Le informazioni essenziali da tenere a mente prima di scegliere una soluzione CAM
- Il software CAM non genera solo codice: definisce strategie di lavorazione, simulazione e controllo del processo.
- La differenza reale la fanno post-processor, verifica collisioni e qualità dell’integrazione con il CAD.
- Per una piccola officina può bastare una piattaforma integrata e flessibile; per lavorazioni complesse servono spesso funzioni multiasse e automazione avanzata.
- Il costo non coincide con la licenza: formazione, assistenza, librerie utensili e messa a punto incidono molto.
- Un buon sistema riduce errori e rilavorazioni prima ancora di ridurre i tempi di lavorazione.
Cosa fa davvero un software CAM
In officina, la confusione nasce spesso da qui: il software CAM non è un semplice “generatore di G-code”. È il livello che trasforma il modello CAD in un piano di lavorazione concreto, con scelte su sgrossatura, finitura, foratura, utensili, parametri di taglio e sequenza delle operazioni. In pratica, decide come arrivare al pezzo finito nel modo più stabile possibile, non solo come scrivere un programma.
Quando valuto una soluzione CAM, io guardo prima di tutto tre cose: quanto controlla il processo, quanto bene simula la realtà della macchina e quanto velocemente permette di correggere un errore senza rifare tutto da capo. È questo che separa un programma utile in produzione da un’interfaccia solo “bella da vedere”. E proprio dal processo nasce il passaggio successivo: capire come il CAM si inserisce tra CAD, utensili e CNC senza creare colli di bottiglia.
Come si inserisce nel flusso CAD/CAM e CNC
Il flusso corretto è lineare solo sulla carta. Si parte dal modello CAD, si definisce il grezzo, si scelgono i fissaggi, si assegnano gli utensili e si costruiscono i percorsi utensile. Poi entra la simulazione, che serve a verificare interferenze, sovrametalli, limiti di corsa e correttezza della sequenza. Infine il post-processor converte tutto nel linguaggio della macchina specifica.
Il punto critico, quasi sempre, è il post-processor, cioè il componente che adatta il programma alla grammatica del controllo numerico installato sulla macchina. Due CAM possono generare lo stesso percorso teorico, ma produrre risultati molto diversi se il post-processor non è allineato alla cinematica reale del centro di lavoro. È qui che si decide se il programma arriva in macchina in modo pulito oppure richiede correzioni continue al banco, e da questa base dipende anche il valore delle funzioni più avanzate.
Le funzioni che contano davvero in officina
Se si guarda il marketing, tutte le piattaforme sembrano complete. Se si guarda la produzione vera, emergono pochi elementi decisivi.
- Supporto multiassi - Per lavorazioni 3+2 o 5 assi simultanei serve una gestione seria dell’orientamento utensile, altrimenti il vantaggio teorico si perde in correzioni manuali.
- Simulazione solida - La sola anteprima del percorso non basta; serve una verifica realistica di utensile, portautensile, staffaggi e cinematica macchina.
- Gestione dei parametri - Librerie utensili, materiali e strategie standard aiutano a replicare risultati affidabili su più commesse e più operatori.
- Automazione dei processi ripetitivi - Template, macro e regole di lavorazione fanno risparmiare tempo soprattutto su serie brevi e ricorrenti.
- Integrazione con CAD e dati di produzione - Più il passaggio tra progettazione e officina è fluido, meno versioni sbagliate entrano nel ciclo produttivo.
- Controllo delle collisioni - Non è un optional elegante: su pezzi complessi riduce errori costosi, sia sul pezzo sia sulla macchina.
Queste funzioni pesano molto più di una demo ben presentata. Da qui la domanda utile non è “quale software è il più famoso”, ma “quale piattaforma è adatta al mio tipo di produzione”.
Come scegliere la piattaforma giusta per la tua produzione
La scelta cambia parecchio se lavori in prototipazione, in terzismo, nello stampo o in una produzione stabile su più macchine. Una piccola officina con poche postazioni e lotti variabili ha bisogno di velocità di apprendimento, integrazione semplice e costi di ingresso sostenibili. Un reparto con 5 assi continui, torni motorizzati e componenti complessi, invece, deve mettere al centro la robustezza del processo.
