Un sistema CAD ben impostato non serve solo a disegnare pezzi: decide come un progetto nasce, viene corretto e arriva in officina senza perdere coerenza. Nel flusso CAD/CAM il punto non è soltanto modellare, ma collegare geometria, lavorazioni, controlli e documentazione tecnica in un percorso unico. Per chi lavora in meccanica di precisione, questa differenza si traduce in meno errori, tempi più prevedibili e una gestione molto più solida di tolleranze, superfici e piccole serie.
Le informazioni essenziali da portare a casa
- CAD e CAM danno valore soprattutto quando condividono lo stesso modello e gli stessi dati di lavorazione.
- In officina contano molto di più la modellazione parametrica, la simulazione e il controllo delle collisioni che l’estetica del software.
- Per molti flussi produttivi la combinazione più affidabile resta: modello 3D pulito, scambio dati STEP e programmazione CAM con post-processore verificato.
- La scelta della soluzione giusta dipende da complessità dei pezzi, numero di varianti, macchine disponibili e livello di integrazione con PDM o PLM.
- Gli errori più costosi nascono quasi sempre da modelli sporchi, librerie utensili incoerenti e revisioni gestite senza metodo.
Che cosa fa davvero un ambiente CAD nella progettazione meccanica
Quando parlo di progettazione assistita, separo sempre il disegno dalla logica di progetto. Un ambiente CAD serio non produce solo linee e viste: costruisce una struttura geometrica controllabile, dove ogni modifica può propagarsi in modo coerente su parti, assiemi e tavole. È qui che nasce il vantaggio vero per chi progetta componenti meccanici: meno ridisegni, meno incoerenze, più controllo sulle varianti.
In meccanica di precisione, questa impostazione conta perché il pezzo non deve essere solo “bello da vedere”, ma fabbricabile, ispezionabile e ripetibile. Per questo continuo a considerare il 3D parametrico la base più solida: consente di legare quote, vincoli e relazioni tra elementi, così una modifica non rompe il resto del modello.
| Approccio | Dove funziona meglio | Punto forte | Limite tipico |
|---|---|---|---|
| 2D | Tavole, revisioni rapide, documentazione di officina | Semplicità e velocità | Legge male geometrie complesse e relazioni tra parti |
| 3D parametrico | Parti meccaniche con varianti e famiglie di prodotto | Le modifiche si propagano in modo coerente | Richiede disciplina di modellazione |
| Modellazione diretta | Correzioni veloci su geometrie importate | Flessibilità immediata | È meno robusta se il progetto cambia spesso |
| Superfici e solidi | Stampi, corpi complessi, raccordi critici | Maggiore controllo sulla forma | Più tempo di definizione e verifica |
In pratica, il CAD giusto non è quello che “fa tutto”, ma quello che mantiene il progetto governabile quando il pezzo passa da un’idea a una parte reale. E proprio da qui si entra nel CAM, cioè nel punto in cui la geometria diventa lavorazione concreta.
Come il CAM completa il progetto e lo porta alla macchina
Il CAM prende il modello e lo trasforma in un processo di lavorazione. Non è un dettaglio secondario: è il passaggio che decide utensili, strategie, profondità di passata, velocità, simulazione e, alla fine, il codice macchina. In altre parole, il CAM traduce l’intenzione progettuale in istruzioni che la CNC può eseguire.
