La tornitura resta una delle lavorazioni più pulite e prevedibili quando serve ottenere pezzi cilindrici, conici o filettati con buona precisione. Qui spiego come funziona il tornio, quali sono le sue parti essenziali, quali lavorazioni permette e cosa cambia quando si passa a una macchina CNC. Il punto non è solo capire la teoria, ma leggere la macchina come la leggerà un tecnico: stabilità, utensili, controllo del truciolo e ripetibilità.
Tre cose da fissare prima di entrare nei dettagli
- La logica base è semplice: il pezzo ruota, l’utensile avanza e asporta materiale in modo controllato.
- La precisione non dipende solo dal programma, ma soprattutto da serraggio, rigidità e scelta dell’utensile.
- Nel CNC fanno la differenza mandrino, torretta, contropunta, contromandrino e, in certi casi, asse Y.
- Inserti, raggio di punta e angolo di attacco vanno scelti in funzione di sgrossatura, finitura e materiale.
- Su pezzi lunghi, sottili o complessi, l’assetto della macchina conta quanto la programmazione.
Come funziona una macchina da tornitura
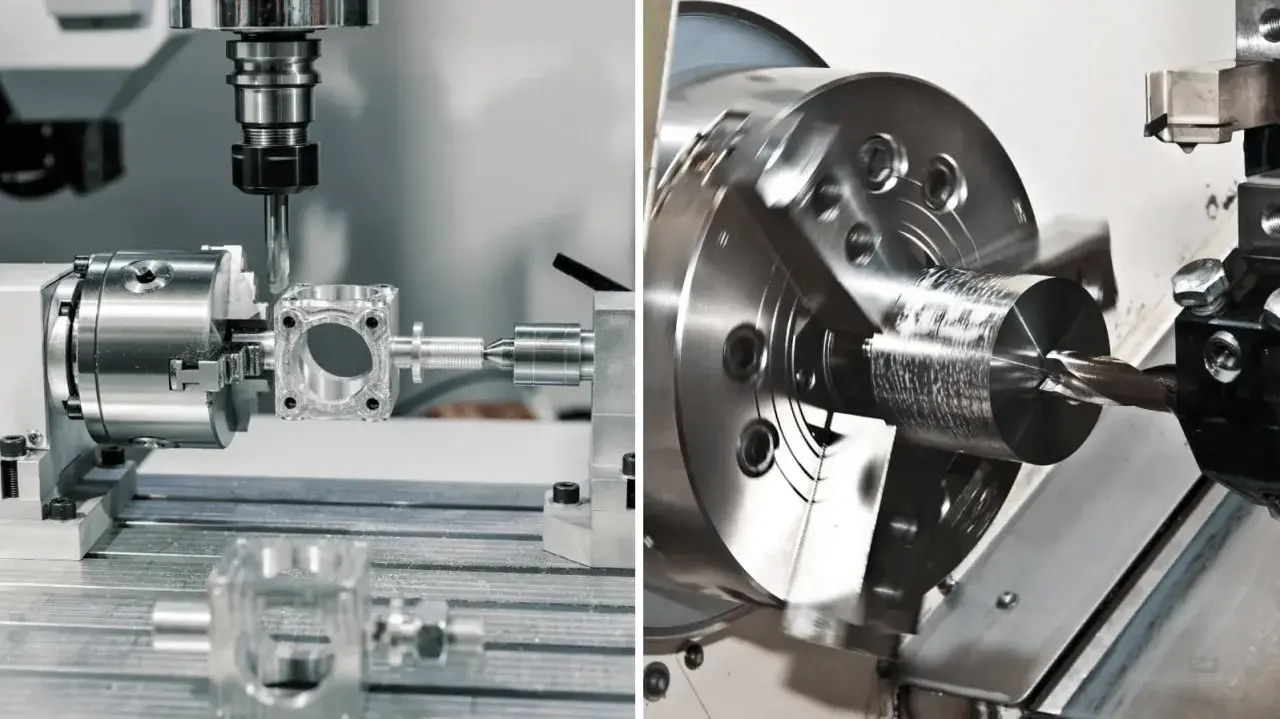
La logica di lavoro è lineare: il pezzo viene serrato nel mandrino e ruota attorno al proprio asse, mentre l’utensile si muove con avanzamenti controllati per togliere materiale. È questa combinazione, semplice solo in apparenza, che permette di ottenere diametri costanti, superfici cilindriche pulite, spallamenti netti e filetti precisi.