Io ragiono quasi sempre con questa griglia.
| Scenario | Cosa serve davvero | Rischio se scegli male |
|---|---|---|
| Prototipi e piccole serie | Rapidità di programmazione, interfaccia intuitiva, buona integrazione CAD | Tempo perso in settaggi e curva di apprendimento troppo lunga |
| Terzismo con molte commesse | Template, librerie standard, affidabilità del post-processor | Programmi incoerenti tra operatori e rilavorazioni frequenti |
| Stampi e matrici | Superfici complesse, simulazione avanzata, strategie di finitura precise | Finiture lente o non ripetibili, con troppa prova su macchina |
| Multiassi e mill-turn | Kinematica precisa, controllo collisioni, gestione affidabile dei vincoli macchina | Programmi teoricamente corretti ma inutilizzabili in officina |
In altre parole, la domanda giusta non è se il software sia “il migliore in assoluto”, ma se sia il migliore per il tuo parco macchine e per il tuo livello di standardizzazione. E quando questo è chiaro, il confronto tra famiglie di soluzioni diventa molto più leggibile.
Le famiglie di soluzioni che trovi oggi sul mercato
Nel 2026 il mercato è abbastanza maturo da offrire tre grandi approcci, con molte varianti interne. La distinzione utile non è per slogan, ma per modo di lavorare.
| Tipologia | Esempi indicativi | Quando conviene | Limiti tipici |
|---|---|---|---|
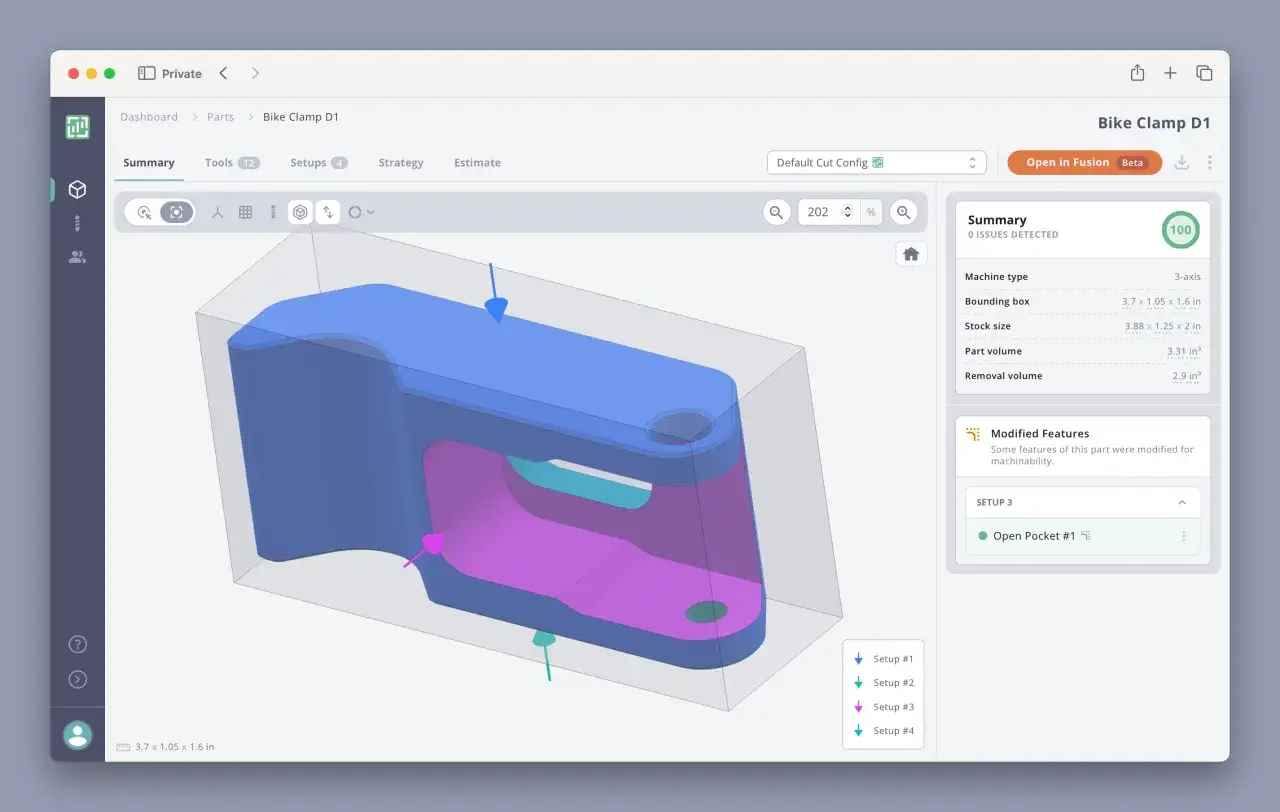
| Integrata e cloud-oriented | Autodesk Fusion | Team piccoli, avvio rapido, CAD e CAM nello stesso ambiente | Nei casi molto complessi può servire più struttura attorno ai processi |
| Modulare e generalista | Mastercam | Officine con molte tipologie di macchina e programmazione quotidiana intensa | Richiede buona configurazione iniziale e disciplina operativa |
| Suite avanzata per processi complessi | Siemens NX CAM, hyperMILL, Tebis | Multiassi, stampi, superfici complesse, integrazione più profonda con il ciclo produttivo | Investimento più alto e implementazione più impegnativa |
| Integrata al CAD meccanico | SolidCAM, TopSolid | Quando si vuole lavorare in continuità con l’ambiente CAD già adottato | La qualità finale dipende molto da workflow e competenza interna |
Il dato interessante è che nessuna di queste famiglie è “giusta” per tutti. Io vedo spesso officine piccole scegliere una suite enorme e poi usarne il 20 per cento, mentre altri si accontentano di una piattaforma leggera e poi si trovano stretti appena entrano lavorazioni più sofisticate. La scelta va letta con una domanda molto concreta: quanto crescerà il mix di pezzi nei prossimi 24 mesi?
