Capire le sigle dei materiali d’apporto per l’alluminio fa risparmiare errori molto più di quanto sembri: la chimica del filo o della bacchetta cambia fluidità, resistenza, sensibilità alle cricche e aspetto finale. Io parto sempre da tre domande semplici: qual è la lega base, che servizio dovrà sopportare il giunto e se il pezzo resterà a vista dopo anodizzazione o finitura. Qui trovi una guida pratica alle classificazioni più usate, con esempi concreti su 4043, 4047, 5356 e 5183.
Le sigle raccontano composizione, impiego e limiti del materiale d’apporto
- Nella classificazione AWS A5.10 le lettere indicano la forma del materiale, mentre le cifre rimandano alla famiglia chimica.
- Nel sistema EN ISO 18273 compaiono sigle come S Al 4043 (AlSi5) o S Al 5356 (AlMg5Cr(A)), utili per leggere subito la composizione.
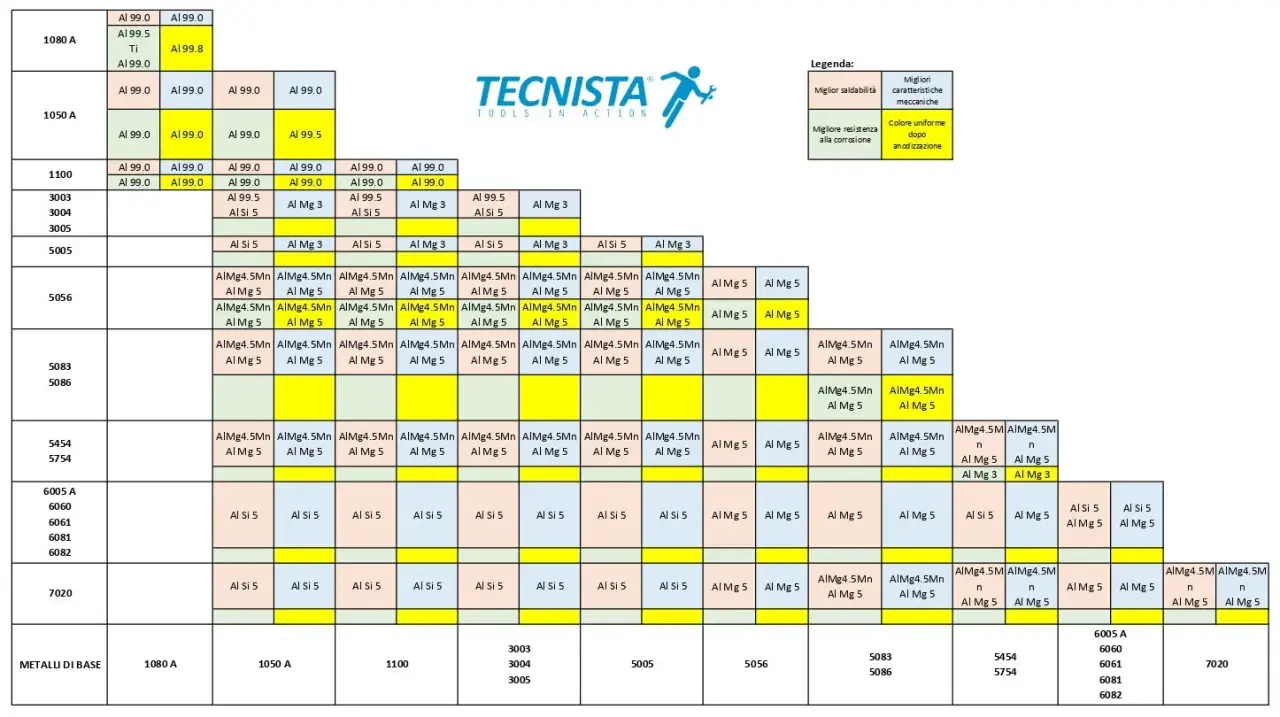
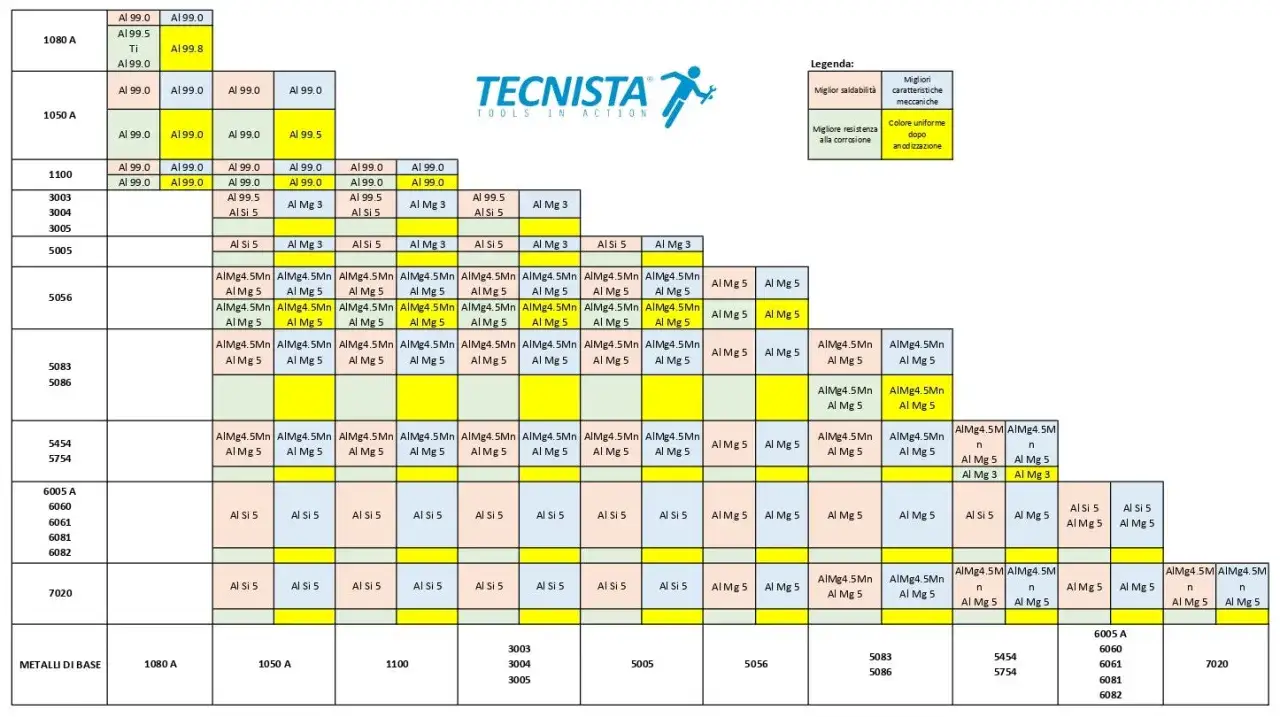
- Le famiglie al silicio, come 4043 e 4047, sono più fluide e spesso più tolleranti sulle leghe della serie 6xxx.
- Le famiglie al magnesio, come 5356 e 5183, puntano di più sulla resistenza e sulle applicazioni strutturali.
- La sigla giusta non basta da sola: contano anche spessore, servizio, anodizzazione e qualità della preparazione.
Come leggere la sigla dei materiali d’apporto per alluminio