Io la leggo sempre così: rotazione del pezzo più avanzamento dell’utensile uguale forma finale. Quando il movimento è parallelo all’asse si parla di tornitura longitudinale; quando è perpendicolare si ottiene la sfacciatura. Da qui derivano anche operazioni come scanalatura, troncatura, alesatura e filettatura, tutte basate sulla stessa idea, ma con traiettorie e utensili diversi.
Il vantaggio vero non è solo la forma geometrica. La tornitura funziona bene perché concentra il taglio in una zona controllata e ripetibile, quindi rende più semplice tenere tolleranze strette e finiture coerenti su pezzi uguali. È per questo che, in molte officine, questa lavorazione resta centrale anche quando il resto del parco macchine diventa sempre più digitale. Da qui si capisce perché la parte meccanica della macchina pesa quasi quanto il programma stesso, e questo ci porta agli elementi che contano davvero.
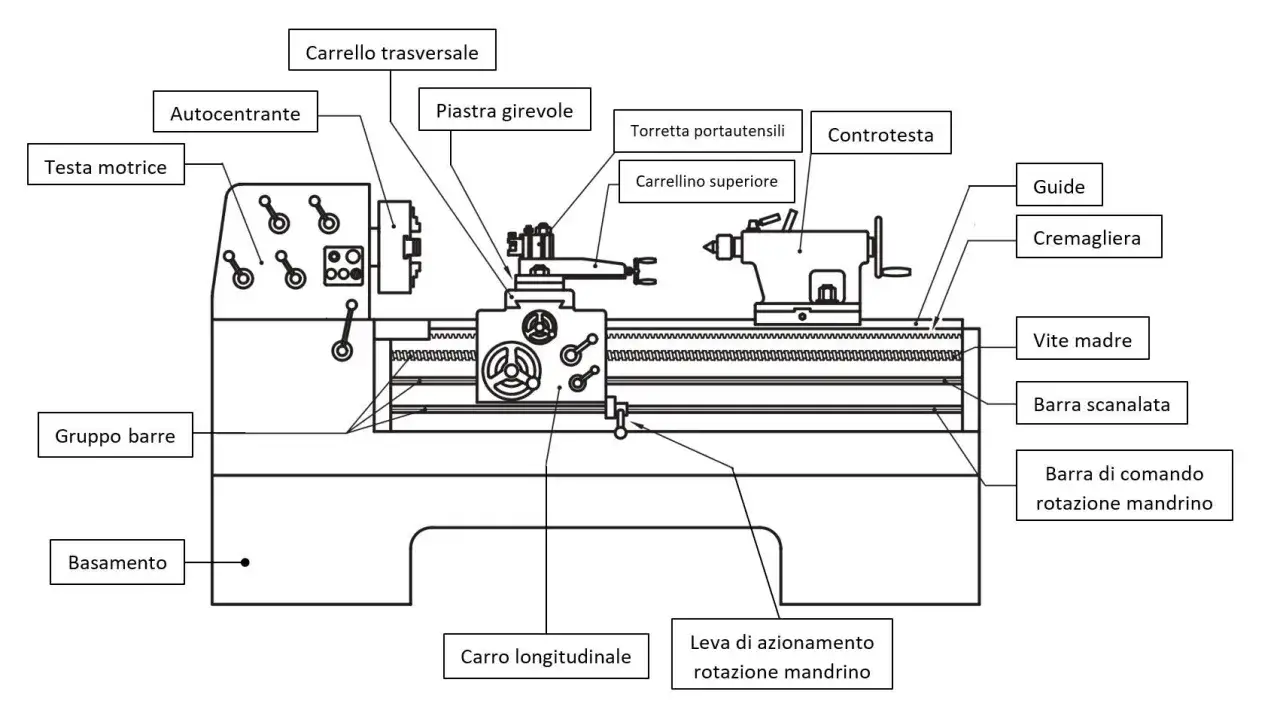
Le parti che determinano precisione e stabilità
| Componente | Ruolo pratico | Perché incide sul risultato |
|---|---|---|
| Mandrino | Fa ruotare il pezzo e ne garantisce il centraggio. | Se non è stabile, aumentano vibrazioni, errori di concentricità e finitura irregolare. |
| Bancale e guide | Sostengono la struttura e guidano i movimenti. | Una base rigida assorbe meglio le sollecitazioni e mantiene la precisione nel tempo. |
| Torretta portautensili | Ospita e posiziona gli utensili. | La rigidità della torretta influisce direttamente sulla qualità del taglio e sulla rapidità di cambio utensile. |
| Contropunta | Sostiene l’estremità libera del pezzo. | È decisiva su alberi lunghi o sottili, perché riduce flessione e vibrazioni. |
| Lunetta | Aggiunge un supporto intermedio. | Serve quando il pezzo è troppo flessibile per restare preciso con il solo serraggio alle estremità. |
| Refrigerante | Raffredda e aiuta l’evacuazione del truciolo. | Controlla temperatura, usura utensile e qualità superficiale. |
Secondo DMG MORI, nelle configurazioni moderne rientrano spesso il contromandrino per la lavorazione completa su 6 lati, gli utensili motorizzati in torretta e l’asse Y per le lavorazioni fuori centro. Questa evoluzione non è un vezzo tecnologico: serve a eliminare riprese, ridurre i posizionamenti e portare più operazioni in un solo ciclo. Quando questi elementi sono ben progettati, la macchina non solo taglia meglio, ma semplifica anche la produzione. E da lì si passa ai processi che si eseguono più spesso.
