Il CAM di Autodesk interessa soprattutto quando si vuole passare dal modello alla macchina senza moltiplicare esportazioni, correzioni manuali e dubbi sul post processor. Io lo leggo come un problema molto concreto di officina: quanto è fluido il passaggio tra CAD, percorsi utensile, simulazione e G-code, e dove invece si perdono tempo e margine. Qui trovi una lettura pratica di Autodesk Fusion, delle funzioni che servono davvero e dei limiti da considerare prima di adottarlo.
I punti che contano prima di scegliere un flusso CAD/CAM
- Autodesk Fusion unisce CAD, CAM, CAE e PCB in un ambiente connesso, quindi riduce i passaggi tra file e software diversi.
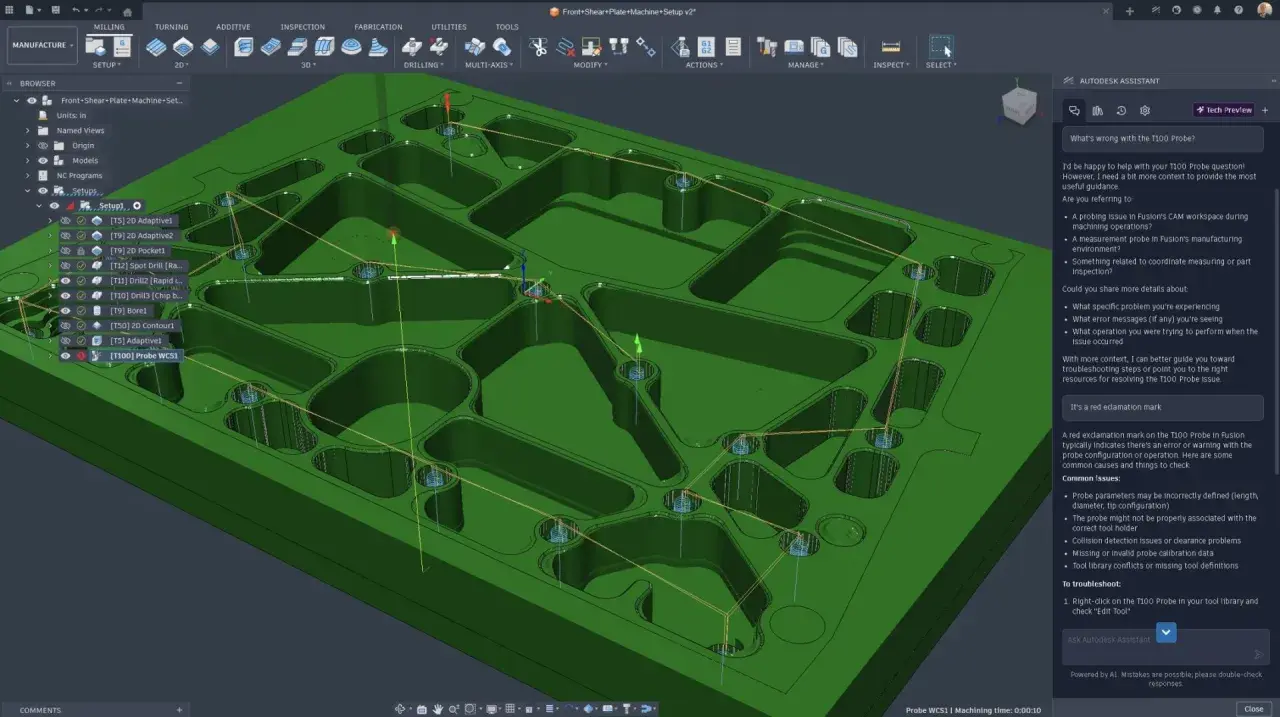
- Il cuore operativo sta nel Manufacture workspace, dove si definiscono setup, strategie di lavorazione, simulazione e output macchina.
- Le funzioni più utili in officina sono quelle che abbassano il rischio: collision avoidance, probing, 4 e 5 assi, tornitura e mill-turn.
- I post processor e le librerie macchine sono decisivi: il software può essere valido, ma il G-code va sempre verificato sulla macchina reale.