Quando guardi un’etichetta per TIG o MIG, il primo passaggio è distinguere il sistema di classificazione. Nella norma AWS A5.10 trovi sigle come ER4043 o ER5356: ER indica un materiale utilizzabile come elettrodo o bacchetta, mentre le cifre identificano la famiglia di lega. Nell’uso quotidiano questa distinzione conta più del nome commerciale, perché due prodotti con la stessa famiglia chimica si comportano in modo molto simile.
Nel sistema EN ISO 18273 la logica è altrettanto leggibile: per esempio S Al 4043 (AlSi5) o S Al 5183 (AlMg4,5Mn0,7(A)). La parte tra parentesi è preziosa, perché ti dice subito quali elementi leganti dominano la miscela: silicio, magnesio, manganese e così via. In pratica, la sigla non è un codice astratto, ma una scorciatoia tecnica per capire fluidità, resistenza, rischio di cricca e campo d’impiego.
Io la leggo così: prima forma del materiale, poi famiglia chimica, poi destinazione d’uso. Se inverti questo ordine e scegli solo perché un codice è “famoso”, finisci facilmente con un abbinamento mediocre. Il passaggio successivo è proprio capire cosa dicono davvero le famiglie 4xxx e 5xxx.
Le famiglie 4xxx e 5xxx raccontano già il comportamento del bagno
Per l’alluminio, le due famiglie che incontrerai più spesso sono quelle al silicio e quelle al magnesio. I codici della serie 4xxx, come 4043 e 4047, hanno in genere più silicio: il bagno fonde in modo più fluido, bagna bene e tende a ridurre la sensibilità alla cricca a caldo sulle leghe della serie 6xxx. Il rovescio della medaglia è che non sono sempre la scelta migliore quando il pezzo deve massimizzare la resistenza meccanica o l’abbinamento estetico dopo anodizzazione.