Le lavorazioni che si eseguono più spesso
Su una macchina da tornitura le operazioni principali sono poche, ma in officina fanno quasi tutto il lavoro. Le più comuni sono queste:
- Tornitura cilindrica, per ridurre il diametro di un albero o ottenere una superficie perfettamente assiale.
- Sfacciatura, per rendere piana l’estremità del pezzo o creare uno spallamento netto.
- Tornitura conica, quando serve una variazione controllata del diametro lungo la lunghezza.
- Filettatura, interna o esterna, dove il sincronismo tra rotazione e avanzamento è essenziale.
- Scanalatura e troncatura, utili per gole, sedi di tenuta e separazione del pezzo dal grezzo.
- Barenatura, cioè l’alesatura di un foro già presente per portarlo a misura e migliorare la finitura interna.
La differenza tra un’operazione ben riuscita e una da rifare spesso non sta nella forma finale, ma nella traiettoria dell’utensile e nella sua geometria. Una sfacciatura su un pezzo corto richiede un set-up semplice; una filettatura profonda o una barenatura interna su pezzo lungo richiedono molto più controllo. Io considero questa distinzione fondamentale, perché evita di trattare tutte le lavorazioni come se fossero equivalenti. E proprio qui entra in gioco il CNC, che amplia il campo ma alza anche l’asticella.
Cosa cambia davvero con il CNC
Nel CNC la macchina non si limita a ruotare e tagliare: esegue un programma, coordina più assi, memorizza sequenze e rende il ciclo ripetibile. Questo significa che posso ottenere la stessa geometria per centinaia o migliaia di pezzi con variazioni minime, purché il set-up sia solido e il programma sia corretto.
La differenza più importante, però, non è la sigla. È la possibilità di integrare funzioni che su un tornio tradizionale richiederebbero più passaggi o più macchine. Oggi si vedono con frequenza contromandrini, torrette con utensili motorizzati e assi aggiuntivi come l’asse Y, che permettono di lavorare fuori centro e di affrontare geometrie più complesse senza riposizionare il pezzo.
| Aspetto | Tornio tradizionale | Tornio CNC | Centro di tornitura multiasse |
|---|---|---|---|
| Programmazione | Molto dipendente dall’operatore | Affidata a un programma ripetibile | Programma più complesso, ma altamente integrato |
| Ripetibilità | Buona solo con forte esperienza manuale | Alta e costante | Molto alta, anche su cicli lunghi |
| Geometrie complesse | Più limitate | Gestibili con buona flessibilità | Gestibili in modo più completo |
| Tempi di ciclo | Più lunghi | Ridotti grazie all’automazione | Ancora più efficienti se il pezzo giustifica la complessità |
| Dipendenza dall’operatore | Molto alta | Media | Più bassa sul ciclo, più alta in fase di set-up |
La regola che uso io è semplice: più aumenta la complessità del pezzo, più il CNC diventa utile; più aumenta la complessità della macchina, più serve metodo nel prepararla. Non ha senso cercare un centro molto evoluto per lavorazioni elementari e lotti piccoli, perché il guadagno reale potrebbe non ripagare la gestione aggiuntiva. Da qui la domanda più concreta: come si scelgono utensili e inserti senza andare a tentativi?
