Nel lavoro a elettrodo rivestito, l’angolo non è un dettaglio estetico: decide quanto si apre il bagno, quanta scoria resta davanti all’arco e quanto uniforme viene il cordone. Quando parlo di posizione elettrodi, intendo l’insieme di inclinazione, orientamento e distanza con cui si guida l’elettrodo rispetto al giunto. In questa guida metto ordine tra posizioni piana, verticale e sopratesta, con riferimenti pratici che servono davvero in officina.
Gli elementi che contano davvero quando regoli l’elettrodo
- In piano il riferimento più stabile è un angolo di lavoro vicino ai 90° e un avanzamento leggermente inclinato, in genere 5-10°.
- Nelle saldature fuori posizione la gravità cambia tutto: verticale e sopratesta richiedono bagno più piccolo, arco corto e movimenti più controllati.
- Gli elettrodi basici e cellulosici si adattano meglio alle posizioni impegnative, ma chiedono più attenzione a innesco, conservazione e alimentazione.
- Su spessori superiori a 5-6 mm spesso una sola passata non basta: la sequenza dei cordoni conta quanto l’angolo.
- Molti difetti nascono da postura sbagliata, arco troppo lungo o velocità incoerente, non da una “mala sorte” del materiale.
Come leggere davvero l’angolo dell’elettrodo nel giunto
Io distinguo sempre due cose: angolo di lavoro, cioè l’inclinazione rispetto alle superfici del giunto, e angolo di avanzamento, cioè la direzione con cui mi muovo lungo il cordone. Se li confondi, puoi avere un arco apparentemente regolare ma una fusione sbilanciata, soprattutto quando il bagno comincia a reagire alla gravità.
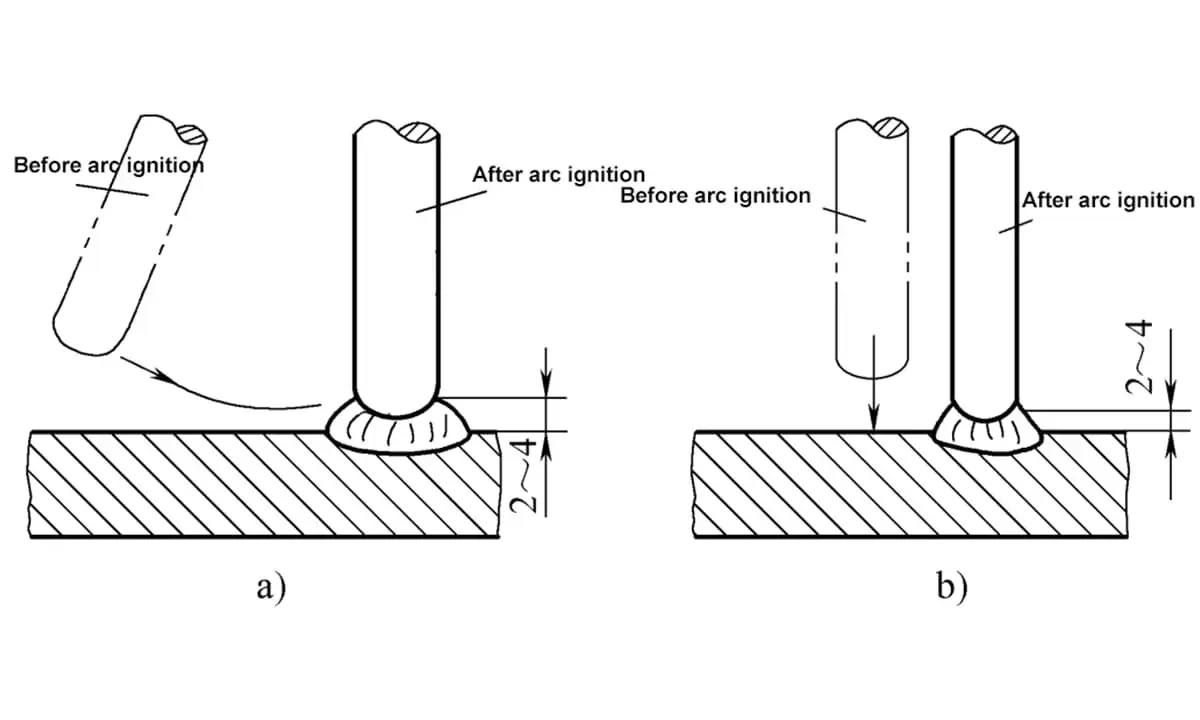
Nel caso più semplice, la saldatura in piano, il riferimento di partenza è quasi sempre il più pulito: elettrodo perpendicolare al pezzo, quindi intorno ai 90°, con un leggero trascinamento di 5-10° per far lavorare bene il bagno e la scoria. Se mi serve un po’ più di visibilità posso aprire leggermente l’assetto, ma senza trasformare il cordone in una rincorsa contro il controllo del bagno.
