L’acciaio al carbonio resta uno dei materiali più pratici quando servono equilibrio tra costo, resistenza e lavorabilità. La sua utilità cambia molto in base al contenuto di carbonio: con pochi decimi di punto percentuale si passa da un materiale facile da formare a uno adatto a parti soggette a usura, molle e trattamenti termici più spinti. Qui trovi una lettura concreta: cos’è davvero questo materiale, come si distingue nelle sue famiglie, come si comporta in officina e quando conviene preferirlo ad altre leghe metalliche.
I punti da tenere a mente prima di scegliere l’acciaio giusto
- Più carbonio significa in genere più durezza e resistenza, ma anche meno duttilità e saldabilità.
- Le tre famiglie operative sono basso, medio e alto tenore di carbonio, con comportamenti molto diversi in lavorazione.
- Per pezzi saldati o formati a freddo conviene quasi sempre partire da un basso tenore di carbonio.
- Per alberi, perni, ingranaggi e componenti meccanici, il medio tenore è spesso il compromesso più sensato.
- Se servono usura o durezza elevata, è utile valutare trattamento termico, tempra o cementazione, non solo il grado base.
- In ambiente corrosivo o con forte riduzione di peso, l’acciaio al carbonio non è sempre la scelta migliore.
Che cos’è davvero l’acciaio al carbonio
Quando parlo di acciaio al carbonio, parlo di una lega composta soprattutto da ferro e carbonio, con piccole quantità di altri elementi che servono più a regolare il comportamento del materiale che a trasformarlo in una lega complessa. Il carbonio è il fattore che sposta l’equilibrio tra morbidezza, resistenza, durezza e fragilità. In pratica, più carbonio introduco, più il materiale può diventare duro dopo trattamento, ma meno tollera deformazioni e saldature improvvisate.
Per chi lavora in meccanica di precisione, questa famiglia è interessante perché non offre un solo profilo di comportamento: offre un ventaglio. Io la considero una base di progetto molto onesta, perché la relazione tra composizione e risposta del materiale è leggibile. La densità resta intorno a 7,85 g/cm³ e il modulo elastico è vicino a 210 GPa, quindi la rigidità di fondo è alta e stabile; ciò che cambia davvero è la risposta alla lavorazione, alla tempra e all’ambiente d’uso. Ed è proprio qui che conviene distinguere bene le famiglie principali.
In altre parole, non si sceglie “l’acciaio” in astratto: si sceglie il contenuto di carbonio giusto per il pezzo che si vuole ottenere. Da qui conviene passare alla classificazione pratica.
Le famiglie principali e come cambia il comportamento
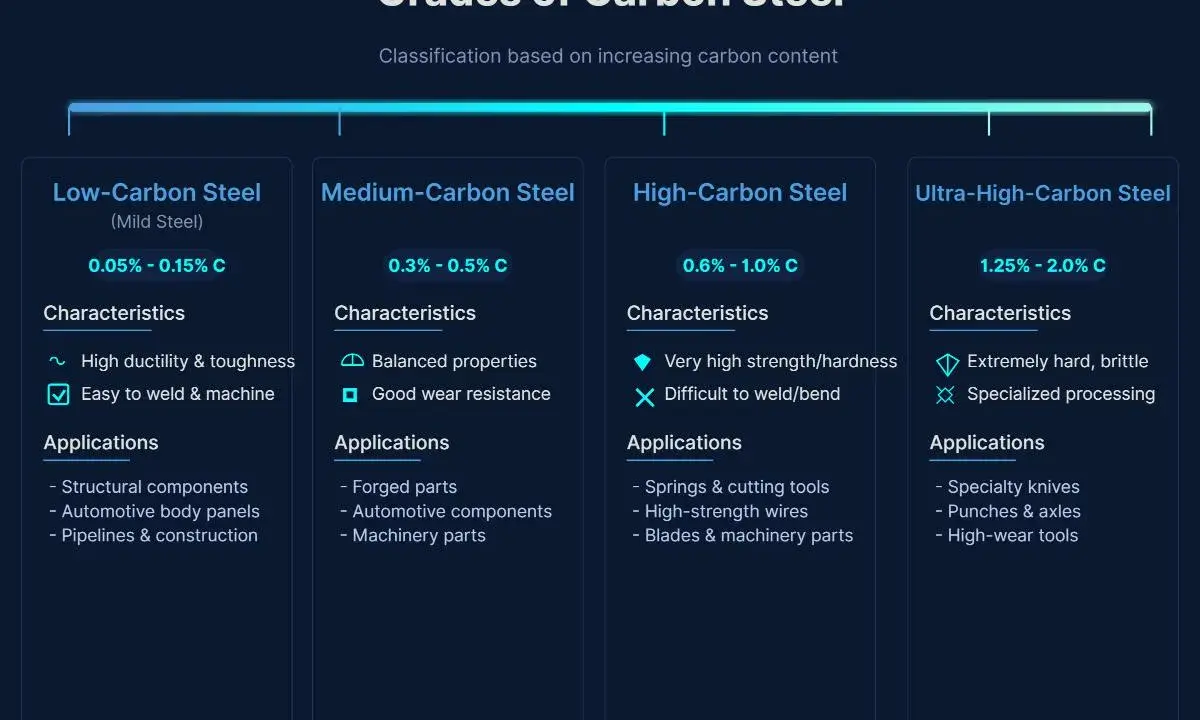
