Capire perché l’elettrodo si attacca al pezzo è utile perché, nella maggior parte dei casi, il difetto non dipende da un solo errore ma da una combinazione di corrente, lunghezza d’arco, stato del consumabile e regolazioni della macchina. Nella saldatura MMA a elettrodo rivestito bastano pochi dettagli fuori posto per rendere l’innesco nervoso e il cordone poco controllabile. In questo articolo analizzo le cause tecniche più frequenti e ti mostro le correzioni pratiche che in officina fanno davvero la differenza.
Le cause da controllare subito quando l’elettrodo si incolla
- La causa più comune è un amperaggio troppo basso rispetto al diametro e al tipo di elettrodo.
- Un arco troppo corto fa crollare la tensione e facilita l’incollaggio alla vasca di fusione.
- Elettrodi umidi, rivestimento danneggiato o conservazione scorretta peggiorano l’innesco.
- Polarità errata, massa debole e cavi lunghi introducono instabilità e cadute di tensione.
- Hot Start e Arc Force aiutano molto, ma non compensano una taratura sbagliata.
- Se la tecnica è corretta e il problema resta, il limite può essere nella macchina o nell’alimentazione.
La corrente troppo bassa è la prima cosa che controllo
Quando l’amperaggio è insufficiente, l’arco fatica a stabilizzarsi e la punta dell’elettrodo resta troppo fredda rispetto al bagno di fusione. Il risultato è tipico: innesco incerto, arco che si spegne, bacchetta che si salda al pezzo al primo contatto o subito dopo. Io parto sempre da qui perché è la causa più frequente e, soprattutto, la più semplice da correggere.
Come riferimento iniziale, questi valori sono utili per orientarsi, ma vanno sempre confrontati con la scheda del produttore e con il tipo di giunto:
| Diametro elettrodo | Corrente indicativa | Se scendo troppo |
|---|---|---|
| 2,0 mm | 40-70 A | Innesco debole e arco che si spegne |
| 2,5 mm | 60-95 A | Elettrodo “appiccicoso” e bagno freddo |
| 3,2 mm | 90-130 A | Fusione lenta e tendenza a incollarsi |
| 4,0 mm | 130-180 A | Arco instabile se il generatore è sottodimensionato |
Se devo fare una correzione rapida, aumento la corrente a piccoli passi, spesso di 5-10 A per volta, finché l’arco diventa più pulito senza trasformarsi in uno spruzzo eccessivo. Se la corrente è già nel range giusto e il problema resta, il passo successivo è guardare l’arco, non la bacchetta.
Come distinguere un problema di corrente da uno di tecnica
Un elettrodo che si incolla non significa sempre che stai usando il valore sbagliato: a volte il problema nasce dal modo in cui l’arco viene mantenuto. Un arco troppo corto abbassa la tensione, fa perdere stabilità al bagno e porta la punta dell’elettrodo a “freddarsi” sul pezzo. In pratica, l’arco non respira più e la bacchetta tende a saldarsi al metallo.
| Sintomo | Causa probabile | Correzione rapida |
|---|---|---|
| Si incolla appena innesco | Amperaggio basso, Hot Start assente, elettrodo umido | Alza 5-10 A, verifica l’innesco e sostituisci l’elettrodo se è stato esposto all’umidità |
| Si incolla durante il cordone | Arco troppo corto o avanzamento troppo lento | Allunga leggermente l’arco e aumenta la velocità di avanzamento |
| Succede solo in verticale o sopratesta | Angolo errato o Arc Force insufficiente | Riduci l’inclinazione e aumenta con criterio il sostegno dell’arco |
| Succede dopo alcuni minuti di lavoro | Massa scarsa, cavi caldi o protezione termica in arrivo | Pulisci i contatti e controlla il ciclo di lavoro della saldatrice |
Come regola pratica, tengo la lunghezza d’arco vicina al diametro del nucleo dell’elettrodo, quindi in molti casi parlo di pochi millimetri, non di centimetri. Se “appoggio” troppo la punta nel bagno, la saldatura perde elasticità e l’elettrodo si blocca quasi subito. A quel punto conviene guardare il consumabile come un componente tecnico, non solo come una bacchetta da consumare.
