In un tornio CNC, la differenza tra un pezzo semplice e un processo davvero efficiente sta quasi sempre nei movimenti disponibili. Io guardo sempre prima gli assi, poi gli utensili: X e Z definiscono la tornitura base, C apre la strada a indicizzazione e fresatura, Y porta le lavorazioni fuori asse e il contromandrino cambia il modo di gestire la seconda presa. In questo articolo trovi una lettura pratica di questi movimenti, con esempi, limiti e errori che conviene evitare in officina.
Le cose che contano davvero quando si parla di assi di tornitura CNC
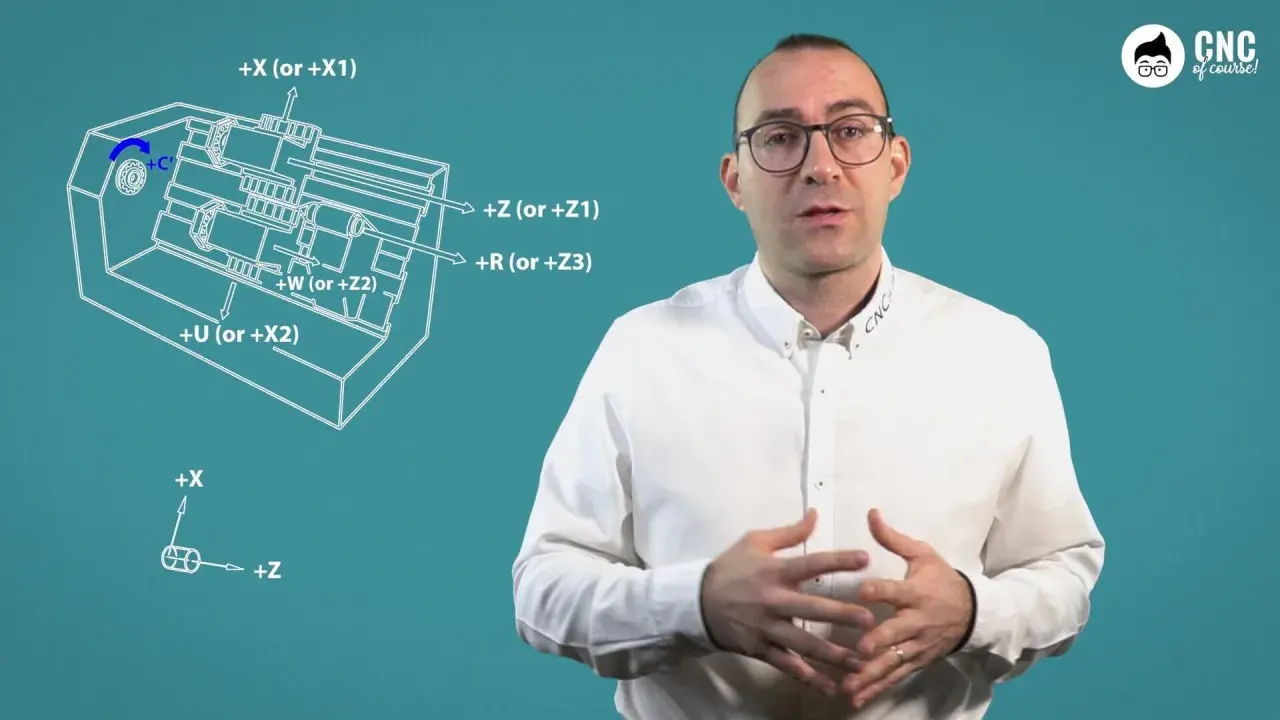
- X lavora in senso radiale, Z lungo l’asse del mandrino.
- Su molti torni l’asse X viene programmato in diametro, non in raggio.
- C serve a posizionare e controllare la rotazione del mandrino per indicizzazione e lavorazioni combinate.
- Y diventa utile quando servono fori laterali, tasche o fresature fuori asse.
- Il numero di assi non basta: contano anche rigidezza, utensili motorizzati, post-processor e qualità del set-up.
- Per pezzi solo torniti, una macchina più semplice è spesso la scelta più pulita e produttiva.
Come leggere i movimenti principali di un tornio CNC
La base è semplice: X è il movimento radiale, cioè verso il centro del pezzo o lontano da esso, mentre Z scorre lungo l’asse del mandrino. Sono i due assi che permettono la tornitura classica, le spianature frontali, le gole, le filettature longitudinali e quasi tutta la geometria “da tornio” che un’officina si aspetta da una macchina standard.