- La soluzione dà il meglio quando progetto e produzione cambiano spesso e servono revisioni rapide, non quando si vuole solo un CAM isolato dal resto del flusso.
Che cosa risolve davvero il CAM di Autodesk
La forza di questo ambiente non è solo la generazione dei percorsi utensile. Il punto vero è che il modello, la documentazione e la programmazione restano dentro lo stesso flusso, così una modifica geometrica non obbliga a ricostruire tutto da capo. Autodesk descrive Fusion come una piattaforma che unisce CAD, CAM, CAE e PCB; sul piano pratico significa meno passaggi tra programmi, meno rischio di lavorare su una revisione sbagliata e meno tempo perso a riallineare dati che dovrebbero già essere coerenti. Per chi lavora in meccanica di precisione, questo cambia parecchio la quotidianità. Se una tasca si sposta di due millimetri, se cambia un foro di riferimento o se il reparto tecnico aggiorna un assieme all’ultimo minuto, io voglio che la catena progetto-produzione resti leggibile e non si rompa in mezzo. È lì che un sistema integrato vale più di una lunga lista di funzioni isolate. Da questa base nasce il flusso operativo, e il passaggio successivo è capire come si costruisce davvero il programma macchina.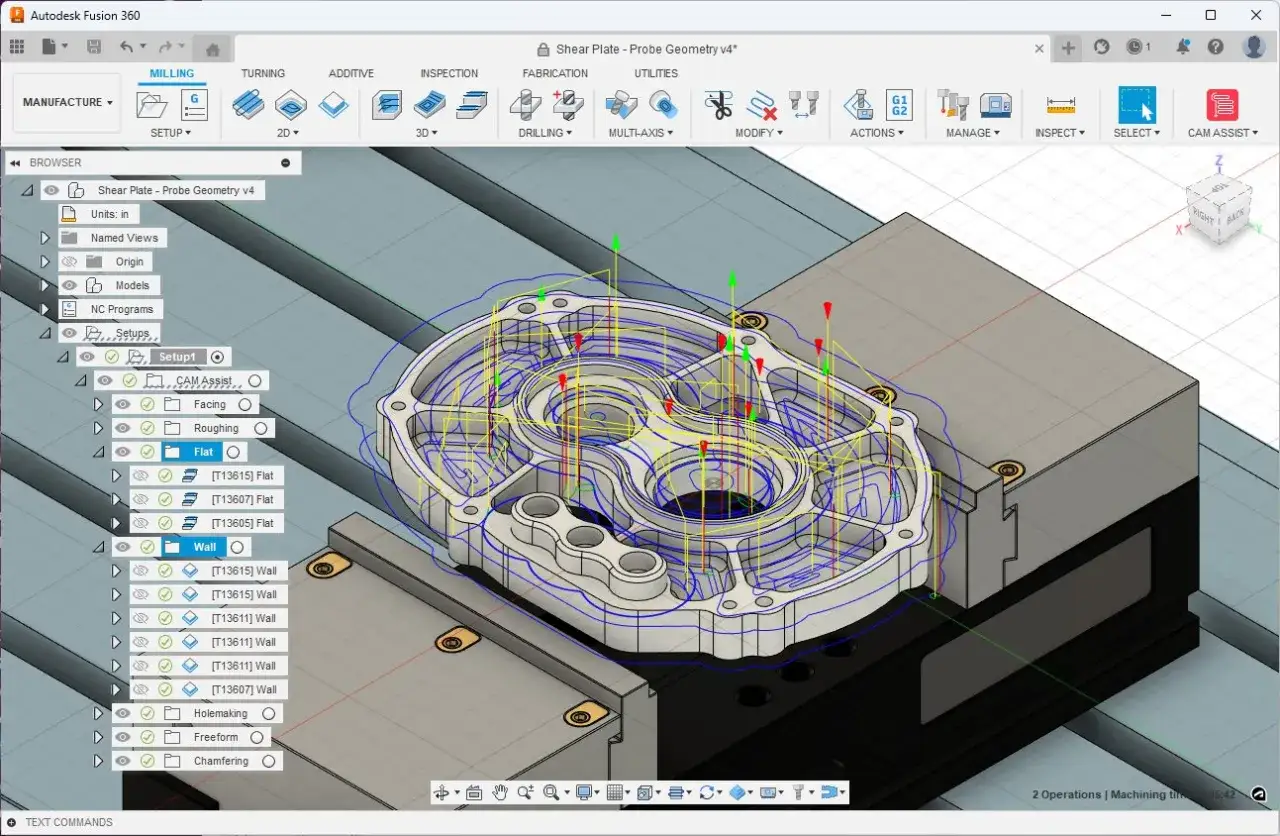
Come passa dal modello al programma macchina
Nel Manufacture workspace il lavoro serio non inizia con il clic sulla strategia più sofisticata, ma con la preparazione corretta del pezzo. Io partirei sempre da una sequenza semplice, perché è quella che riduce errori e rende più facile capire dove nasce un problema.
