
La saldatura è una lavorazione decisiva in meccanica di precisione perché non collega soltanto due pezzi metallici: determina la resistenza del complesso, la tenuta nel tempo e, spesso, anche la qualità finale del componente. Capire il significato tecnico della saldatura aiuta a distinguere tra una semplice unione e un giunto progettato bene, con materiali, processo e controlli coerenti. Qui trovi una spiegazione chiara della definizione, dei principali processi e degli errori che più spesso rovinano il risultato.
I punti da tenere fermi quando si parla di saldatura
- È un’unione permanente che mira a dare continuità al materiale, non solo ad “attaccare” due superfici.
- Può avvenire per fusione o per pressione, con o senza metallo d’apporto.
- La zona termicamente alterata conta quasi quanto il cordone: cambia microstruttura, durezza e deformazioni.
- MIG/MAG, TIG, elettrodo e resistenza a punti non sono equivalenti: ciascuno risolve problemi diversi.
- Preparazione, pulizia e controllo qualità fanno la differenza tra un giunto affidabile e uno solo apparentemente riuscito.
Che cosa indica davvero la saldatura
In senso tecnico, la saldatura è un procedimento di giunzione permanente tra materiali, soprattutto metallici, che crea continuità nel punto di unione. Io la considero molto più di una semplice operazione di officina: è un modo per far lavorare due elementi come se fossero un corpo unico.
Qui entra una distinzione utile. Nella saldatura autogena il metallo base partecipa direttamente al giunto, perché fonde o si plasticizza fino a unirsi in modo stabile; nella brasatura, invece, il materiale d’apporto fonde a temperatura più bassa e i pezzi base non devono fondere nello stesso modo. Per chi progetta o ripara componenti metallici, questa differenza non è accademica: cambia resistenza, comportamento termico e campo di impiego.
Quando un giunto è ben eseguito, non conta solo l’aspetto del cordone. Contano la coesione metallurgica, la tenuta meccanica e la capacità di mantenere le prestazioni anche sotto vibrazioni, carichi alternati o temperature variabili. Da qui il passaggio naturale è capire come questa continuità si forma davvero.
Come si forma un giunto solido
Il processo parte quasi sempre da una preparazione corretta. Le superfici da unire devono essere pulite da olio, ossidi, ruggine, vernici o umidità, perché anche un piccolo contaminante può trasformarsi in porosità o in una mancanza di fusione. In officina vedo spesso che i difetti non nascono dal “tipo di saldatura”, ma da una preparazione frettolosa.Poi arriva l’apporto di energia: arco elettrico, fiamma, resistenza, fascio laser o pressione controllata. Questa energia porta i lembi dei pezzi a fondere, oppure a uno stato plastico sufficiente per creare il legame. Se serve, si aggiunge metallo d’apporto, che riempie il giunto e aiuta a ottenere il profilo desiderato.
Il passaggio più delicato è il raffreddamento. Qui si forma la zona termicamente alterata, cioè l’area vicino al cordone in cui la struttura del metallo cambia pur senza fondere completamente. È una zona spesso sottovalutata, ma in realtà influenza durezza, tenacità, distorsioni e, in certi casi, la resistenza alla corrosione. Per questo una saldatura non si giudica solo quando l’arco si spegne: il risultato vero si vede dopo la solidificazione e, talvolta, dopo il controllo.
Se il giunto deve lavorare in modo affidabile, il processo va pensato insieme al materiale e alla geometria del pezzo. Ed è proprio qui che le differenze tra le tecniche diventano decisive.
I processi più usati e quando hanno senso
Non esiste una tecnica “migliore” in assoluto. Esiste il processo più adatto al materiale, allo spessore, al livello di precisione e alla produttività richiesta. Questa è la griglia che uso anch’io quando devo ragionare su un’applicazione reale.
