
Una fresa a 5 assi non aggiunge solo movimento: cambia il modo in cui il pezzo viene orientato, l'utensile entra nel materiale e la macchina gestisce facce, sottosquadri e superfici complesse. In questo articolo spiego come funziona davvero una fresatrice a cinque assi, quando conviene lavorare in 3+2 e quando serve la simultanea, quali pezzi ne traggono il massimo vantaggio e quali limiti non vanno sottovalutati. Se lavori con macchine CNC o stai valutando un investimento, qui trovi una lettura pratica, non teorica.
I punti che contano davvero in una fresatrice a cinque assi
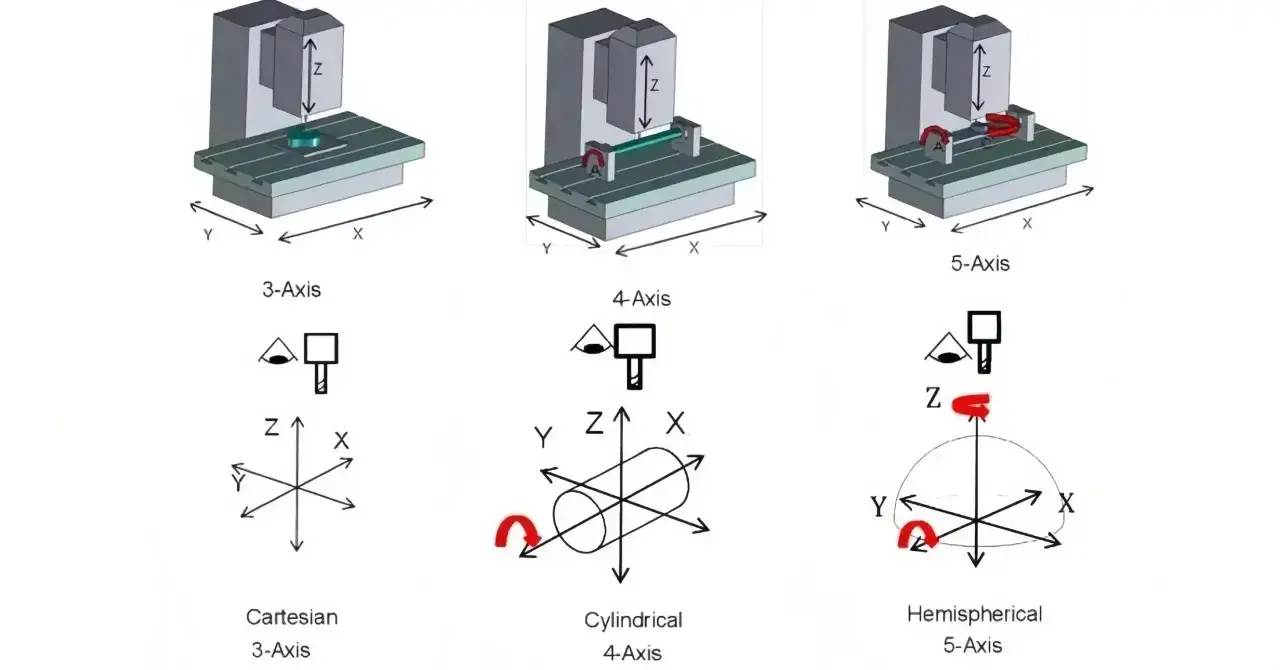
- I cinque assi combinano tre movimenti lineari e due rotativi per orientare meglio utensile e pezzo.
- La differenza decisiva è tra lavorazione 3+2 e lavorazione simultanea: non sono la stessa cosa.
- Il cinque assi rende più semplice chiudere più facce in un solo serraggio, riducendo riprese ed errori.
- Su geometrie complesse, sottosquadri, stampi e pale il vantaggio è concreto, non solo teorico.
- Il risultato dipende molto da staffaggio, CAM, simulazione e post-processor.
- La macchina giusta non è quella con più assi in assoluto, ma quella coerente con il pezzo che devi produrre.
Come lavora una fresatrice a cinque assi
Io la descrivo sempre così: una fresatrice a cinque assi sposta il punto di taglio nello spazio con tre assi lineari, X, Y e Z, e aggiunge due assi rotativi che inclinano o ruotano il pezzo, il mandrino o entrambi. Il risultato non è solo “più movimento”, ma più libertà di orientamento dell'utensile rispetto alla geometria del pezzo. È questo che permette di raggiungere superfici inclinate, pareti laterali, cavità profonde e sottosquadri con una logica molto più pulita rispetto a una macchina tradizionale a tre assi.