- Preparo il modello e verifico che la geometria sia pulita, senza superfici inutili o riferimenti ambigui.
- Definisco il setup, cioè il contesto di lavorazione, e imposto il WCS, il sistema di coordinate del pezzo.
- Scelgo la strategia di lavorazione in base al materiale, alla macchina e alla tolleranza richiesta, non solo in base alla forma del pezzo.
- Simulo il percorso utensile per controllare collisioni, sovrametallo, attacchi e zone non lavorate.
- Esporto con il post processor corretto e faccio sempre una verifica finale sul controllo macchina.
La parte che spesso viene sottovalutata è la simulazione. Non serve a “vedere se il programma gira”, ma a capire se il percorso è realistico rispetto a utensile, staffaggi, cinematica e spazio utile della macchina. Io considero utile solo la simulazione che mi fa risparmiare un errore vero, non quella che si limita a mostrare un percorso visivamente elegante. Ed è proprio per questo che le funzioni avanzate contano più di quanto sembri a prima vista.
Le funzioni che contano davvero in officina
Secondo Autodesk, le versioni orientate alla manufacturing includono lavorazioni a 4 e 5 assi simultanei, tornitura, mill-turn, probing, ispezione, collision avoidance e altre funzioni di automazione. È una lista lunga, ma in officina non tutte le voci hanno lo stesso peso. Quello che conta è capire quali riducono i setup, quali abbassano il rischio di crash e quali migliorano la ripetibilità del ciclo.
| Funzione | Perché conta | Dove fa davvero la differenza |
|---|---|---|
| 2.5 e 3 assi | Coprono gran parte della lavorazione standard con un flusso semplice da controllare. | Parti prismatiche, piastre, tasche, forature e riprese rapide. |
| 4 e 5 assi simultanei | Riduccono riposizionamenti e aiutano con geometrie complesse. | Componenti aeronautici, stampi, superfici inclinate e accessi difficili. |
| Tornitura e mill-turn | Permettono di lavorare pezzi torniti e fresati nello stesso ambiente. | Alberi, boccole, componenti misti e cicli combinati. |
| Probing e ispezione | Aiutano a misurare riferimenti, controllare usura utensile e verificare quote in macchina. | Produzione ripetitiva, tolleranze strette e correzioni in processo. |
| Collision avoidance | Riduce il rischio di impatti tra utensile, mandrino, staffaggi e cinematica macchina. | Setup compatti, multi-asse e lavorazioni con accesso limitato. |
| Deburr e modifica dei percorsi | Consente di rifinire i bordi e adattare i toolpath senza ricostruire tutto il ciclo. | Parti che richiedono qualità superficiale e ripetibilità estetica o funzionale. |
La lettura corretta non è “più funzioni uguale meglio”. La lettura corretta è: quali funzioni ti fanno risparmiare una ripresa, un controllo manuale o una rilavorazione. Se il tuo pezzo cambia spesso, il valore sta proprio nella capacità di adattare il programma senza ricominciare ogni volta da zero. Da qui il tema successivo è inevitabile: la qualità del CAM si vede davvero nel momento in cui il codice deve parlare con una macchina concreta.