Elettrodo, rivestimento e conservazione fanno una differenza reale
Non tutti gli elettrodi si comportano allo stesso modo. I rutile sono più facili da accendere e in genere perdonano di più, i basici sono più sensibili allo stato di conservazione, i cellulosici richiedono un arco vivo e una macchina abbastanza pronta. Se mescoli tipo di elettrodo, polarità e amperaggio senza criterio, l’incollaggio diventa quasi inevitabile.
| Tipo di elettrodo | Comportamento | Rischio di incollaggio | Nota pratica |
|---|---|---|---|
| Rutile | Innesco facile, arco abbastanza morbido | Medio-basso | Buona scelta quando serve semplicità e regolarità |
| Basico | Più tecnico, più sensibile all’umidità e alla taratura | Medio-alto se è mal conservato | Va tenuto asciutto e usato con corrente ben centrata |
| Cellulosico | Arco reattivo e penetrante, meno permissivo | Alto se la macchina è debole o la mano è incerta | Richiede controllo e una sorgente adatta |
Il tema dell’umidità è concreto: un elettrodo lasciato esposto in officina assorbe acqua dall’ambiente e perde regolarità. Questo vale soprattutto per i basici, ma anche un rivestimento solo leggermente danneggiato o sfarinato peggiora l’innesco. Se vedo che la punta si rovina in fretta o che il rivestimento si scheggia, preferisco non insistere: costa meno cambiare consumabile che inseguire un arco instabile per mezz’ora.
Quando il consumabile è in ordine, il fattore decisivo diventa la macchina. Ed è qui che entrano in gioco regolazioni che spesso si sottovalutano.
Le impostazioni della saldatrice che aiutano davvero
Su molte inverter moderne ho a disposizione funzioni che rendono l’arco più gestibile. Non risolvono tutto, ma, se usate bene, riducono parecchio gli incollaggi in partenza e nei passaggi più delicati. Io le leggo così: non come un trucco, ma come un modo per rendere la sorgente più coerente con l’elettrodo scelto.
| Funzione | Cosa fa | Effetto sugli incollaggi | Rischio se esageri |
|---|---|---|---|
| Hot Start | Aumenta la corrente all’innesco | Aiuta a partire senza che l’elettrodo resti attaccato | Innesco troppo aggressivo e più spruzzi |
| Arc Force o Dig | Aggiunge sostegno quando l’arco si accorcia | Riduce il rischio di spegnimento e di incollaggio | Arco troppo duro e bagno meno controllabile |
| Anti Stick | Abbassa la corrente se l’elettrodo resta incollato | Limita i danni e facilita il distacco | Non corregge la causa di base |
| Tensione a vuoto | Influenza la facilità di innesco e la stabilità iniziale | Se è troppo bassa, l’arco parte e si mantiene peggio | Problemi maggiori con elettrodi più esigenti |
| Polarità | Deve essere coerente con il tipo di elettrodo | Una polarità errata rende l’arco debole o anomalo | Penetrazione sbagliata e comportamento imprevedibile |
La regola che uso è semplice: aumento Hot Start o Arc Force solo quanto basta per eliminare l’incollaggio, poi mi fermo. Se spingo troppo questi parametri, l’arco diventa più nervoso e lo scotto si paga in spruzzi, bagno meno stabile e finitura peggiore. Qui la macchina aiuta, ma non può sostituire una mano pulita.
La tecnica di innesco e avanzamento che evita l’effetto ventosa
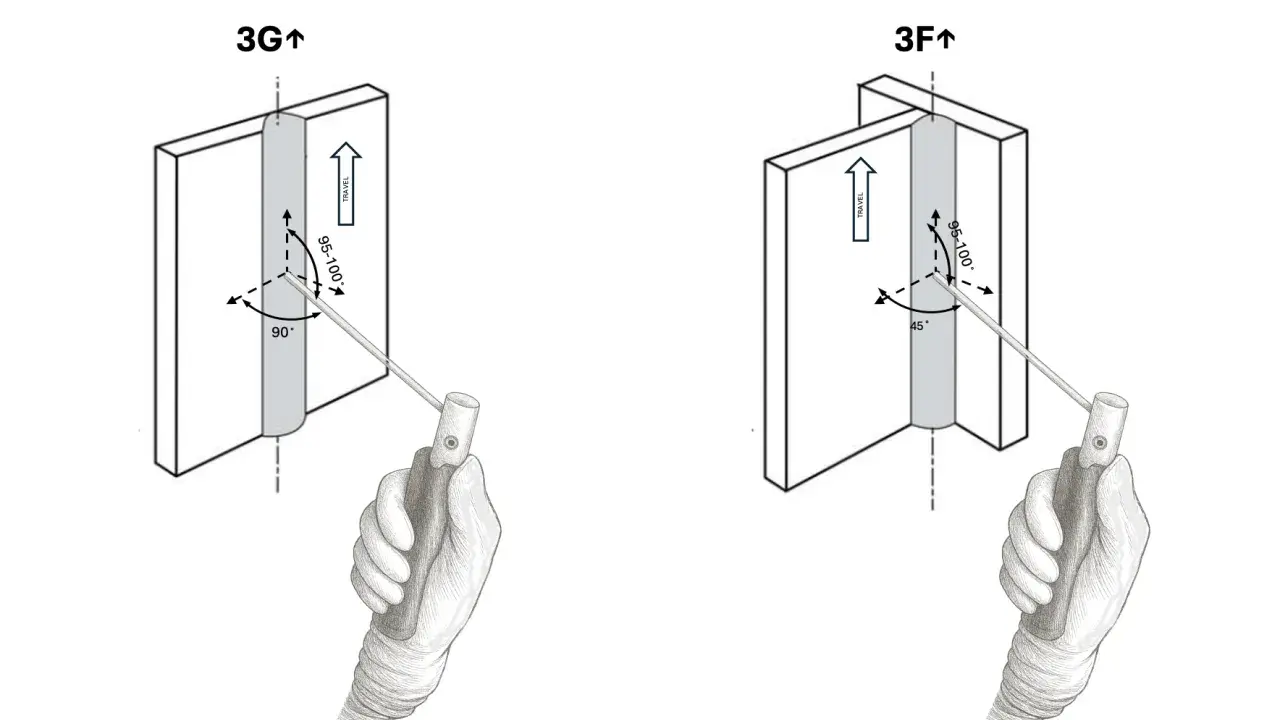
Molti incollaggi nascono quando la punta viene tenuta troppo vicina al bagno o quando l’elettrodo viene inclinato male rispetto al senso di avanzamento. Io tengo un’inclinazione moderata, in genere intorno a 10-20° nella direzione di marcia, e cerco di non “schiacciare” mai la punta dentro il bagno. L’errore tipico del principiante è voler vedere troppo bene il bagno e finire per invadere lo spazio dell’arco.