La divisione più utile, in officina e in progettazione, è quella per tenore di carbonio. I limiti possono variare leggermente da standard a standard, ma la logica resta la stessa: il materiale cambia profondamente già con variazioni piccole, spesso dell’ordine di pochi centesimi di punto percentuale.
| Famiglia | Carbonio indicativo | Comportamento tipico | Impieghi ricorrenti |
|---|---|---|---|
| Basso tenore | 0,05% - 0,25% | Molto formabile, facile da saldare, resistenza moderata | Lamierati, staffe, telai, carpenteria leggera, pezzi imbutiti |
| Medio tenore | 0,25% - 0,60% | Buon compromesso tra resistenza, lavorabilità e risposta ai trattamenti | Alberi, perni, ingranaggi, organi meccanici, componenti torniti |
| Alto tenore | 0,60% - 1,50% | Più duro e resistente all’usura, ma meno duttile e più delicato in saldatura | Molle, lame, utensili, elementi soggetti a usura o elasticità elevata |
Il punto più importante è questo: il materiale non diventa “migliore” salendo di carbonio, diventa semplicemente più adatto ad altri compiti. Un basso tenore è perfetto quando devo piegare, saldare o stampare; un medio tenore ha senso quando cerco robustezza meccanica; un alto tenore entra in gioco quando la durezza superficiale o la capacità di mantenere il filo contano più della facilità di lavorazione. Questa distinzione è la base per leggere anche le sigle commerciali più comuni.
Le sigle più comuni che incontri in Italia e in Europa
Nel lavoro reale non si parla solo di categorie, ma di sigle. In Europa capita spesso di incontrare designazioni EN come C15, C45 o C60; nei cataloghi internazionali, invece, compaiono spesso codici AISI/SAE come 1018, 1045 e 1095. Sapere cosa c’è dietro la sigla evita errori costosi, soprattutto quando si sostituisce un materiale già collaudato.
| Sigla | Indicazione pratica | Comportamento utile | Uso tipico |
|---|---|---|---|
| C15 / 1015-1018 | Basso tenore di carbonio | Facile da deformare, saldare e lavorare | Parti saldate, minuteria, componenti da imbutitura o piega |
| C35 / C40 / 1035-1040 | Zona intermedia | Buon compromesso tra robustezza e lavorabilità | Perni, bielle, alberi leggeri, componenti meccanici generici |
| C45 / 1045 | Medio tenore molto diffuso | Risposta migliore a tempra e rinvenimento | Alberi, ingranaggi, organi di trasmissione, componenti torniti |
| C60 / 1070-1095 | Alto tenore di carbonio | Alta durezza potenziale, minore duttilità | Molle, lame, utensili manuali, parti soggette a usura |
Io consiglio sempre di leggere la sigla insieme al processo previsto. Un C45 non è “sempre” migliore di un C15: lo è se il pezzo deve reggere carico e lavorare bene dopo un trattamento termico; non lo è se devo saldare una struttura sottile e voglio ridurre al minimo distorsioni e cricche. Con la sigla in mano, il passo successivo è capire come si comporta davvero in officina.