Quanto pesa il costo totale, non solo la licenza
Il prezzo della licenza è solo l’inizio. Nel conto reale entrano formazione, personalizzazione del post-processor, configurazione delle librerie utensili, eventuale manutenzione e, soprattutto, il tempo perso se il sistema non è stato validato bene prima dell’uso produttivo. In 2026, una soluzione con listino pubblico come Autodesk Fusion indica un abbonamento di 85 dollari al mese oppure 680 dollari all’anno, ma molte piattaforme professionali non pubblicano tariffe fisse e lavorano su preventivo, soprattutto quando si parla di 5 assi, mill-turn o supporto dedicato.Per leggere bene un investimento CAM, io separo così le voci principali:
- Licenza o abbonamento - il costo visibile, ma non quello più pesante nel medio periodo.
- Messa in servizio - configurazione iniziale, cataloghi utensili, regole di lavorazione, post-processor.
- Formazione - senza addestramento pratico, la produttività non sale in modo stabile.
- Verifica e simulazione - se risparmi qui, spesso paghi dopo con errori di set-up o collisioni.
- Aggiornamenti e supporto - incidono sulla continuità operativa, non solo sulle nuove funzioni.
Questo è il punto che spesso viene sottovalutato: una piattaforma più economica al momento dell’acquisto può diventare costosa se richiede correzioni continue o non si adatta al modo in cui lavora l’officina. Ed è proprio qui che emergono gli errori più frequenti.
Gli errori più costosi quando si cambia sistema
Quando un reparto cambia CAM, i problemi quasi mai nascono dal software in sé. Nascono dall’adozione fatta male.
- Scegliere la licenza guardando solo il prezzo - senza verificare post-processor, simulazione e supporto reale.
- Sottovalutare la formazione - l’operatore impara a “far partire il programma”, ma non a gestire il processo.
- Non standardizzare i metodi - ogni programmatore crea il suo stile e il reparto perde coerenza.
- Validare poco in macchina - la simulazione è utile, ma non sostituisce il controllo sul centro di lavoro.
- Ignorare la manutenzione del sistema - librerie non aggiornate e post-processor trascurati generano errori seriali.
- Confondere velocità di programmazione con qualità del processo - un programma pronto in fretta non è automaticamente un programma buono.
La lezione pratica è semplice: il software giusto riduce le decisioni fragili, non solo il tempo davanti allo schermo. E nel 2026, con più automazione, più integrazione dati e più assistenza intelligente, questo criterio pesa ancora di più.
La scelta migliore è quella che regge il primo pezzo, non solo la demo
Oggi le piattaforme CAM più interessanti non si limitano a generare percorsi utensile: aiutano a standardizzare il lavoro, a gestire meglio i dati e a ridurre le prove inutili. Le funzioni AI e le automazioni stanno entrando nei flussi di programmazione, ma non cambiano una regola di fondo: conta sempre la qualità della configurazione, della simulazione e del controllo in macchina.
Se devo lasciare un criterio pratico, è questo: scegli il sistema che ti permette di ottenere un primo pezzo corretto con il minor numero di aggiustamenti, non quello che impressiona di più in presentazione. In un ambiente come la meccanica di precisione, il valore vero non è la complessità del software, ma la sua capacità di trasformare quella complessità in produzione affidabile, ripetibile e leggibile per chi lavora ogni giorno in officina.