La serie 5xxx, invece, punta sul magnesio. Qui trovi sigle come 5356, 5183 e 5556A, tipiche quando servono resistenza più alta, buon comportamento su strutture saldate e applicazioni navali o industriali. Il punto non è solo “più forte o meno forte”: cambia anche la risposta del giunto in esercizio, soprattutto se il componente lavora sotto carico, in ambiente aggressivo o a temperatura elevata.
| Sigla comune | Famiglia chimica | Punto forte | Dove la scelgo spesso | Attenzione pratica |
|---|---|---|---|---|
| 4043 | AlSi5 | Buona fluidità e minore sensibilità alla cricca su molte 6xxx | Telai, profili, carpenteria leggera, riparazioni su leghe trattabili | Se il pezzo è a vista, la finitura può non coincidere perfettamente con la lega base |
| 4047 | AlSi12 | Ancora più fluidità e buona tenuta in giunti fini o con rischio di porosità | Scambiatori, lamiere, riprese di fusione, saldobrasatura di alcuni componenti | Non è la scelta automatica se cerchi la massima resistenza strutturale |
| 5356 | AlMg5Cr(A) | Uso generale sulle 5xxx e buona resistenza | Carpenteria, nautica, telai, parti saldate con carichi importanti | Su alcune applicazioni a vista o molto critiche conviene valutare alternative |
| 5183 | AlMg4,5Mn0,7(A) | Resistenza più alta e buon profilo per strutture impegnative | Navale, criogenico, strutture ad alta sollecitazione | Ha senso quando il requisito di resistenza è davvero più severo |
| 5556A | AlMg5Mn | Resistenza superiore rispetto al 5356 | 5083, 6xxx ad alta esigenza, impieghi marini e militari | Va valutato con più attenzione su costo, disponibilità e procedimento |
Il criterio pratico è semplice: 4xxx per fluidità e tolleranza, 5xxx per resistenza. Ma la scelta vera non si chiude qui, perché la lega base e il servizio previsto possono ribaltare il risultato migliore sulla carta. Ed è proprio qui che molti sbagliano, anche quando la sigla sembra “giusta”.
Come scegliere la sigla giusta in base alla lega base
Se devo lavorare su una lega 6xxx come 6061 o 6082, parto spesso da 4043 perché è un compromesso affidabile: scorre bene, si lascia gestire con più facilità e riduce il rischio di cricche in molte saldature di officina. Se però mi serve più fluidità, un cordone più “pulito” in spazi stretti o una buona bagnabilità su giunti delicati, allora 4047 diventa interessante. La scelta tra i due non è accademica: dipende da quanto margine hai sulla preparazione e da quanto vuoi privilegiare la scorrevolezza rispetto alla robustezza generale.
Su leghe 5xxx come 5083 o 5754, la mia attenzione si sposta spesso su 5356 e 5183. Il primo è il classico materiale “general purpose” quando non servono livelli di resistenza molto spinti; il secondo entra in gioco quando il giunto deve reggere di più, soprattutto in contesti marini o strutturali. Se il requisito è davvero alto, 5556A può offrire un salto ulteriore, ma io lo considero una scelta da fare con criterio, non per abitudine.
Per pezzi fusi o riparazioni su getti di alluminio, invece, 4043 e 4047 restano spesso le opzioni più pratiche, perché il silicio aiuta il bagno a comportarsi in modo più prevedibile. Qui l’esperienza conta: non basta sapere la sigla, bisogna capire se il componente deve tornare in servizio, essere anodizzato o semplicemente chiudere una porosità senza perdere geometria. Il passaggio successivo è evitare gli errori che fanno perdere tempo e portano a rifare il lavoro.
Gli errori che fanno sbagliare la scelta anche quando la sigla sembra corretta
Il primo errore che vedo spesso è confondere il materiale d’apporto per alluminio con un elettrodo rivestito “classico”. Nell’alluminio, nella pratica comune, lavori soprattutto con fili pieni per MIG e bacchette per TIG: la sigla serve a identificare la lega, non un rivestimento come avviene su acciai dolci o basso-legati. Questa distinzione sembra banale, ma evita fraintendimenti molto costosi quando si ordina il materiale o si prepara il WPS.Un secondo errore è ignorare l’aspetto finale. Se il pezzo sarà anodizzato o resterà a vista, il colore del cordone può pesare più di quanto si pensi. In questi casi non scelgo mai solo sulla base della resistenza meccanica: faccio attenzione anche alla compatibilità estetica, perché un giunto tecnicamente corretto ma visivamente stonato viene comunque percepito come un difetto.