Post processor e librerie macchine senza errori inutili
Il punto più delicato non è scegliere una strategia, ma tradurla in un linguaggio che la macchina capisca senza ambiguità. La libreria macchine ti aiuta a impostare una cinemática coerente con il centro di lavoro, mentre la libreria post di Autodesk è il punto di partenza per i post processor più comuni. Ma nessuna libreria sostituisce la verifica del G-code: ogni controllo può gestire assi, compensazioni, cicli e rotazioni in modo diverso.
- Controllo orientamento assi e verso di rotazione.
- Verifico l’origine pezzo e la coerenza con il setup.
- Controllo compensazioni utensile, lunghezze e raggi.
- Esamino cicli di foratura, cambio utensile e refrigerante.
- Faccio attenzione ai limiti degli assi rotativi e ai movimenti rapidi.
Io non manderei mai in produzione un nuovo post senza una prova su un pezzo semplice o senza almeno un dry run controllato. È una prudenza banale solo in apparenza: in officina, gli errori più costosi nascono quasi sempre da un dettaglio che sembrava secondario. Quando questo è sotto controllo, allora ha senso chiedersi se il flusso integrato sia davvero la scelta migliore rispetto a strumenti separati.
Quando conviene più di un flusso CAD e CAM separato
Qui la risposta non è ideologica. Un ambiente integrato come Autodesk Fusion tende a funzionare molto bene quando progettazione e produzione devono parlare spesso tra loro, quando i pezzi cambiano di frequente e quando si vuole ridurre il numero di passaggi manuali. Al contrario, un flusso con strumenti separati può avere più senso se l’azienda ha già standard molto rigidi, una macchina estremamente specializzata o procedure interne che richiedono software dedicati per ogni fase.
| Criterio | Ambiente integrato | Strumenti separati |
|---|---|---|
| Gestione delle revisioni | Più lineare, con meno export e import. | Più frammentata, ma talvolta utile se i ruoli sono molto divisi. |
| Velocità di adozione | Spesso più rapida per piccoli e medi team. | Più lenta, perché i passaggi tra software richiedono procedure chiare. |
| Specializzazione | Molto buona per la maggior parte delle lavorazioni comuni e avanzate. | Più adatta quando servono processi altamente verticali o legacy consolidati. |
| Collaborazione | Più semplice quando progettazione e officina condividono gli stessi dati. | Più complessa, ma utile in organizzazioni già molto strutturate. |
| Rischio di rilavorazione | Più basso se si lavora con una sola fonte dati. | Più alto se il passaggio tra reparti non è disciplinato. |
La mia valutazione pratica è questa: se il tuo reparto vive di revisioni frequenti e di tempi stretti, l’integrazione è un vantaggio concreto. Se invece il tuo ambiente è già molto ottimizzato su macchine, post e procedure specifiche, il beneficio dell’integrazione esiste ancora, ma va misurato con attenzione. E proprio qui entra in gioco l’impostazione iniziale, che fa la differenza tra un software utile e un software che resta sottoutilizzato.
L’impostazione pratica che riduce tempi e rilavorazioni
Se dovessi mettere Autodesk Fusion in officina senza perdere settimane in test inutili, io partirei con una logica molto semplice: standardizzare prima, spingere sulle strategie avanzate dopo. È il modo più efficace per trasformare un buon software in un processo affidabile.
- Scelgo una famiglia di pezzi rappresentativa e la uso come caso base.
- Blocco una macchina di riferimento, un post verificato e un setup coerente.
- Creo una tool library pulita, con nomi e parametri uguali per tutti.
- Valido simulazione, G-code e dry run prima di aprire il flusso ad altri pezzi.
- Documento le correzioni trovate, così il sapere resta nel reparto e non nella testa di una sola persona.
Il vantaggio vero non sta nel cercare la strategia più esotica, ma nel rendere ripetibile quella giusta per il tuo lavoro. Se il tuo parco macchine è vario, investi prima su post, librerie e disciplina dei dati; se invece produci famiglie di pezzi abbastanza stabili, lavora sulla standardizzazione dei setup e sulla verifica in macchina. In entrambi i casi, il risultato migliore arriva quando il software segue il processo, non quando il processo deve inseguire il software.