Le differenze tra tornitura e fresatura contano molto più di quanto sembri quando devi scegliere una strategia di lavorazione, stimare il tempo ciclo o decidere se una macchina CNC basta da sola. Qui chiarisco in modo pratico come cambiano geometrie, utensili, risultati e limiti delle due lavorazioni, con un taglio pensato per chi vuole capire cosa conviene davvero in officina. Se il tuo obiettivo è lavorare pezzi precisi senza sprecare passaggi e attrezzaggi, questo è il punto giusto da cui partire.
In breve, la scelta giusta dipende dalla geometria del pezzo e dal numero di piazzamenti
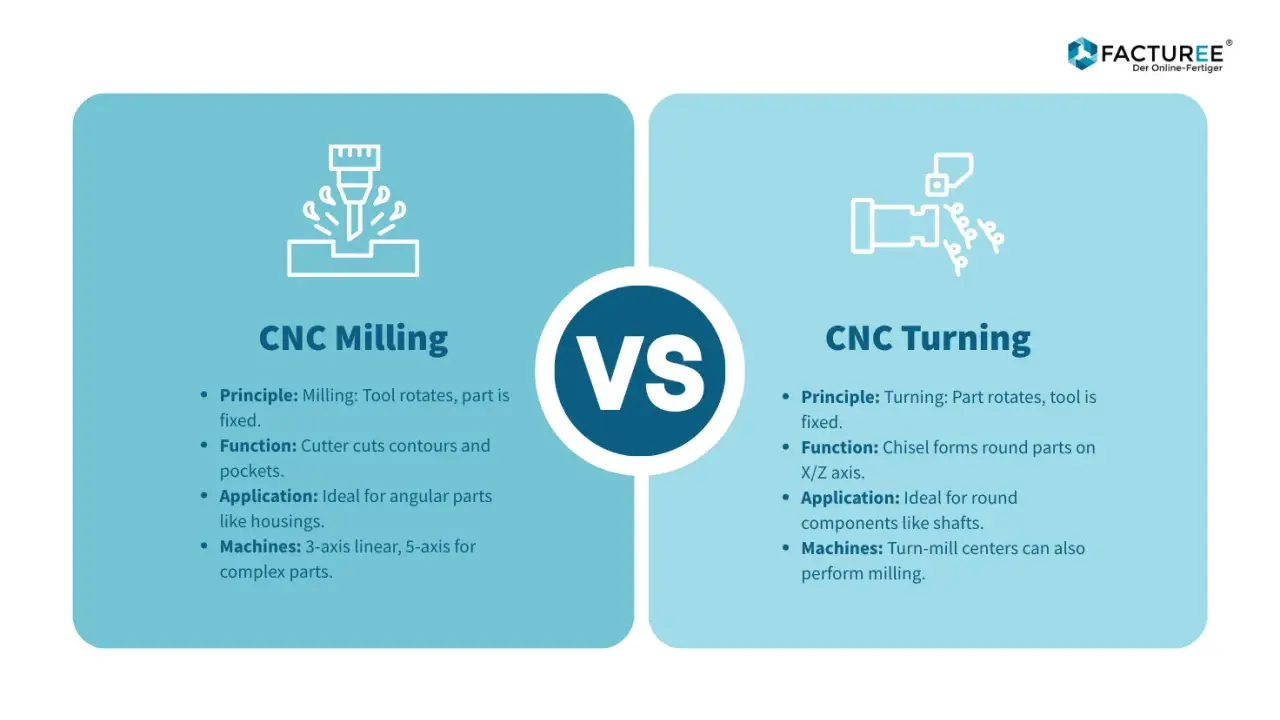
- Nella tornitura ruota il pezzo, mentre l’utensile avanza lungo il profilo: è la soluzione naturale per componenti di rivoluzione.
- Nella fresatura ruota l’utensile e il pezzo resta fermo o indicizzato: funziona meglio su piani, tasche, cave e forme prismatiche.
- Le macchine CNC moderne stanno avvicinando i due mondi, ma non li rendono identici.
- La scelta corretta si vede soprattutto da stabilità, accessibilità dell’utensile, evacuazione del truciolo e numero di setup.
- Il processo più versatile non è sempre quello più economico: spesso vince quello che riduce riprese ed errori.
Come cambia il taglio tra tornio e fresa
La prima differenza è meccanica, non teorica. In tornitura il moto principale è del pezzo: l’utensile resta sostanzialmente fermo nella sua logica di taglio e lavora su diametri, spallamenti, gole e superfici cilindriche. Io la considero la lavorazione più naturale quando il componente “nasce” attorno a un asse. In fresatura, invece, è la fresa a ruotare e a intercettare il materiale con taglio intermittente, cioè a entrate e uscite successive dei taglienti. Questo dettaglio cambia parecchio il comportamento del truciolo, le vibrazioni e la finitura ottenibile.