Terzo punto: si sottovaluta la preparazione. Anche la sigla migliore non compensa ossidi, grassi, bordi sporchi o un apporto termico mal controllato. Su alluminio la pulizia e la gestione del calore fanno una differenza enorme, spesso più grande di mezzo gradino di “prestazione” tra due materiali d’apporto vicini. In officina, io diffido sempre delle scorciatoie: quando il giunto è delicato, preparo il provino prima di chiudere l’ordine di produzione.
- Non scegliere il materiale solo perché è il più diffuso in magazzino.
- Non trattare 4043 e 4047 come equivalenti assoluti: la fluidità cambia davvero.
- Non usare 5356 o 5183 senza verificare il requisito di resistenza e l’ambiente di esercizio.
- Non trascurare il colore dopo anodizzazione se il pezzo è estetico.
- Non saltare il provino quando il giunto è strutturale o deve essere certificato.
Quando elimini questi errori, la lettura della sigla diventa davvero utile. A quel punto ha senso fare il passo successivo: capire quando la classificazione da sola non basta e bisogna ragionare sul giunto completo.
Quando la sigla non basta e devi guardare il giunto completo
Per i lavori seri io non mi fermo mai al codice del filo o della bacchetta. Guardo almeno tre variabili: la lega base, la geometria del giunto e l’ambiente di esercizio. Se il componente lavorerà oltre i 65°C, se sarà esposto a corrosione marina o se dovrà mantenere prestazioni meccaniche elevate, la scelta del materiale d’apporto cambia di conseguenza. È qui che 4043, 5183 e 5556A smettono di essere “sigle” e diventano decisioni tecniche vere.
Conta anche il procedimento: MIG e TIG non chiedono la stessa gestione, e la stessa famiglia di lega può risultare più o meno comoda a seconda della posizione di saldatura, dello spessore e della qualità di alimentazione del filo. Per questo, nelle applicazioni critiche, io consiglio sempre di affiancare alla sigla una verifica con provino o con procedura qualificata. La norma ti orienta, ma il pezzo reale ti conferma se hai scelto bene.
In altre parole, la classificazione è il punto di partenza, non il traguardo. Se lavori in meccanica di precisione o su componenti che devono stare dentro tolleranze strette, la differenza tra una scelta “accettabile” e una scelta davvero buona si vede proprio qui.
La regola pratica che uso per non sbagliare sulle saldature in alluminio
Quando devo decidere in fretta, seguo questa logica: prima la lega base, poi la funzione del pezzo, infine la finitura richiesta. Se il componente è una 6xxx, parto da 4043 e valuto 4047 solo se mi serve più fluidità o una bagnabilità superiore. Se il componente è una 5xxx, mi muovo tra 5356, 5183 e 5556A in base alla resistenza attesa, non al solo prezzo del materiale.
La scorciatoia migliore, però, resta molto concreta: tieni sempre una piccola matrice interna con le combinazioni che usi davvero in officina, perché le stesse sigle si ripetono nei lavori più comuni. Per esempio, su 6061 e 6082 puoi testare 4043 e verificare aspetto, penetrazione e deformazione; su 5083 puoi confrontare 5356 e 5183 se il carico è importante. Quel minimo di metodo ti evita di dipendere dalla memoria o dall’abitudine del singolo operatore.
- Legge la lega base prima di leggere la sigla del materiale d’apporto.
- Controlla se il pezzo è strutturale, estetico o soggetto a temperatura elevata.
- Verifica se la finitura finale sarà grezza, verniciata o anodizzata.
- Se il giunto è critico, fai sempre una prova prima della produzione piena.
Con questo approccio la sigla smette di essere un codice da catalogo e diventa uno strumento di scelta. E proprio da qui nasce l’ultima cosa utile da ricordare, quella che spesso fa la differenza tra una saldatura che tiene e una saldatura davvero ben impostata.
Il dettaglio che fa la differenza quando scegli il materiale d’apporto
La cosa più utile che porto sempre a casa da questo tema è semplice: la sigla giusta non va cercata in astratto, ma agganciata alla lega base e al servizio del pezzo. Se lavori su 6xxx, 4043 resta spesso il riferimento più equilibrato; se ti serve più fluidità, 4047 vale la prova; se passi alle 5xxx, 5356, 5183 e 5556A si differenziano soprattutto per resistenza e destinazione d’uso.
Se devo darti un criterio unico, è questo: non scegliere il materiale d’apporto più noto, scegli quello che risolve il problema reale del giunto. È il modo più rapido per evitare ripassi, disallineamenti estetici e sorprese meccaniche. Quando il pezzo conta davvero, il provino finale vale più di qualsiasi intuizione.
In officina, questa è la differenza tra una decisione rapida e una decisione robusta: la prima fa risparmiare tempo nell’ordine, la seconda lo fa guadagnare sulla lavorazione.