Come si lavora in officina senza perdere precisione
Dal punto di vista della lavorazione, l’acciaio al carbonio è una famiglia abbastanza prevedibile, ma non uniforme. Il basso tenore si lascia tagliare e deformare con relativa facilità; il medio tenore rappresenta spesso il compromesso migliore per tornitura e fresatura; l’alto tenore richiede invece più attenzione su utensili, velocità e raffreddamento, perché l’usura cresce e il margine di errore si restringe.
Se devo essere pratico, i casi in cui l’acciaio al carbonio dà il meglio sono questi:
- Tornitura e fresatura di precisione, quando serve una risposta stabile e costi ragionevoli.
- Foratura e maschiatura, soprattutto su gradi medi, con utensili ben affilati e lubrificazione corretta.
- Piegatura e formatura, dove il basso tenore riduce il rischio di criccature e ritorno elastico eccessivo.
- Parti da temprare, quando il pezzo deve arrivare alla geometria finale con una certa sovrametallizzazione.
Ci sono però tre errori che vedo ripetersi spesso. Il primo è usare la stessa strategia di taglio per tutti i gradi, come se il carbonio non contasse. Il secondo è sottovalutare gli effetti della geometria: un pezzo sottile si deforma molto più facilmente di un pieno massiccio, anche con lo stesso acciaio. Il terzo è pensare che una buona lavorabilità equivalga a bassa qualità: in realtà, per certi componenti, la facilità di asportazione truciolo è un vantaggio decisivo, perché consente di contenere tempi, usura utensile e finitura finale. Da qui il tema si sposta in modo naturale su saldatura e trattamenti termici.
Saldatura e trattamenti termici senza errori inutili
La saldabilità dell’acciaio al carbonio diminuisce con l’aumentare del carbonio. È una regola semplice, ma non banale. Per rendere il ragionamento più chiaro, io guardo sempre il carbon equivalent, cioè un indice che riassume l’effetto combinato di carbonio e altri elementi sulla saldabilità: più sale, più aumenta il rischio di cricche e più diventa importante controllare pre-riscaldo, apporto termico e raffreddamento.
In linea pratica, il basso tenore di carbonio si salda bene con i processi comuni; il medio tenore richiede più disciplina, spesso con pre-riscaldo e consumabili a basso idrogeno; l’alto tenore diventa critico e va affrontato solo con un procedimento ben definito. Il rischio non è solo la cricca visibile: è anche la zona termicamente alterata, cioè quella fascia intorno al cordone in cui la microstruttura cambia e il pezzo può perdere tenacità proprio dove dovrebbe restare affidabile.
Per i trattamenti termici, invece, le opzioni più utili sono quattro:
- Ricottura, per ammorbidire il materiale e migliorare la lavorabilità.
- Normalizzazione, per affinare la grana e rendere il comportamento più uniforme.
- Tempra e rinvenimento, quando servono durezza e resistenza meccanica controllata.
- Cementazione, utile quando si vuole un cuore tenace e una superficie dura, soprattutto su bassi tenori di carbonio.
La cementazione è particolarmente interessante in meccanica di precisione, perché permette di non inseguire una durezza alta in tutta la sezione. Io la considero spesso una soluzione più intelligente della semplice scelta di un grado molto ricco di carbonio: la superficie lavora dura, il nucleo resta più duttile, e il componente regge meglio urti e fatica. A questo punto vale la pena confrontare l’acciaio al carbonio con le alternative più frequenti.