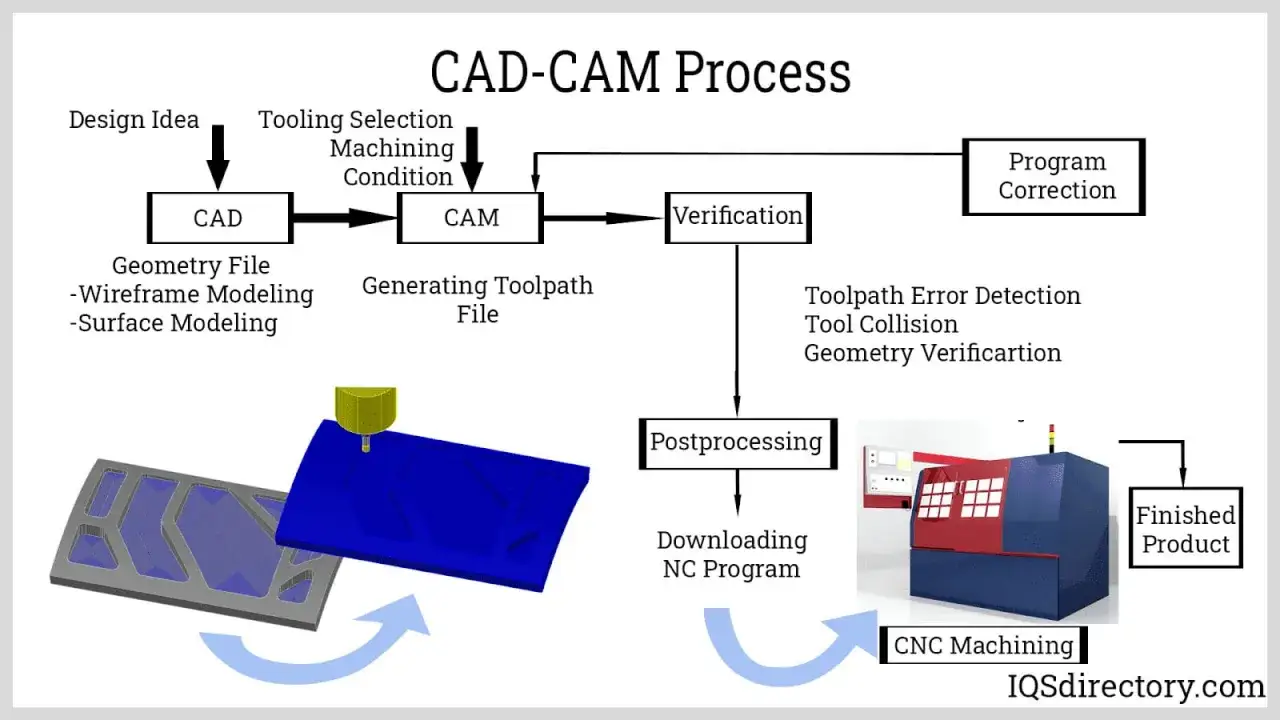
Il flusso corretto, di solito, segue questa sequenza:
- Importazione o apertura del modello CAD.
- Definizione del grezzo, dello zero pezzo e del setup.
- Scelta delle strategie di sgrossatura, semifinitura e finitura.
- Selezione di utensili, portautensili e parametri di taglio.
- Simulazione del percorso utensile e controllo delle collisioni.
- Post-processazione, cioè conversione nel linguaggio specifico della macchina.
Il punto più sottovalutato è spesso il post-processore: non genera il percorso, ma lo adatta alla macchina reale, al controllo numerico e alle opzioni disponibili. Se questo passaggio non è corretto, anche il miglior modello genera un programma poco affidabile. Per questo, nel lavoro vero, simulazione e post-processore non sono optional ma una garanzia di base.
Quando il pezzo ha geometrie semplici, il CAM serve soprattutto a velocizzare e standardizzare. Quando invece entrano in gioco più assi, tolleranze strette e superfici complesse, diventa il centro del processo produttivo. Ed è qui che bisogna capire quali funzioni contano davvero.
Le funzioni che contano davvero in officina
In officina mi interessa poco il numero di menu e molto la qualità delle funzioni che riducono gli errori. Un buon ambiente CAD/CAM deve aiutare a lavorare meglio su tre livelli: modifica del progetto, preparazione della lavorazione e verifica prima dell’avvio macchina.