Il risultato pratico è semplice: la tornitura tende a essere molto efficiente su forme assiali e continue, mentre la fresatura diventa più adatta quando la geometria richiede superfici piane, tasche, contorni complessi o lavorazioni fuori asse. Qui sotto la differenza si vede bene anche senza entrare troppo nella teoria.
| Aspetto | Tornitura | Fresatura | Effetto pratico |
|---|---|---|---|
| Moto principale | Ruota il pezzo | Ruota l’utensile | Cambia il modo in cui si formano truciolo e superficie |
| Geometrie più naturali | Diametri, spallamenti, conicità, gole | Piani, tasche, cave, profili 3D | Ogni processo ha forme “native” più efficienti |
| Contatto di taglio | Più continuo | Intermittente | La fresatura è più sensibile a vibrazioni e scelta utensile |
| Gestione del truciolo | Spesso più semplice su pezzi di rotazione | Più critica in tasche e cavità profonde | Il refrigerante e l’evacuazione truciolo diventano decisivi |
Questa distinzione sembra banale finché non devi scegliere il ciclo reale. Ed è proprio lì che la geometria del pezzo inizia a contare più del nome della macchina.
Su quali pezzi vince ciascun processo
Se un componente è dominato da un asse centrale, io parto quasi sempre dalla tornitura. Alberi, perni, boccole, flange, distanziali, ghiere e sedi circolari sono i casi più chiari: il pezzo si presta a un’impostazione semplice, stabile e rapida. Quando invece la parte funzionale è fatta di piani, tasche, asole, cave per chiavette, fori fuori asse o superfici sagomate, la fresatura diventa la scelta più logica.
La differenza non sta solo nella forma visibile, ma anche nel modo in cui il pezzo deve essere bloccato e riposizionato. Un albero con fori radiali e una sede per linguetta può richiedere sia tornitura sia fresatura; una piastra con molte tasche, invece, raramente giustifica una strategia centrata sulla tornitura. In officina, io cerco sempre di capire qual è la geometria dominante prima di parlare di macchina.
| Tipo di pezzo | Processo più adatto | Perché funziona meglio |
|---|---|---|
| Alberi e perni | Tornitura | Superfici assiali continue, alta ripetibilità e tempi contenuti |
| Boccole e ghiere | Tornitura | Diametri interni ed esterni si lavorano con una logica molto lineare |
| Flange con fori e tasche | Fresatura | Serve libertà sui piani e sugli assi ortogonali |
| Carter, supporti, corpi valvola | Fresatura o combinazione | La forma è più prismatica e spesso richiede molte direzioni di accesso |
| Pezzi misti con asse e dettagli laterali | Processo ibrido | Conviene unire le lavorazioni per ridurre riprese e errori di allineamento |
Quando il pezzo non appartiene chiaramente a una sola famiglia, la domanda vera non è “quale lavorazione è migliore?”, ma “quante volte devo fermare il pezzo per completarlo?”. Da qui si entra nel mondo delle CNC moderne.
Cosa cambia sulle macchine CNC moderne
Le macchine CNC hanno ridotto molto la distanza tra i due processi. Un centro di tornitura con utensili motorizzati può eseguire forature, piccoli profili fresati e anche lavorazioni laterali, soprattutto se dispone di asse C, cioè la rotazione controllata del mandrino. Se entra in gioco anche l’asse Y, l’utensile può lavorare fuori asse e aprire la porta a tasche, cave e fori non centrati. In pratica, un tornio ben equipaggiato non si limita più alla sola tornitura classica.
Qui però metto un limite netto: la versatilità non sostituisce sempre l’efficienza. Un centro di lavoro resta spesso più adatto quando il pezzo è prevalentemente prismático, mentre il tornio vince ancora sui componenti assiali per rigidità e semplicità di taglio. La scelta migliore dipende anche dalla qualità del sistema utensile, dal bloccaggio e dalla gestione termica. In molte macchine moderne, per esempio, il refrigerante ad alta pressione arriva a 70-100 bar: un dato che fa la differenza su trucioli lunghi, materiali tenaci e fori profondi.In applicazioni avanzate cambia persino il regime di taglio: con utensili in ceramica, la tornitura e la fresatura non lavorano con gli stessi range di velocità, e questo obbliga a ragionare per materiale, non per abitudine. Io considero questo un punto centrale: la macchina può fare molto, ma solo se la strategia è coerente con utensile, materiale e dissipazione del calore.
Capire cosa può fare una CNC è utile, ma lo è ancora di più capire quando una lavorazione ibrida davvero migliora il risultato e quando invece complica soltanto il ciclo.