| Processo | Come funziona | Punti forti | Limiti tipici | Dove rende meglio |
|---|---|---|---|---|
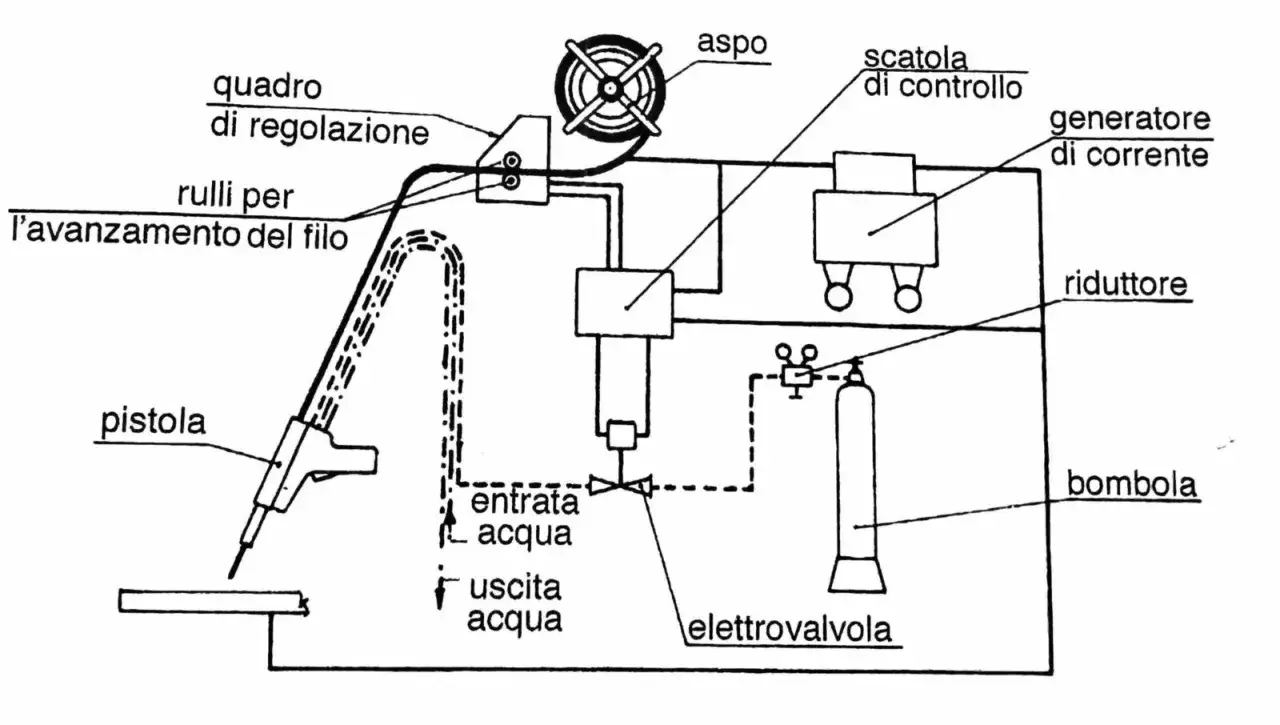
| MIG/MAG | Filo continuo e gas di protezione, con arco elettrico stabile | Buona produttività, adatto anche all’automazione, cordoni continui | Più sensibile a vento e contaminazioni, meno raffinato del TIG | Serie, carpenteria leggera, componenti ripetitivi |
| TIG | Elettrodo di tungsteno non consumabile e gas inerte; il materiale d’apporto è opzionale | Elevata precisione, ottima finitura, controllo del bagno molto fine | Più lento, richiede mano esperta | Lamiere sottili, inox, alluminio, lavori di precisione |
| Elettrodo rivestito | Arco tra elettrodo consumabile e pezzo, con scoria protettiva | Versatile, economico, utile anche in condizioni meno comode | Più pulizia post-processo, maggiore variabilità operativa | Riparazioni, cantiere, manutenzione |
| Resistenza a punti | Corrente e pressione concentrano il calore nei punti di contatto | Rapida, ripetibile, adatta alla produzione in serie | Limiti su geometrie e accesso, meno adatta a giunti complessi | Lamiere sovrapposte, automotive, linee produttive |
| Laser | Fascio molto concentrato che fonde localmente il materiale | Alta precisione, distorsione ridotta, buona velocità | Impianto costoso, richiede controllo stretto del posizionamento | Componenti di precisione e automazione avanzata |
La brasatura, pur essendo vicina come logica di giunzione, resta un capitolo a parte: utile quando non vuoi fondere i pezzi base, meno adatta quando serve una vera continuità metallurgica tra i materiali. La distinzione è importante perché evita scelte sbagliate già in fase di progetto.
Capito questo, resta il punto che spesso decide tutto: non la macchina, ma la compatibilità tra materiale, spessore e preparazione.