La regola pratica che uso è questa: prima imposto il corpo, poi il pezzo, infine l’elettrodo. Se parto dall’angolo e basta, finisco per compensare con il polso. E il polso, in saldatura, è spesso il primo posto dove nasce l’errore. Da qui il passaggio naturale è capire come questi riferimenti cambiano nelle diverse posizioni di saldatura.
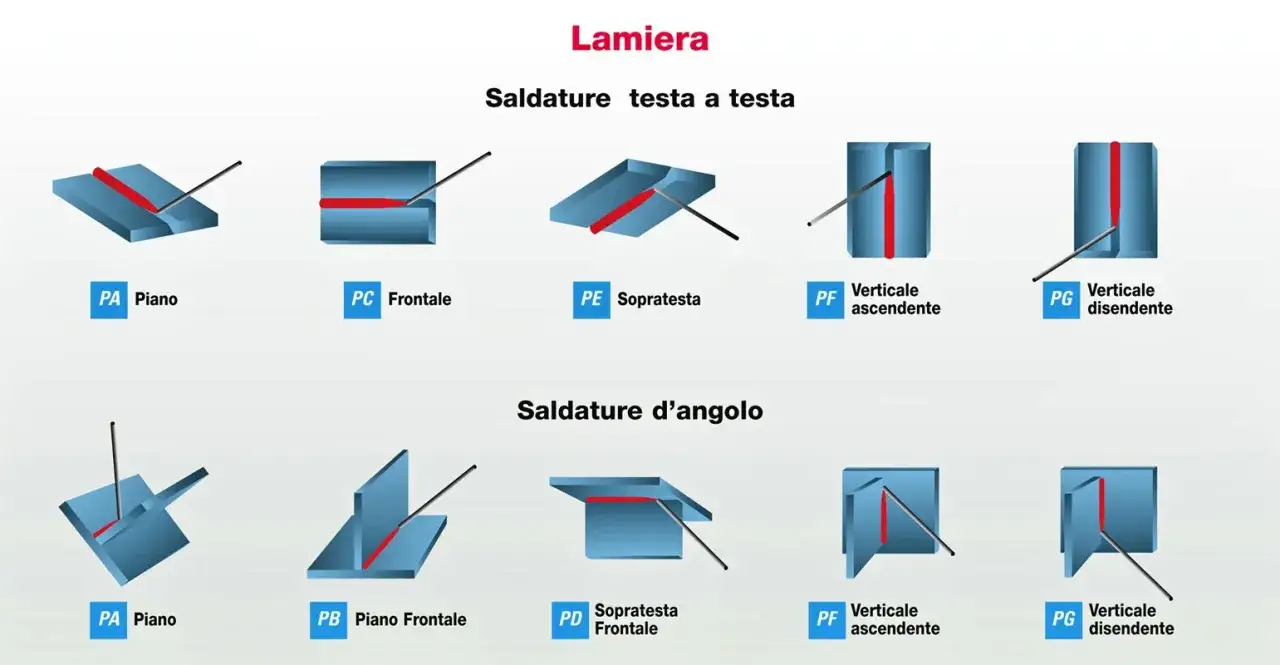
Gli angoli da ricordare nelle quattro posizioni principali
| Posizione | Assetto iniziale consigliato | Cosa sto controllando | Rischio se esagero |
|---|---|---|---|
| Piana | 90° sul pezzo, con eventuale lieve apertura verso 85° per migliorare la visibilità; 5-10° di trascinamento | Distribuzione regolare del bagno e scoria che scorre dietro all’arco | Cordone storto, scoria intrappolata, fusione disuniforme |
| Orizzontale | Circa 45° tra i due lembi del giunto, con un leggero bias verso l’alto; avanzamento ancora contenuto | Contrasto alla gravità sul lato verticale del giunto | Colature, sottosquadro sul lato alto o bagno che scende |
| Verticale ascendente | Assetto di spinta, bagno piccolo e movimento corto e controllato | Penetrazione e controllo del metallo fuso su spessori più impegnativi | Bagno che cola, cordone largo e poco gestibile |
| Verticale discendente | Avanzamento più rapido, cordoni corti, arco molto controllato | Velocità e limitazione della massa fusa | Penetrazione superficiale e resistenza ridotta |
| Sopratesta | Elettrodo quasi in asse con il cordone, con avanzamento molto prudente e arco corto | Evacuazione del calore e tenuta del bagno sotto il pezzo | Gocce, proiezioni e sottosquadri difficili da recuperare |
Questi sono punti di partenza, non dogmi. Nella pratica, il tipo di giunto, lo spessore e il rivestimento dell’elettrodo spostano di poco l’assetto ideale. La differenza vera la fa la capacità di mantenere costante l’angolo mentre il bagno cambia forma, e proprio per questo la scelta dell’elettrodo non è mai separata dalla posizione di lavoro.