Le macchine ibride hanno cambiato il confine tra i due processi
La vera svolta non è stata “fare tutto con una macchina sola”, ma ridurre i piazzamenti. Un centro multitasking ben impostato permette di tornire il grezzo, poi fresare dettagli laterali, eseguire forature radiali, fare filettature e chiudere il pezzo senza rimuoverlo dal riferimento principale. Questo abbassa il rischio di errore di allineamento e migliora la coerenza dimensionale tra una fase e l’altra.
Detto in modo molto pratico, io vedo il vantaggio maggiore quando il pezzo ha superfici di rotazione e dettagli secondari non assiali. Un esempio tipico è un albero con sedi fresate, fori trasversali o cave funzionali; un altro è una flangia con diametri torniti e tasche laterali. In questi casi l’ibrido funziona perché il pezzo resta nel suo sistema di riferimento fino alla fine.
Il rovescio della medaglia è altrettanto reale: programmazione più lunga, utensili più vari, verifica collisioni più delicata e, spesso, investimento iniziale superiore. Se devi produrre pezzi semplici e ripetitivi, una macchina dedicata resta spesso la scelta più razionale. Il multitasking ha senso quando il guadagno sui setup supera il costo della complessità.
Gli errori che fanno perdere precisione e margine
Il primo errore è scegliere la fresatura per pezzi che avrebbero una logica di tornitura più pulita. Succede più spesso di quanto sembri, soprattutto quando si vuole concentrare tutto su un solo centro di lavoro “per comodità”. Il risultato è spesso un numero maggiore di serraggi, meno rigidità e più tempo perso.
Il secondo errore è sottovalutare la stabilità del pezzo. Un pezzo lungo e snello, se viene lavorato senza un appoggio corretto, tende a vibrare. Le vibrazioni, in gergo, sono il chatter: una risonanza che rovina finitura, tolleranza e durata utensile. La fresatura ne soffre molto quando l’utensile sporge troppo; la tornitura, invece, può soffrirne nelle sporgenze lunghe o nei diametri piccoli.
- Non pianificare abbastanza bene il bloccaggio e l’appoggio del pezzo.
- Confondere finitura superficiale e precisione dimensionale: non sono la stessa cosa.
- Ignorare l’evacuazione del truciolo nelle tasche profonde o nei fori lunghi.
- Sovrastimare il vantaggio di una macchina “più completa” rispetto a un ciclo più semplice.
- Non verificare l’accessibilità utensile prima di scrivere il programma.
Io vedo spesso anche un errore concettuale: credere che la scelta del processo sia secondaria rispetto ai parametri di taglio. In realtà, la strategia viene prima. Se il processo è sbagliato, anche il miglior utensile lavora male.
Come scegliere il processo giusto senza allungare il ciclo
Quando devo prendere una decisione rapida, seguo una sequenza molto semplice. Prima guardo la geometria dominante del pezzo; poi conto i setup necessari; infine verifico accesso utensile, rigidità e gestione del truciolo. Solo dopo passo ai dettagli di finitura, utensile e refrigerazione. Questo ordine evita molte scelte “eleganti ma costose”.
- Identifica la forma prevalente del pezzo: assiale o prismatica.
- Conta quante riprese servono per completarlo con un solo sistema di riferimento.
- Verifica se i dettagli critici sono interni, laterali o fuori asse.
- Controlla se il truciolo può uscire facilmente o se rischia di accumularsi.
- Stabilisci se la precisione richiesta giustifica una macchina multitasking.
Questo metodo funziona bene perché mette al centro il ciclo reale, non l’idea astratta di versatilità. Se un pezzo richiede molte superfici secondarie, la fresatura o un centro combinato può ridurre il numero di lavorazioni esterne. Se invece il pezzo è semplice ma richiede una tolleranza stretta su un diametro, il tornio resta quasi sempre più diretto.
Quando il centro multitasking fa davvero la differenza
Il centro multitasking vale l’investimento quando il pezzo ha una doppia natura: rotazionale e laterale. In questi casi il vantaggio non è solo tecnico, ma anche organizzativo. Meno passaggi significano meno probabilità di errore, meno tempo di attesa tra le operazioni e una qualità più uniforme. È qui che la combinazione tra tornitura, fresatura e foratura diventa davvero interessante.
Io lo consiglio soprattutto per lotti medi, componenti complessi e pezzi che hanno un costo alto di ripresa manuale. Se invece il lavoro è molto ripetitivo o molto semplice, la macchina dedicata spesso resta la soluzione più lucida. In altre parole, non cerco mai la macchina “più forte” in assoluto: cerco quella che produce il pezzo con il minor numero di compromessi.
La lezione pratica è questa: tra tornitura, fresatura e le soluzioni ibride non esiste un vincitore universale. Esiste il processo più coerente con la geometria, la tolleranza, il materiale e l’organizzazione dell’officina. Quando questi quattro fattori sono allineati, la CNC smette di essere solo una macchina e diventa un vero sistema produttivo.