Modellazione parametrica e aggiornamento coerente
Se una quota cambia, il modello deve seguire senza costringere a rifare tutto. Questa è una delle differenze più importanti tra un flusso maturo e uno improvvisato. Nei componenti meccanici con molte varianti, la modellazione parametrica evita incoerenze tra parte, assieme e documentazione tecnica.Simulazione reale e controllo delle collisioni
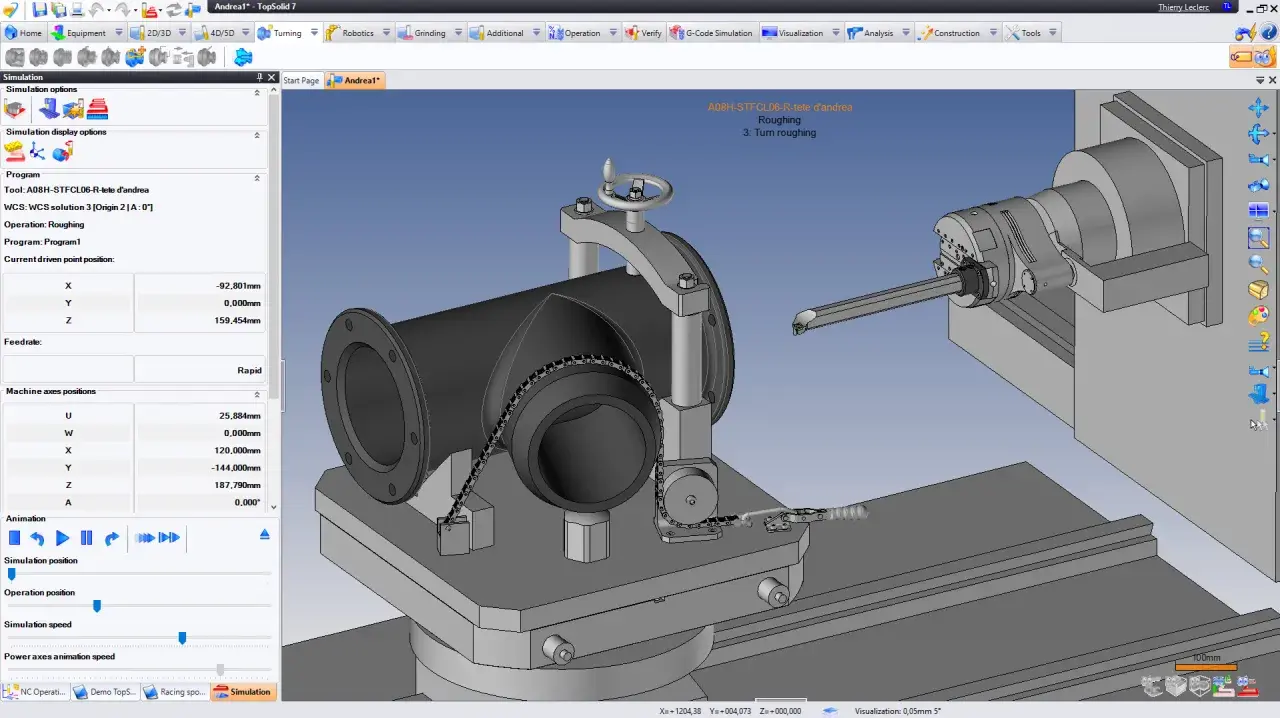
La simulazione che conta non è solo quella del percorso utensile su schermo. Serve vedere il comportamento della macchina, del mandrino, del portautensile e del grezzo. Il controllo collisioni diventa decisivo quando il pezzo è stretto, l’accesso è limitato o si lavora con 5 assi. In questi casi, una simulazione incompleta non è una mancanza teorica: è un rischio concreto di fermo o scarto.
Leggi anche: File .cad - Quali formati contano davvero in officina?
Librerie utensili e dati di processo
La qualità del dato utensile fa una differenza enorme. Diametri, lunghezze utili, sormonti, portautensili e parametri di taglio devono essere coerenti e aggiornati. Se la libreria è sporca, il CAM diventa più lento da usare e la simulazione perde credibilità. Io considero questa parte quasi amministrativa, ma con impatto diretto sulla qualità finale.
In sintesi, le funzioni utili non sono quelle più spettacolari, ma quelle che riducono la distanza tra modello e pezzo reale. A questo punto il problema successivo è quasi sempre la compatibilità dei dati, perché un progetto non resta mai dentro un solo software.
Formati, interoperabilità e post-processori
Nel passaggio tra ufficio tecnico, programmazione e officina, i file contano più di quanto molti credano. Uno scambio dati ben gestito riduce rilavorazioni, ambiguità sulle quote e perdite di informazione. Il formato giusto dipende dal tipo di contenuto che vuoi preservare: geometria, superfici, quote, tavole o semplicemente un riferimento visivo.
| Formato | Uso migliore | Punto forte | Attenzione |
|---|---|---|---|
| STEP | Scambio di modelli solidi tra sistemi diversi | È in genere la scelta più stabile per geometrie 3D | Va controllato su unità, superfici e riparazione dei solidi |
| IGES | Superfici e flussi legacy | Ancora utile in ambienti datati o molto misti | Può perdere struttura e richiede più verifica manuale |
| DXF | Disegni 2D, taglio, profili, lamiera | Semplice e diffuso | Non rappresenta bene la complessità 3D |
| STL | Mesh e additive manufacturing | Leggero e diffuso | Non è il formato ideale per la precisione geometrica |
Lo standard STEP, basato su ISO 10303, è spesso il riferimento più equilibrato quando si devono trasferire solidi e assiemi tra sistemi diversi. Non risolve tutto da solo, ma riduce i problemi più banali di importazione ed esportazione. Il resto lo fa il post-processore, che deve essere coerente con macchina, controllo e strategia di lavorazione.