Il dettaglio che spesso crea più confusione è l’asse X: su moltissimi torni il valore viene programmato in diametro, non in raggio. In pratica, il numero che inserisci non coincide sempre con lo spostamento fisico reale del carro, e questo va tenuto presente quando controlli quote, offset e simulazioni.
| Asse | Movimento | A cosa serve davvero | Nota pratica |
|---|---|---|---|
| X | Radiale | Tornitura diametri, gole, avvicinamenti e allontanamenti dall’asse | Spesso programmato in diametro |
| Z | Longitudinale | Spallamenti, lunghezze, filetti, scanalature assiali | È l’asse più intuitivo da leggere in officina |
| C | Rotazione controllata del mandrino | Indicizzazione, forature in posizione, fresature coordinate | Non sostituisce automaticamente la fresatura |
| Y | Trasversale al piano X-Z | Fori fuori asse, tasche, fresature eccentriche | Non è presente su tutti i torni |
| B | Variabile secondo il costruttore | Su alcune macchine contropunta servo, su altre assi speciali o rotativi | Non va dato per scontato: cambia molto da marca a marca |
Questa distinzione è il punto di partenza giusto, perché ogni configurazione successiva non fa altro che aggiungere libertà di lavorazione. Ed è proprio qui che entrano in gioco C, Y e le varianti più evolute.
Cosa cambia quando entrano in gioco C, Y e il contromandrino
Quando un tornio passa dai due assi base a una configurazione più completa, il salto non è solo “più movimento”. Cambia il tipo di pezzo che puoi chiudere in un solo piazzamento, il modo in cui programmi e perfino il margine di errore che puoi permetterti in attrezzaggio.
L’asse C non è un terzo asse di tornitura
L’asse C permette di controllare la posizione angolare del mandrino. In pratica, il pezzo non gira più in modo libero come durante la tornitura tradizionale: lo puoi indicare in posizioni precise oppure coordinare con altri assi per lavorazioni come fori su flangia, poligonatura, impronte e fresature leggere. Il limite da ricordare è netto: il C da solo non trasforma il tornio in un centro di lavoro, perché per molte operazioni servono anche utensili motorizzati e una cinematica adatta.L’asse Y serve quando il foro non è in asse
Se devi fare un foro laterale, una cava decentrata o una piccola tasca fuori centro, l’asse Y cambia davvero il gioco. Senza Y, spesso sei costretto a riprendere il pezzo o a spostarlo su un’altra macchina; con Y, invece, puoi lavorare direttamente dal lato corretto e ridurre le manipolazioni. È una funzione molto utile nelle serie medio-piccole e nei componenti con più lavorazioni miste, ma aumenta la sensibilità del ciclo a collisioni, utensili troppo sporgenti e set-up imprecisi.
Leggi anche: Fresatrice 5 assi: 3+2 o simultanea? La guida che fa chiarezza
Il contromandrino riduce le seconde prese
Il secondo mandrino non è un asse geometrico come X o Z, ma cambia in modo radicale il flusso di lavoro: puoi trasferire il pezzo e lavorare la seconda faccia senza intervento manuale. Per chi produce componenti da entrambe le parti, questo significa meno prese, meno errori di riposizionamento e una catena produttiva più stabile. In alcune macchine il costruttore usa sigle diverse o associa funzioni specifiche a B e ad altri assi speciali, quindi qui conviene sempre leggere la logica della singola piattaforma, non affidarsi ai nomi in astratto.
In sintesi, C, Y e il contromandrino non servono a “fare più scena” nella scheda tecnica: servono quando il pezzo obbliga a lavorazioni fuori asse, su più facce o con orientamenti precisi. Da qui nasce la domanda più utile di tutte: quando basta una macchina semplice e quando conviene davvero salire di livello?Quando un tornio a 2 assi basta davvero e quando non basta più
Io parto quasi sempre dal pezzo, non dalla macchina. Se il componente è principalmente cilindrico, con torniture esterne, interne, qualche gola e forse una filettatura assiale, un tornio a 2 assi resta spesso la scelta migliore: è più rigido, più semplice da programmare e meno costoso da mantenere.