Come scelgo utensili e inserti senza perdere tempo
Sandvik Coromant sintetizza bene il problema: geometria, qualità, forma, dimensione, raggio di punta e angolo di attacco vanno letti insieme, non uno alla volta. Io aggiungo sempre un criterio semplice: l’utensile giusto non è quello più “forte” in assoluto, ma quello più coerente con il pezzo, il materiale e la passata.
- Per la sgrossatura scelgo geometrie robuste, capaci di reggere avanzamenti e profondità di passata più generosi.
- Per la finitura preferisco utensili che riducano le forze di taglio e lascino una superficie più regolare.
- Un inserto positivo, con spoglia inferiore di circa 7°, è utile su componenti sottili o quando voglio abbassare le forze di taglio.
- Un inserto negativo, a 0° di spoglia inferiore, offre più robustezza nelle lavorazioni gravose e sulle torniture esterne.
- Il raggio di punta va scelto in relazione alla profondità di taglio: se è troppo grande rispetto alla passata, le forze radiali crescono e la finitura peggiora.
Qui c’è un errore che vedo spesso: scegliere l’inserto pensando solo alla durata del tagliente, senza considerare vibrazioni e accessibilità. Un raggio più grande può dare sicurezza, ma non sempre è la soluzione migliore se il pezzo è poco rigido. Al contrario, un raggio troppo piccolo può migliorare la sensibilità del taglio ma togliere resistenza dove servirebbe. La scelta corretta nasce dall’equilibrio tra stabilità, forma del truciolo e qualità richiesta. E quando questo equilibrio salta, il problema si vede subito sulla finitura.
Gli errori che rovinano finitura e ripetibilità
| Errore | Effetto pratico | Correzione utile |
|---|---|---|
| Serraggio debole del pezzo | Vibrazioni, errori di concentricità e variazioni dimensionali | Aumentare la stabilità del bloccaggio o aggiungere supporti |
| Utensile troppo sporgente | Flessibilità e chatter durante il taglio | Ridurre lo sbalzo e migliorare il portautensile |
| Geometria dell’inserto sbagliata | Truciolo irregolare, usura rapida e superficie ruvida | Allineare geometria e materiale con l’operazione reale |
| Avanzamento non coerente | Segni evidenti, calore e perdita di tolleranza | Ricalibrare velocità e avanzamento in base alla passata |
| Scarso controllo del truciolo | Interruzioni, accumulo di truciolo e rischio di danneggiare il pezzo | Migliorare refrigerazione, frattura del truciolo e evacuazione |
| Assenza di contropunta o lunetta su pezzi lunghi | Flessione dell’asse e conicità indesiderata | Aggiungere supporto e rivedere la sequenza di lavorazione |
La maggior parte dei problemi che sembrano “da programma” in realtà nasce prima, dal montaggio. Io parto sempre da lì: se il pezzo vibra o si sposta, nessun ciclo perfetto può salvare la lavorazione. In officina, il miglioramento più rapido arriva quasi sempre da una migliore stabilità, non da una modifica cosmetica dei parametri. E questo vale ancora di più quando si sale verso automazione, contromandrino e assi aggiuntivi.
Dove conviene investire in automazione, contromandrino e asse Y
La scelta giusta dipende dal pezzo, non dalla moda tecnica. Su componenti lunghi o sottili conviene pensare prima a contropunta e lunetta; su produzioni ripetitive e volumi alti diventano più interessanti automazione, carico/scarico e riduzione dei tempi morti; su geometrie fuori centro o su lavorazioni complete, contromandrino e asse Y fanno davvero la differenza. Per flange molto grandi, spesso oltre 1 m di diametro, ha senso valutare anche una configurazione verticale, perché la gestione del peso e delle forze diventa più naturale.
Il punto che non va mai perso di vista è il compromesso: più assi e più funzioni aumentano le possibilità, ma aggiungono anche complessità di programmazione, controllo e manutenzione. Per questo io consiglio sempre di partire dal flusso reale di officina: serie, varianti, materiale, rigidità del pezzo e tempi di attrezzaggio. Se questi fattori sono chiari, la scelta della macchina diventa molto più concreta e il processo molto più prevedibile.
In pratica, la soluzione migliore è quasi sempre quella che regge bene il pezzo, tiene sotto controllo il truciolo e non costringe a compensare con correzioni continue. Quando questi tre elementi sono allineati, la tornitura diventa davvero un processo affidabile, sia su macchine semplici sia su centri CNC più evoluti.