La vera differenza, in una lavorazione di precisione, non la fa solo il disegno del pezzo ma la continuità tra modello, percorso utensile e macchina. Quando questi passaggi sono coerenti, il reparto tecnico lavora più rapidamente, riduce gli errori e ottiene una ripetibilità molto più alta, soprattutto su geometrie strette e tolleranze sensibili. In questo articolo spiego come funziona l’integrazione tra CAD, CAM e CNC, quando conviene davvero, quali scelte contano e dove si annidano gli errori più costosi.
Le informazioni essenziali per collegare progetto e produzione
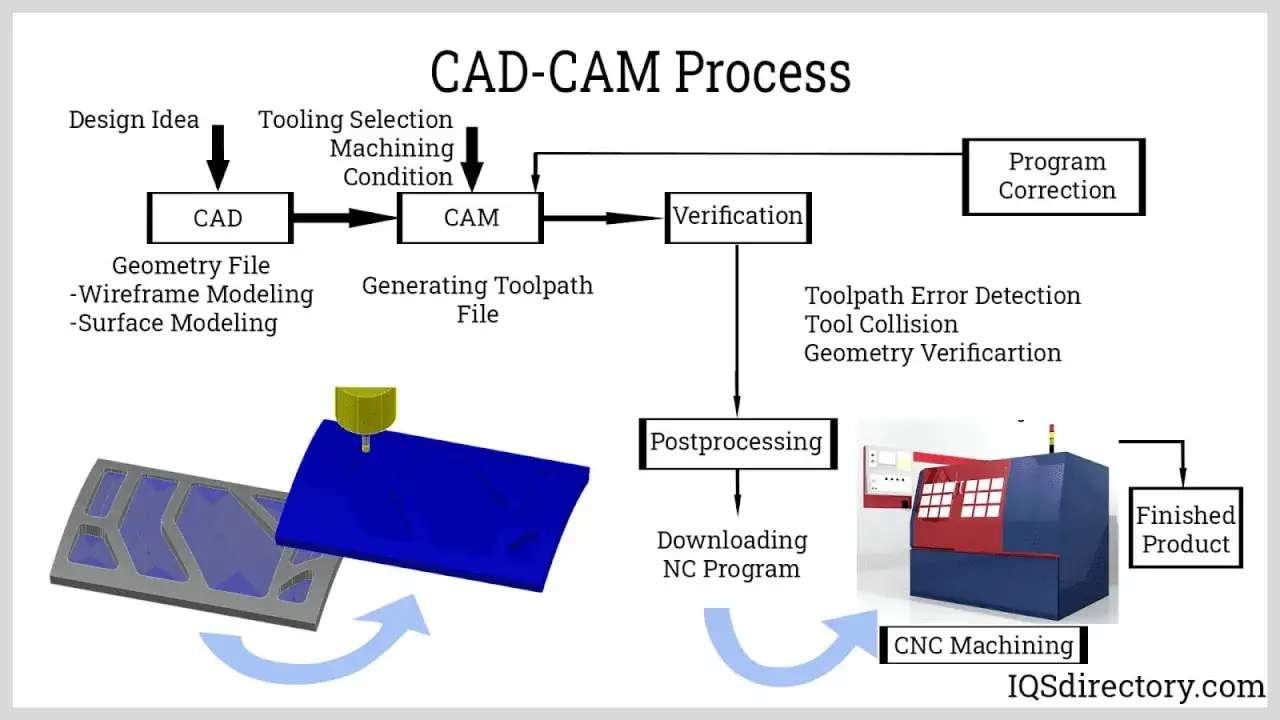
- Il CAD definisce geometria, quote e vincoli; il CAM trasforma quel modello in strategie di lavorazione; la CNC esegue il programma sul pezzo reale.
- La simulazione completa serve a controllare utensile, portautensile, grezzo, attrezzaggi e corsa macchina prima del primo truciolo.
- Il post-processore è il punto di contatto tra software e controllo numerico: se non è corretto, il pezzo non lo sarà.
- Il flusso integrato dà il massimo con lotti piccoli, varianti frequenti, geometrie complesse e tolleranze strette.
- Comprare più automazione del necessario è un errore comune: conta scegliere il livello giusto di assi, software e competenze.
Che cosa unisce progettazione, preparazione utensili e macchina
Nel lavoro quotidiano, CAD significa costruire il modello e fissare la logica del pezzo: quote, vincoli, lavorazioni, revisioni. CAM significa trasformare quel modello in percorsi utensile, scegliere attacchi e strategie di sgrossatura o finitura, definire avanzamenti, correzioni e sequenza delle operazioni. CNC, infine, è la parte fisica: la macchina interpreta il programma e muove assi, mandrino e utensili secondo una cinematica reale, con tutti i limiti del mondo fisico.
La differenza tra un reparto che lavora bene e uno che rincorre correzioni sta quasi sempre qui: non basta esportare un file. Serve che il modello sia coerente con il processo, che il percorso utensile rispetti il setup e che il controllo numerico riceva istruzioni compatibili con la macchina installata in officina. Quando questo allineamento manca, i problemi arrivano sotto forma di collisioni, tempi morti, correzioni manuali e, nei casi peggiori, scarti costosi.