In pratica, il vantaggio maggiore non sta nel fare cose “più complicate” per forza, ma nel mettere l'utensile nella posizione migliore per tagliare. Un utensile più corto, meglio orientato e meno sporgente vibra meno, lascia spesso una finitura migliore e riduce il rischio di collisione. A livello di officina, questo significa meno compromessi sul serraggio e più controllo sulla traiettoria reale del taglio.
Assi lineari e assi rotativi
Gli assi lineari gestiscono la posizione; quelli rotativi gestiscono l'angolo di attacco. La nomenclatura varia a seconda della cinematica della macchina, ma il concetto resta lo stesso: i rotativi non aggiungono valore solo perché “muovono di più”, bensì perché consentono di avvicinare l'utensile alla normale della superficie da lavorare. Su superfici curve o su pezzi multi-faccia, questa differenza si sente subito.
Testa inclinabile o tavola roto-basculante
Le soluzioni più comuni sono due: testa inclinabile, tavola rotante-basculante, oppure combinazioni ibride. La scelta non è estetica e non è neutra. Una testa mobile favorisce spesso accessibilità e libertà di approccio, mentre una tavola roto-basculante può essere molto efficace su pezzi medio-piccoli, purché la portata e la rigidezza dell'attrezzaggio siano adeguate. Qui io guardo sempre prima il pezzo e poi la macchina, non il contrario.
Quando questo quadro è chiaro, il passaggio successivo è capire se stai parlando di semplice posizionamento o di vera lavorazione simultanea, perché lì cambia davvero il modo di programmare e produrre.
Perché 3+2 non è la stessa cosa del cinque assi simultaneo
La distinzione più importante, e quella che spesso crea confusione, è tra 3+2 e 5 assi simultanei. Nel primo caso la macchina orienta il pezzo con i due assi rotativi, poi esegue il taglio con i tre assi lineari. Nel secondo, invece, tutti gli assi possono muoversi durante il taglio. Io la leggo così: nel 3+2 “metti in posa” il pezzo; nel simultaneo, invece, la traiettoria stessa del taglio dipende anche dall'orientamento continuo.| Modalità | Cosa fanno gli assi | Quando conviene | Limiti tipici |
|---|---|---|---|
| 3+2, o posizionale | I rotativi orientano il pezzo, poi lavorano i tre assi lineari | Facce multiple, fori inclinati, tasche, lavorazioni ripetitive | Non segue una superficie in movimento continuo |
| 5 assi simultanei | Tutti gli assi possono muoversi insieme durante il taglio | Superfici libere, pale, stampi, raccordi continui, sottosquadri | Programmazione più complessa, più attenzione alle collisioni |
| 4+1 | Un asse rotativo si muove, l'altro resta bloccato | Lavorazioni ibride, orientamento utile ma senza contornatura continua | È un compromesso, non sfrutta tutta la cinematica |
Una volta chiarito questo punto, ha senso guardare ai pezzi e alle lavorazioni che beneficiano davvero di questa cinematica.
Quali lavorazioni rende possibili in officina
Il cinque assi dà il meglio quando il pezzo non è solo “difficile”, ma ha superfici o accessi che su tre assi costringerebbero a continui compromessi. Qui il vantaggio non è una moda tecnologica: è produttività, precisione e meno rischio di errore umano. Nella mia esperienza, le applicazioni più interessanti sono quelle in cui il pezzo cambia faccia, curvatura o angolo di lavorazione più volte nello stesso ciclo.
| Tipo di pezzo | Perché il cinque assi aiuta | Cosa si ottiene in pratica |
|---|---|---|
| Stampi e matrici | Superfici complesse e raccordi continui richiedono orientamento costante dell'utensile | Migliore finitura e meno riprese manuali |
| Pale, giranti e blisk | Le geometrie free-form impongono un controllo accurato dell'angolo di taglio | Accesso alle zone strette e finitura più uniforme |
| Componenti aerospace | Fori inclinati, tasche profonde e facce multiple richiedono orientamenti diversi | Più precisione tra le varie superfici di riferimento |
| Parti medicali e protesiche | Geometrie piccole, curve e tolleranze strette beneficiano di utensili più corti | Maggiore stabilità e migliore controllo del profilo |
| Corpi valvola, flange e carter | Molte facce lavorate nello stesso ciclo riducono gli attrezzaggi | Più coerenza dimensionale e tempi ciclo più brevi |
Non tutti questi pezzi richiedono per forza il simultaneo puro. Spesso il valore maggiore sta proprio nel combinare orientamento intelligente e lavorazioni 3+2 per chiudere più facce nello stesso serraggio. È una distinzione utile, perché evita di sovrastimare la tecnologia e ti porta a scegliere la modalità giusta per il risultato che vuoi ottenere.
A quel punto, però, emergono anche i limiti: il cinque assi aiuta molto, ma non perdona gli errori di processo.