Come scelgo l’elettrodo giusto in base alla posizione
Qui la tecnica diventa concreta. Un elettrodo può funzionare bene in laboratorio e diventare scomodo appena il pezzo si mette fuori piano. Io parto sempre da una domanda semplice: devo privilegiare facilità, penetrazione o tenuta in posizione?
| Tipo di elettrodo | Quando lo preferisco | Punto forte | Limite da considerare |
|---|---|---|---|
| Rutilico | Lavori ordinari, prove, cordoni in piano o su giunti non troppo stressanti | Innesco facile e comportamento più indulgente | Non è sempre la scelta migliore quando la posizione diventa impegnativa o il giunto è critico |
| Basico | Quando servono resistenza e qualità del deposito, anche su spessori importanti | Permette la saldatura in tutte le posizioni e su grossi spessori | È più difficile da innescare e conservare; va usato su saldatrici DC |
| Cellulosico | Tubazioni e lavori dove serve molta penetrazione | Penetrazione elevata e minore produzione di scorie | Richiede generatori DC dedicati e una mano più ferma |
Su spessori superiori a 5-6 mm, in molti casi una sola passata non basta. Qui il controllo della posizione elettrodo conta meno della sequenza: preparo il primo cordone per dare base al successivo, pulisco bene la scoria e poi deposito la passata finale sopra un supporto già stabile. Questo vale soprattutto quando lavoro in verticale o su giunti d’angolo che tendono a riempirsi male se forzo troppo il bagno.
Un’altra cosa che in officina sottovalutano spesso è la combinazione tra elettrodo e polarità. I basici e i cellulosici non perdonano generatori scelti male o umidità assorbita durante lo stoccaggio. Se il materiale è serio, anche la logistica dell’elettrodo lo è. E a questo punto vale la pena guardare gli errori che rovinano il cordone prima ancora che il difetto diventi visibile.