Qui si gioca una parte importante dell’affidabilità del processo: il modello può essere perfetto, ma se il codice NC non riflette correttamente macchina e accessori, la catena si spezza. Ecco perché il tema della scelta non può limitarsi alla grafica del software.
Come scegliere la soluzione più adatta alla tua officina
Quando valuto una soluzione, parto sempre dal contesto produttivo e non dal catalogo funzioni. Un’officina che lavora lotti piccoli, varianti frequenti e urgenze quotidiane ha bisogni diversi da un reparto che produce serie ripetitive o componenti a 5 assi. La scelta giusta è quella che riduce il costo nascosto del lavoro quotidiano, non quella che impressiona in demo.
| Scenario | Priorità vera | Cosa non deve mancare |
|---|---|---|
| Officina job shop | Velocità di preparazione e cambi frequenti | Template, librerie utensili, editing rapido dei percorsi |
| Produzione ripetitiva | Stabilità e riuso dei cicli | Parametri standardizzati, revisione controllata, dati coerenti |
| PezzI complessi o 5 assi | Verifica del moto e sicurezza del processo | Simulazione macchina, collision checking, post-processore affidabile |
| Team misto ufficio-officina | Collaborazione e tracciabilità | Gestione revisioni, integrazione con PDM o PLM, database condiviso |
Io guardo anche il livello di integrazione con il resto dell’azienda. Se il dato passa da progettazione a produzione e poi a controllo qualità, serve un filo logico unico; altrimenti ogni reparto lavora una versione diversa della stessa parte. Il cloud può aiutare sulla collaborazione, ma in officina resta fondamentale avere processi solidi, autorizzazioni chiare e una macchina dati ordinata.
La regola pratica è semplice: non scegliere in base a “quante funzioni ha”, ma in base a quante volte ti evita un errore, una copia manuale o una riprogrammazione inutile. Da qui si arriva facilmente agli errori più frequenti, che spesso sono più costosi di qualunque licenza.
Gli errori che rendono fragile il flusso digitale
Le criticità che vedo più spesso non dipendono dalla mancanza di tecnologia, ma da un uso poco disciplinato della tecnologia stessa. Quasi sempre il problema nasce quando si dà per scontato che il file sia già pronto per produzione.
- Confondere CAD con processo completo - Disegnare bene non significa aver già definito lavorazioni, attrezzaggio e verifica.
- Importare geometrie sporche - Facce aperte, superfici incoerenti e tolleranze mal gestite rallentano tutto il flusso.
- Saltare la simulazione reale - Una vista del percorso non basta se non replica macchina, utensile e staffaggio.
- Lasciare i dati utensile senza standard - Se ogni operatore usa nomi e misure diversi, il riuso dei programmi diventa fragile.
- Gestire le revisioni a mano - Rinominare file o sovrascrivere versioni è il modo più rapido per generare confusione.
- Automatizzare prima di standardizzare - L’automazione amplifica sia i buoni processi sia quelli sbagliati; se il dato è debole, l’errore corre più veloce.
Il limite più importante, in fondo, è questo: nessun software compensa un metodo debole. E proprio per evitare questo errore conviene chiudere il cerchio con poche abitudini tecniche, ma molto concrete.
Le abitudini che rendono stabile il flusso nel tempo
Se dovessi impostare da zero un reparto, partirei da tre cose: nomenclatura coerente, librerie validate e revisione controllata. Non sono elementi scenografici, ma sono quelli che impediscono al flusso di degradarsi dopo i primi mesi di lavoro.
- Creo template di progetto e di lavorazione con parametri già pronti.
- Definisco una libreria utensili unica, con dati verificati e aggiornati.
- Valido i post-processori su pezzi campione prima di usarli in produzione.
- Collego CAD, CAM e gestione documentale solo dove il beneficio di tracciabilità è reale.
- Rendo obbligatoria la simulazione per lavorazioni critiche o multi-asse.
Quando questo impianto è in piedi, il lavoro quotidiano cambia davvero: si passa meno tempo a rincorrere file e più tempo a migliorare la qualità delle lavorazioni. Ed è lì che un flusso CAD/CAM smette di essere un insieme di software e diventa un vantaggio operativo concreto.