Vantaggi concreti e limiti da conoscere prima di usarla
Qui conviene essere realistici. La fresatrice a cinque assi offre vantaggi importanti, ma non è una scorciatoia magica. Se l'attrezzaggio è debole, il modello CAD è ambiguo o il post-processor non è affidabile, la complessità aumenta invece di diminuire. Io lo considero un sistema ad alta resa, ma anche ad alta disciplina.
I vantaggi che noto più spesso
- Meno piazzamenti, quindi meno errori di riferimento e meno tempo perso in riattrezzaggio.
- Accesso migliore al pezzo, utile per sottosquadri, pareti inclinate e tasche profonde.
- Utensili più corti, con una migliore rigidità e meno vibrazioni.
- Finitura più omogenea, soprattutto su superfici curve e contorni continui.
- Maggiore coerenza tra facce diverse, perché il pezzo resta sotto controllo in un unico ciclo.
Leggi anche: Render AutoCAD - Guida per risultati tecnici e credibili
Le criticità che emergono quasi sempre
- Programmazione più complessa, perché il percorso utensile deve tenere conto della cinematica reale.
- Rischio collisioni più alto, soprattutto se la simulazione è superficiale o il post-processor è datato.
- Staffaggi più esigenti, perché la macchina sfrutta meglio la libertà di orientamento ma amplifica le debolezze meccaniche.
- Costi più alti su macchina, CAM, sonde, presetting e formazione dell'operatore.
- Maggiore sensibilità al processo, perché la qualità finale dipende molto da come imposti zero pezzo, utensile e strategia.
La lezione pratica è semplice: il cinque assi non corregge una cattiva preparazione, la rende solo più evidente. Per questo, prima di investire o di programmare un nuovo ciclo, conviene capire quale configurazione serve davvero al tuo pezzo e non fermarsi alla sigla commerciale della macchina.
Come scegliere la configurazione giusta per il tuo pezzo
Se dovessi fare una selezione ragionata, partirei da cinque domande: che geometria ha il pezzo, quante facce devo lavorare, quanto sono strette le tolleranze, quanto pesa il particolare e quanta ripetibilità mi serve. Da lì capisci subito se ti basta una macchina 3+2 oppure se il simultaneo vale davvero l'investimento. Il punto non è “avere più assi”, ma abbassare il numero di compromessi lungo il processo.
| Verifica | Se la risposta è questa | Allora di solito serve |
|---|---|---|
| Geometria del pezzo | Prevalentemente prismatico o multi-faccia | 3+2, spesso basta e avanza |
| Geometria del pezzo | Superfici curve, sottosquadri, profili continui | 5 assi simultanei |
| Tolleranza e riferimenti | Molti riferimenti diversi sulla stessa parte | Un setup unico o quasi unico |
| Peso e ingombro | Il pezzo è pesante o molto esteso | Controllo rigoroso di portata tavola e cinematica |
| Produzione | Piccoli lotti, prototipi, varianti frequenti | Una soluzione flessibile con buon CAM e probing |
| Automazione | Serve riuso rapido di attrezzaggio e programma | Controllo punto utensile, presetting e simulazione robusta |
Qui io guardo sempre anche al pacchetto software, non solo alla macchina. CAM, post-processor, controllo collisioni e TCPC fanno la differenza tra una macchina che “può fare tutto” e una macchina che produce davvero bene. Se il pezzo cambia spesso o se l'attrezzaggio non è sempre identico, queste funzioni diventano molto più importanti di quanto sembri a prima vista.
Quando questi elementi sono allineati, il cinque assi non è più una sigla da catalogo: diventa un metodo di lavoro affidabile e misurabile.
Il dettaglio che fa la differenza tra una buona macchina e un buon risultato
Se devo lasciare una regola pratica, è questa: la qualità del pezzo nasce prima ancora della prima passata. Prima di andare in produzione, io controllerei sempre tre cose: il serraggio deve essere rigido, la simulazione deve essere coerente con la cinematica reale e l'utensile deve essere il più corto possibile compatibilmente con accesso e finitura. Sembra banale, ma è qui che si perdono o si guadagnano ore di lavoro.
- Definisci bene il riferimento pezzo, perché un'origine gestita male si propaga su tutte le facce.
- Verifica il post-processor, soprattutto se la macchina ha una cinematica particolare.
- Simula le collisioni con utensile, portautensile, testa e staffaggi reali, non solo con il grezzo teorico.
- Usa il probing quando il processo lo consente, perché riduce tempi morti e errori di riallineamento.
- Non forzare la complessità: se il pezzo si fa bene in 3+2, spesso conviene restare lì.
Se questi punti sono solidi, la fresatrice a cinque assi smette di essere un “di più” e diventa un vantaggio produttivo vero: meno riprese, più coerenza geometrica e più libertà sulle forme. È questo, alla fine, il motivo per cui il cinque assi conta davvero in meccanica di precisione.