Gli errori più comuni che rovinano subito il cordone
Molti difetti sembrano problemi di “mano”, ma nascono da tre cause molto più semplici: angolo sbagliato, velocità incoerente e arco troppo lungo. Quando riconosco il difetto, correggo prima il gesto e solo dopo i parametri della macchina.| Errore | Effetto sul cordone | Correzione pratica |
|---|---|---|
| Elettrodo troppo aperto o troppo chiuso | Fusione sbilanciata, cordone asimmetrico, rischio di inclusioni | Rientro di pochi gradi e ricentro il bagno sul giunto |
| Arco troppo lungo | Spruzzi, porosità, arco instabile e protezione peggiore | Accorcio la distanza e mantengo la punta più vicina alla vasca |
| Avanzamento troppo lento | Sovrametallo eccessivo, colature in verticale, bagno troppo largo | Aumento la velocità e riduco l’oscillazione |
| Avanzamento troppo rapido | Scarsa fusione ai bordi e cordone povero di materiale | Rallento finché vedo bagnare correttamente i lembi |
| Postura scomoda | Movimento a scatti e angolo che cambia a ogni centimetro | Riposiziono il corpo o il pezzo prima di riprendere |
Se devo semplificare al massimo, dico sempre questo: il cordone racconta dove hai guardato, non solo cosa hai saldato. Quando la postura è sbagliata, l’elettrodo compensa per pochi secondi, poi il difetto arriva. Il punto successivo è quindi pratico: come impostare l’assetto giusto prima ancora di innescare l’arco.
Il metodo pratico che uso prima di accendere l’arco
Quando devo trovare l’assetto corretto, non parto mai dal cordone finale. Faccio una prova breve su scarto dello stesso materiale, con lo stesso spessore e, se possibile, con lo stesso elettrodo. È il modo più veloce per capire se l’angolo funziona davvero o se sto solo “sperando” che funzioni.
- Mi sistemo in una posizione comoda e stabile, con i gomiti sostenuti se possibile.
- Allineo il corpo al giunto, così l’elettrodo non deve correggere errori di postura.
- Imposto l’angolo di lavoro prima del movimento, non durante.
- Innesco su scarto e osservo il bagno: se i bordi non si bagnano in modo uniforme, correggo l’assetto di poco.
- Accorcio o allungo leggermente il passo solo dopo aver trovato il bagno giusto.
- Pulisco la scoria tra una passata e l’altra, soprattutto in verticale e nei multi-pass.
Le correzioni migliori sono quasi sempre piccole. Un cambio brusco di inclinazione o di velocità produce un cordone peggiore del problema iniziale. Se devo lavorare su un pezzo sensibile, preferisco perdere un minuto in più sul provino che tre sul ripristino del difetto. Da qui nasce l’ultima verifica: quando la posizione è giusta, ma il pezzo richiede ancora più attenzione.
Prima di saldare il pezzo vero controlla questi dettagli
Su lavorazioni di precisione non basta avere il polso buono. Prima di passare dal provino al pezzo definitivo, controllo sempre il giunto, la macchina e il contesto. È qui che si evitano molte saldature “quasi buone”, cioè quelle che all’inizio sembrano corrette ma poi mostrano limiti in controllo qualità o in esercizio.
- Pulizia del giunto: rimuovo ossido, vernice, grasso e scorie vecchie prima di saldare.
- Stato dell’elettrodo: verifico che sia asciutto e coerente con il lavoro previsto.
- Accessibilità: se il pezzo mi costringe a piegare troppo il braccio, la posizione peggiora dopo pochi secondi.
- Sequenza delle passate: su spessori superiori a 5-6 mm preparo già dove andrà la seconda passata.
- Scelta del processo: se il lavoro richiede molta precisione estetica o lamiera sottile, a volte MIG o TIG sono più adatti dell’elettrodo rivestito.
Io la vedo così: la posizione dell’elettrodo è una leva tecnica, non un gesto da improvvisare. Se angolo, postura, tipo di elettrodo e velocità lavorano insieme, il cordone diventa prevedibile e pulito. Se uno solo di questi elementi esce fuoco, il problema non resta mai isolato a lungo, ed è proprio per questo che conviene ragionare sulla saldatura come su un sistema, non come su un singolo movimento.