Quando conviene rispetto a inox, leghe speciali e alluminio
La scelta non si gioca solo sulla resistenza. Io la leggo sempre come un equilibrio fra costo, ambiente d’uso, peso, lavorabilità e disponibilità del materiale. L’acciaio al carbonio è spesso la risposta più razionale, ma non sempre la più adatta.
| Materiale | Punti forti | Limiti | Quando lo preferisco |
|---|---|---|---|
| Acciaio al carbonio | Costo contenuto, ampia disponibilità, buona lavorabilità | Protezione anticorrosione quasi sempre necessaria | Componenti meccanici generici, telai, organi di trasmissione, parti da trattare |
| Acciaio inox | Ottima resistenza alla corrosione | Costi più alti, lavorazione talvolta più impegnativa | Ambienti umidi, chimici o alimentari, dove la protezione superficiale non basta |
| Acciai basso legati | Più resistenza e temprabilità rispetto al carbonio semplice | Maggiore complessità e costo | Quando servono prestazioni meccaniche superiori senza passare all’inox |
| Alluminio | Leggerezza e buona resistenza alla corrosione atmosferica | Modulo elastico molto più basso, comportamento diverso sotto carico | Quando il peso è decisivo e la rigidità richiesta è compatibile |
Il punto critico è che l’acciaio al carbonio non perdona l’errore sul contesto. In ambiente secco e con protezione superficiale è eccellente; in ambiente umido, salino o aggressivo richiede verniciatura, zincatura, oliatura o un trattamento adeguato. L’inox, invece, costa di più ma riduce la dipendenza dalla manutenzione. L’alluminio alleggerisce, ma non sostituisce l’acciaio ovunque, perché la rigidità e il comportamento a fatica cambiano molto. Da questa comparazione nasce la domanda più utile di tutte: come scegliere il grado giusto per un pezzo specifico?
I criteri pratici che uso per scegliere il grado giusto
Quando devo orientarmi, io parto da cinque domande semplici. Se rispondo bene a queste, la scelta del materiale smette di essere teorica e diventa molto più rapida.
- Il pezzo sarà saldato? Se sì, tendo a stare su un basso tenore di carbonio o su soluzioni che riducano il rischio di cricche.
- Il pezzo dovrà essere tornito, filettato o fresato con precisione? In molti casi il medio tenore offre il miglior compromesso tra taglio, stabilità e resistenza finale.
- Serve resistenza all’usura o durezza superficiale? Allora valuto alto tenore, tempra o cementazione, invece di forzare un materiale troppo tenero.
- Il componente lavora in corrosione o con poca manutenzione? In questo caso l’acciaio al carbonio da solo non basta quasi mai.
- Conta molto il peso? Se la risposta è sì, l’acciaio al carbonio potrebbe non essere il candidato migliore, anche se è il più comodo da produrre.
Per fare esempi concreti: per una staffa saldata io partirei quasi sempre da un basso tenore; per un albero tornito o un perno guarderei con attenzione il medio tenore; per una molla o una lama salirei verso gradi più ricchi di carbonio o verso una soluzione trattata in modo specifico. Il messaggio è semplice: non esiste l’acciaio “giusto” in assoluto, esiste il grado giusto per il ciclo di vita del pezzo. Da qui si arriva facilmente agli ultimi dettagli che fanno davvero la differenza in officina.
Le scelte che evitano gli errori più costosi
Se devo riassumere l’esperienza sul campo in poche regole, direi questo: non separare mai materiale, processo e ambiente d’uso. Un buon acciaio scelto male si comporta peggio di un acciaio medio scelto bene. E spesso il problema non è il grado, ma il fatto che nessuno ha definito con precisione cosa debba fare il pezzo una volta montato.
- Per parti saldate e formate, privilegio il basso tenore di carbonio.
- Per organi meccanici standard, considero il medio tenore il punto di partenza più equilibrato.
- Per usura, elasticità e superfici dure, penso subito a trattamento termico o cementazione.
- Per corrosione, non mi affido alla sola composizione: aggiungo una protezione o cambio materiale.
Se lavori su componenti di meccanica di precisione, questa famiglia di materiali resta una scelta molto solida proprio perché è prevedibile, disponibile e facilmente trasformabile. La sua forza non sta nell’essere il materiale più “avanzato”, ma nell’offrire una combinazione concreta di costi, prestazioni e opzioni di trattamento che continua a funzionare bene quando il progetto è definito con criterio. Quando metto insieme composizione, lavorazione e finitura finale, l’acciaio al carbonio resta uno dei materiali più razionali da usare davvero.