Io guardo sempre a questa integrazione come a una catena unica: ogni anello deve reggere il successivo. Se il CAD è impreciso, il CAM lavora su basi fragili; se il CAM è generico, la macchina perde efficienza; se il CNC non è programmato con attenzione, tutta la precisione teorica resta sullo schermo. Il passo successivo è capire come avviene questa traduzione, perché lì si perde più tempo di quanto molti immaginino.
Dal modello al pezzo senza passaggi inutili
Il flusso corretto parte quasi sempre da un modello pulito e già pensato per la produzione. Prima verifico la geometria, poi definisco il grezzo, le superfici da preservare, i riferimenti di piazzamento e gli utensili disponibili in officina. Solo dopo passo ai percorsi, perché un CAM costruito senza contesto produce programmi formalmente validi ma poco efficienti sul banco.
- Preparazione del modello - controllo solidi, superfici aperte, spessori minimi e feature inutili che complicano la lavorazione.
- Setup di officina - definisco origine pezzo, staffaggi, ingombri, grezzo e orientamento della lavorazione.
- Generazione dei percorsi - scelgo sgrossatura, semifinitura e finitura in base a materiale, macchina e obiettivo di qualità superficiale.
- Post-processo - converto il percorso generico in codice adatto al controllo numerico della macchina specifica.
- Verifica - simulo collisioni, limiti assi, sovracorse, utensile e portautensile prima di andare in macchina.
- Prima esecuzione - controllo offset, quota zeri, serraggi e comportamento reale del taglio.
Il ruolo del post-processore
Il post-processore è il traduttore tra il CAM e la macchina. Non è un dettaglio tecnico da lasciare a margine: se il controllo numerico richiede una sintassi diversa, se gestisce in modo particolare gli archi, gli utensili o i cicli fissi, il codice generato deve rispettare quella logica. In pratica, il CAM può essere ottimo, ma senza un post-processore coerente il programma resta teorico.
Leggi anche: Autodesk Inventor - Progettazione e CAM: la guida definitiva
Perché la simulazione conta più di quanto si pensi
Nel 2026 la vera svolta non è solo fare un percorso utensile, ma verificarlo sulla macchina virtuale. La simulazione seria controlla utensile, portautensile, grezzo, attrezzaggi e cinematica completa; quella superficiale mostra solo il movimento del punto utensile e lascia fuori i problemi che poi costano ore in officina. Quando devo valutare un nuovo processo, è questa la parte che considero davvero non negoziabile.
Una volta chiarito il passaggio digitale, resta la domanda più concreta: in quali casi questo approccio dà un vantaggio netto e in quali, invece, è solo complessità in più? È qui che la scelta tecnica diventa davvero interessante.
Dove il flusso integrato rende di più
Il valore dell’integrazione emerge soprattutto quando il pezzo cambia spesso, la geometria è articolata oppure il margine d’errore è basso. Su una produzione semplice e ripetitiva si può anche lavorare con strumenti più essenziali; su una commessa variabile, invece, il collegamento stretto tra progetto, percorso e macchina riduce in modo evidente le revisioni manuali.
In pratica, 2,5D copre bene tasche e fori, il 3 assi resta efficiente su molti pezzi prismatici, mentre 3+2 e 5 assi diventano utili quando il pezzo va ripreso su più facce o presenta sottosquadri e superfici difficili da raggiungere.
| Situazione | Perché l’integrazione aiuta | Attenzione da non trascurare |
|---|---|---|
| Pezzi prismatici e piccole serie | Consente di riusare modelli, utensili e strategie già validate, accorciando i tempi di preparazione. | Se il processo è troppo standardizzato, si rischia di forzare un CAM complesso dove basterebbe un flusso più semplice. |
| Stampi, cavità e superfici libere | La gestione di 3 assi, 3+2 o 5 assi permette di migliorare accesso utensile, finitura e continuità di lavorazione. | Più complessità non significa automaticamente migliore risultato: servono setup e simulazione molto rigorosi. |
| Lotti piccoli con revisioni frequenti | Ogni modifica del modello si riflette meglio sul percorso utensile e sul programma finale. | Se la gestione delle versioni è debole, il vantaggio si annulla rapidamente. |
| Tolleranze strette e controllo qualità severo | Riduce gli errori di interpretazione tra ufficio tecnico e officina, soprattutto quando si lavora nell’ordine dei centesimi di millimetro. | La precisione reale dipende comunque da macchina, utensile, serraggio, metrologia e stabilità termica. |
In officina vedo spesso la stessa situazione: il software è corretto, ma il valore arriva davvero solo quando il processo è costruito per il tipo di pezzo. Per questo ha senso distinguere bene tra lavorazioni semplici, geometrie complesse e casi in cui serve una vera lavorazione multiasse. Da qui nasce la scelta degli strumenti, che è il punto successivo.