- Innesca con un contatto breve e deciso, senza lasciare la bacchetta appoggiata.
- Mantieni una distanza d’arco piccola ma costante, non un contatto continuo.
- Avanza con continuità: se rallenti troppo, la punta si immerge nel bagno.
- In verticale o sopratesta riduci l’ampiezza dei movimenti e controlla meglio la vasca.
- Se l’arco diventa “soffocato”, allontanati di poco invece di forzare.
Con un elettrodo da 2,5 mm, ad esempio, un arco di pochi millimetri è spesso sufficiente; con un 3,2 mm la distanza cresce leggermente, ma resta comunque molto contenuta. Questo è il punto che fa la differenza tra una saldatura fluida e una che si incolla ogni due secondi. Se la tecnica è corretta ma il problema continua, allora guardo l’impianto, non più la mano.
Quando la massa, i cavi o l’alimentazione stanno abbassando la tensione
Se l’incollaggio compare dopo un po’ di lavoro, oppure solo su pezzi più grandi o in posizioni scomode, spesso il colpevole è a monte. Una massa sporca, un morsetto piazzato male, cavi troppo lunghi o una linea elettrica debole abbassano la qualità dell’arco anche quando la regolazione sembra giusta. In questi casi la macchina “sembra” capricciosa, ma in realtà sta semplicemente ricevendo o distribuendo male la potenza.
- Controllo sempre il morsetto di massa e lo punto su metallo pulito, vicino alla zona di saldatura.
- Evito contatti ossidati, verniciati o coperti da calamina.
- Se uso cavi molto lunghi, verifico che non siano arrotolati o surriscaldati.
- Su generatori o linee deboli, l’arco può diventare incostante sotto carico.
- Se la protezione termica interviene, il ciclo di lavoro è stato superato e la macchina perde continuità.
Il ciclo di lavoro, cioè il tempo per cui la saldatrice può lavorare alla corrente impostata senza andare in protezione, pesa più di quanto sembri. Se lo ignoro, inseguo il problema sbagliato e continuo ad alzare l’amperaggio senza risolvere nulla. Per questo, quando l’arco si indebolisce a metà lavoro, io controllo prima la massa e l’alimentazione, poi le impostazioni.
La sequenza breve che uso per bloccare gli incollaggi in officina
Quando devo fare una diagnosi rapida, seguo sempre lo stesso ordine: elettrodo, corrente, arco, massa, macchina. È un controllo semplice, ma taglia fuori molti tentativi inutili e mi fa capire in pochi minuti dove nasce davvero il problema.
- Verifico diametro, tipo di rivestimento e integrità dell’elettrodo.
- Controllo che il consumabile sia asciutto e non abbia rivestimento rovinato.
- Rimango nel range di corrente consigliato e correggo per piccoli passi.
- Pulisco massa e punto di contatto sul pezzo.
- Provo su uno scarto con arco corto ma non “schiacciato”.
- Se l’elettrodo continua a incollarsi, aumento con criterio Hot Start o Arc Force, senza esagerare.
Nel lavoro reale è quasi sempre una combinazione di tre fattori a fare danni: corrente non centrata, arco troppo corto e consumabile non in condizioni ideali. Quando questi elementi tornano allineati, la saldatura a elettrodo rivestito smette di essere nervosa e diventa molto più prevedibile. E, nella pratica di officina, questa è la differenza tra perdere tempo a staccare bacchette e fare un cordone pulito al primo tentativo.