Perché saldabilità e preparazione contano più della macchina
La saldabilità è l’attitudine di un materiale a farsi unire bene senza perdere le sue proprietà fondamentali. Non tutti i metalli reagiscono allo stesso modo: l’acciaio al carbonio è in genere più permissivo, l’inox richiede attenzione per non alterare la resistenza alla corrosione, l’alluminio pone problemi diversi per l’ossido superficiale e per la sua elevata conducibilità termica.Per ottenere un risultato serio, io guardo sempre almeno cinque fattori:
- pulizia dei lembi e assenza di ossidi o grassi;
- tipo di giunto, perché testa a testa, sovrapposto e a T non si comportano allo stesso modo;
- spessore del materiale, che cambia la gestione del calore;
- metallo d’apporto e gas di protezione, che devono essere coerenti con base e applicazione;
- posizione di saldatura e fissaggio del pezzo, perché la deformazione non arriva mai da sola.
In altre parole, la saldatura non è solo una scelta di processo, ma anche una scelta di progetto. Se il pezzo è troppo sottile, se il bordo è sporco o se il calore viene concentrato male, il problema non è “la saldatura che non riesce”: è l’intero sistema che non è stato impostato bene. Questa è la differenza tra un intervento artigianale improvvisato e una lavorazione meccanica controllata.
Quando la preparazione manca, i difetti non restano nascosti a lungo, ed è per questo che il controllo finale va preso sul serio.Gli errori che fanno fallire una saldatura
Molti difetti hanno una causa molto concreta e riconoscibile. La porosità nasce spesso da gas intrappolati nel bagno fuso; la mancanza di fusione o di penetrazione indica che il materiale non si è legato davvero nei punti giusti; le cricche sono più serie, perché segnalano una discontinuità che può propagarsi sotto carico; l’undercut, cioè il solco ai bordi del cordone, riduce la sezione resistente proprio dove servirebbe continuità.
Ci sono poi gli errori “silenziosi”, quelli che non si vedono subito ma pesano sul risultato finale: deformazioni e tensioni residue, eccesso di apporto, profilo irregolare del cordone, contaminazione da scorie o ossidi. In meccanica di precisione questi difetti sono particolarmente fastidiosi, perché non rovinano solo la resistenza: possono compromettere tolleranze, planarità e montaggio successivo.
Per questo il controllo qualità non dovrebbe mai limitarsi all’occhio. A seconda del caso si usano esame visivo, liquidi penetranti, ultrasuoni o radiografia, cioè controlli non distruttivi che aiutano a scoprire difetti interni o superficiali senza rovinare il pezzo. È una pratica ormai normale nelle lavorazioni più critiche, e fa una differenza enorme quando il componente dovrà lavorare davvero.Una volta chiariti difetti e controlli, resta solo una domanda pratica: come si sceglie la soluzione giusta nel contesto reale di officina?
Come scegliere il processo giusto in officina
Se devo semplificare, parto sempre da quattro domande: il pezzo è singolo o di serie? Il materiale è sottile o massiccio? Conta di più l’estetica o la produttività? Il componente lavorerà in ambiente pulito o in condizioni più difficili?
- Per lamiere sottili, finiture curate e lavori di precisione, il TIG resta spesso la scelta più pulita.
- Per serie ripetitive e buona produttività, MIG/MAG o resistenza a punti danno risultati molto competitivi.
- Per manutenzione e interventi meno comodi, l’elettrodo rivestito mantiene un vantaggio pratico.
- Per applicazioni ad alta precisione e bassa distorsione, il laser è interessante, ma richiede investimenti e competenze adeguate.
La scelta non dipende quindi solo dalla tecnologia, ma dal compromesso che vuoi ottenere tra costo, velocità, precisione e controllo. In un’officina ben organizzata, la domanda non è “quale processo esiste?”, ma “quale processo mi fa arrivare al risultato con meno rischio di rilavorazione?”. Ed è qui che una decisione tecnica corretta fa risparmiare tempo, materiale e problemi futuri.
Il criterio che separa una giunzione affidabile da una solo apparente
Quando riassumo il tema, mi fermo a una regola semplice: una saldatura buona nasce dall’allineamento tra materiale, preparazione, processo e controllo. Se uno solo di questi elementi è debole, il giunto può sembrare corretto ma non esserlo davvero.
Per chi lavora con componenti metallici, il punto non è imparare a “fare il cordone”, ma capire come ottenere una continuità strutturale affidabile, ripetibile e coerente con l’uso finale del pezzo. È questa la parte più utile del significato tecnico della saldatura: non un gesto isolato, ma una lavorazione che decide la qualità dell’intero assemblaggio.
Se vuoi valutare un giunto con occhio pratico, io partirei sempre da tre verifiche: superfici pulite, processo adatto e controllo finale proporzionato alla criticità del pezzo. Il resto, di solito, viene di conseguenza.