla produttività reale.
Qui il mio parere è netto: la parte più sopravvalutata è la promessa “smart” in sé; la parte più utile è la standardizzazione. Una macchina con sensori, ma senza metodo di set-up, non risolve molto. Una macchina ben organizzata, invece, fa crescere la qualità anche senza clamore tecnologico.
Per chi lavora in Italia, dove spesso convivono lotti piccoli, urgenze e mix molto vari, questa logica vale ancora di più. L’obiettivo non è avere il centro di tornitura più spettacolare, ma quello che ti lascia più pezzi buoni alla fine del turno.
Il criterio che userei prima di investire in una nuova macchina
Se dovessi scegliere oggi, partirei da una frase semplice: la macchina giusta è quella che chiude il maggior numero di pezzi buoni con il minor numero di riprese. Questo criterio taglia via molto rumore. Ti obbliga a guardare il componente, la sequenza di lavorazione e il vero costo del tempo perso.
Per i pezzi cilindrici e per le serie ripetitive, un buon tornio CNC resta una delle macchine più solide della meccanica di precisione. Se invece la geometria è mista, i fori sono fuori asse o il lotto cambia spesso, conviene salire di livello solo quando la complessità lo giustifica davvero. Io farei anche una prova pratica su un pezzo reale prima del preventivo finale: è il modo più rapido per capire se la macchina regge il tuo lavoro, il tuo truciolo e le tue tolleranze.
Alla fine, la differenza non la fa la scheda tecnica più lunga, ma la coerenza tra pezzo, processo e macchina. Quando questi tre elementi si allineano, la tornitura CNC smette di essere una voce di capitolato e diventa un vantaggio concreto in officina.