Come scegliere software e macchina senza sovradimensionare l’investimento
Qui il rischio più comune è comprare tecnologia pensando che risolva un problema di metodo. In realtà, la scelta giusta dipende da quattro domande molto pratiche: che pezzi lavori, con quale frequenza cambi revisioni, quanta automazione ti serve davvero e quanto tempo hai per formare chi programma e chi prepara la macchina.
| Approccio | Quando ha senso | Vantaggi | Limiti |
|---|---|---|---|
| Suite integrata per CAD e CAM | Team piccoli o medi, molte revisioni, bisogno di passare rapidamente dal progetto al programma. | Meno passaggi manuali, dati più coerenti, meno rischio di errore tra un software e l’altro. | Se il reparto non ha disciplina sui dati, l’integrazione da sola non basta. |
| CAD e CAM separati | Reparti strutturati con ruoli distinti e necessità avanzate su entrambi i lati. | Più specializzazione e maggiore libertà nella scelta degli strumenti migliori per ogni fase. | Più esportazioni, più conversioni e più possibilità di perdere informazioni utili. |
| Programmazione base a bordo macchina | Lavorazioni semplici, correzioni rapide, urgenze o pezzi molto ripetitivi. | Tempi brevi per operazioni semplici e minore dipendenza dal flusso ufficio. | Scalabilità limitata quando la complessità cresce. |
Come regola pratica, io separo sempre due livelli: complessità del pezzo e complessità del processo. Un pezzo semplice può essere prodotto benissimo con un flusso essenziale; un pezzo con sottosquadri, superfici inclinate o più serraggi richiede un software che gestisca bene assi rotativi, verifica macchina e librerie utensili affidabili. Nel dubbio, è più sensato investire in post-processori solidi, formazione e simulazione che in funzioni avanzate che nessuno usa davvero.
Quando il reparto cresce, il salto a 4 o 5 assi ha senso solo se riduce i piazzamenti, migliora l’accesso agli utensili o taglia tempi di ciclo in modo misurabile. Se questo non succede, il rischio è di complicare tutto senza un ritorno concreto. Ed è proprio la mancanza di questi controlli a generare gli errori che vedo più spesso.
Gli errori che vedo più spesso quando il passaggio non è robusto
Il problema, quasi mai, è il software in sé. Il problema è l’uso disordinato del flusso: file non aggiornati, utensili non coerenti, zero pezzo sbagliato, simulazione fatta a metà. Sono errori banali solo in apparenza, perché in lavorazioni di precisione bastano pochi dettagli trascurati per rovinare una giornata intera di produzione.
- Modello incompleto o sporco - superfici aperte, feature inutili e quote non controllate generano percorsi inutili o poco affidabili.
- Staffaggi sottovalutati - se il morsetto o la morsa non entrano nella simulazione, il rischio collisione resta invisibile fino al primo avvio.
- Post-processore generico - un file corretto in teoria può diventare inefficiente o incompatibile sul controllo reale.
- Biblioteca utensili non aggiornata - lunghezze, raggi, portautensili e sporgenze cambiano il risultato più di quanto molti immaginino.
- Parametri di taglio copiati senza verifica - materiale, macchina e rigidezza reale del serraggio impongono limiti diversi da quelli del catalogo.
- Simulazione solo parziale - verificare il solo percorso senza macchina, attrezzaggio e cinematica completa è spesso insufficiente.
Un esempio molto concreto: un utensile corretto da 10 mm con troppa sporgenza lavora in modo completamente diverso rispetto allo stesso utensile ben supportato. Il CAM può suggerire la strategia migliore, ma non può annullare vibrazioni, flessioni e instabilità meccaniche. Per questo considero la coerenza tra digitale e officina la vera misura della qualità di un processo.
Quando questi errori vengono controllati, il lavoro diventa prevedibile. Da lì in poi non si tratta più solo di far funzionare un programma, ma di costruire un metodo che regga nel tempo e sulle commesse successive.
Le decisioni che rendono stabile un reparto CAD/CAM nel 2026
Nel 2026, la differenza la fanno soprattutto le discipline operative: versioni ordinate, librerie utensili affidabili, simulazione completa e un passaggio chiaro tra ufficio tecnico e reparto macchine. Io partirei da qui, non dall’acquisto più costoso.
- Standardizza i nomi dei file e le revisioni - così eviti di lavorare su una geometria superata.
- Registra utensili, portautensili e sporgenze reali - il CAM deve riflettere ciò che c’è davvero in macchina.
- Usa una lista di controllo per il setup - zeri, serraggi, grezzo, quote critiche e verifiche prima della prima corsa.
- Simula sempre le nuove lavorazioni - soprattutto quando cambiano macchina, staffaggio o materiale.
- Forma chi programma e chi prepara - la precisione non nasce dal software, ma da chi lo usa bene.
Se devo riassumere il punto con una frase sola, direi questo: il vantaggio del CAD/CAM non sta nel disegno o nel codice presi separatamente, ma nella continuità tra i due e nella capacità della CNC di eseguire senza ambiguità. Quando il processo è costruito bene, il risultato non è solo più veloce: è più pulito, più ripetibile e molto più facile da controllare anche sui pezzi difficili.