| Configurazione | Quando ha senso | Vantaggi | Limiti |
|---|---|---|---|
| 2 assi X-Z | Alberi, boccole, distanziali, manicotti, pezzi quasi solo torniti | Semplicità, rigidità, costi più contenuti | Servono riprese per fori laterali, impronte e lavorazioni eccentriche |
| 2 assi + C | Flange, fori indicizzati, incisioni, poligonature, fori su circonferenza | Più funzioni senza cambiare macchina | Non basta per tutte le fresature fuori asse |
| 2 assi + C + Y | Fori laterali, tasche, piccoli profili fresati, componenti “misti” | Riduce riprese e passaggi tra macchine | Più complessità, più attenzione a collisioni e utensili |
| Dual spindle o done-in-one avanzato | Pezzi da lavorare su entrambe le facce con cicli continui | Seconda presa automatizzata, tempi più stabili | Richiede coordinamento accurato e programmazione più matura |
La regola pratica che uso io è questa: se la geometria è semplice, non comprare complessità che poi ti rallenta. Se invece il pezzo richiede davvero una combinazione di tornitura, indicizzazione e fresatura, allora gli assi aggiuntivi smettono di essere un extra e diventano un mezzo per eliminare riprese, errori e tempi morti. E a quel punto il set-up diventa la parte decisiva.
Programmazione e set-up che evitano errori costosi
Un tornio multi-asse non perdona un set-up approssimativo. La macchina può anche essere ottima, ma se il riferimento pezzo è sbagliato, se l’utensile motorizzato non è allineato o se il post-processore non riflette la cinematica reale, il risultato peggiora in fretta.
- Definisci bene lo zero pezzo: il sistema di riferimento deve essere chiaro prima ancora di lanciare il ciclo. Zero macchina e zero pezzo non sono la stessa cosa.
- Controlla il modo in cui X viene gestito: su molte macchine lavora in diametro, quindi un errore di interpretazione genera quote fuori tolleranza già alla prima prova.
- Verifica l’orientamento del C: il mandrino deve essere nella posizione corretta prima di qualsiasi operazione che richieda indicizzazione o fresatura sincronizzata.
- Simula il percorso e fai un dry-run: sugli assi combinati, una collisione con portautensile o controtesta costa molto più di una prova in aria fatta con criterio.
- Allinea utensili, contropunta e eventuale secondo mandrino: nelle macchine più complesse, un errore piccolo di allineamento si amplifica velocemente sul pezzo finito.
Il punto non è solo “programmare bene”, ma programmare in funzione della macchina reale che hai davanti. Un buon ciclo su carta può fallire in officina se non considera gli offset, l’ingombro degli utensili e il comportamento dinamico del sistema. Da qui arrivano quasi tutti gli errori che vedo più spesso.
Gli errori che vedo più spesso in officina
Molti problemi non nascono dalla mancanza di capacità della macchina, ma da aspettative sbagliate su quello che un certo asse può fare.
- Confondere C con il mandrino di tornitura: l’asse C serve a controllare la posizione angolare, non a sostituire la rotazione libera del taglio tradizionale.
- Trattare Y come una scorciatoia: se il pezzo è attrezzato male, Y non corregge un errore di base, lo rende solo più costoso.
- Ignorare la differenza tra indicizzato e interpolato: indicizzato significa che il mandrino si posiziona su un angolo; interpolato significa che si muove in coordinazione con gli altri assi per generare una geometria continua.
- Sottovalutare la sporgenza utensile: quando aggiungi movimenti laterali, una sporgenza eccessiva aumenta vibrazioni, finitura peggiore e rischio collisioni.
- Non controllare la seconda presa: su macchine con contromandrino, il trasferimento pezzo va verificato con la stessa attenzione della prima lavorazione.
La maggior parte di questi errori si evita con una mentalità semplice: prima capisco cosa deve fare il pezzo, poi verifico se la macchina lo esegue con il minimo numero di passaggi possibili. È una logica molto più solida del “più assi = meglio”.
Tre controlli pratici prima di mandare il pezzo in produzione
Quando chiudo un ciclo per un tornio CNC, io faccio sempre tre verifiche rapide prima di autorizzare la produzione vera e propria.
- La lavorazione può stare in una sola presa? Se la risposta è sì, il ciclo è spesso più stabile e meno costoso di una soluzione spezzata su più macchine.
- Gli assi aggiuntivi servono davvero o stanno solo compensando un set-up debole? Se una lavorazione può essere semplificata senza perdere qualità, quasi sempre conviene.
- La macchina ha davvero la cinematica necessaria? C, Y, contromandrino e utensili motorizzati devono lavorare insieme, non in modo teorico ma reale, con tolleranze e ingombri già verificati.
Se queste tre domande hanno una risposta chiara, la scelta della macchina diventa molto più semplice. E, nella pratica, è proprio questo il vantaggio degli assi giusti: non fare più cose a caso, ma fare le cose importanti nel modo più pulito possibile.