Un sistema CAM ben impostato fa la differenza tra un pezzo programmato in fretta e un ciclo di lavorazione affidabile, ripetibile e facile da mantenere. Quando si parla di produzione per CNC, il vero nodo non è solo generare codice macchina, ma collegare modello CAD, strategia di taglio, simulazione e controllo numerico senza introdurre errori. In questo articolo chiarisco cosa fa davvero il CAM, come funziona il flusso CAD/CAM, quali lavorazioni copre e quali criteri uso per valutare un software in officina.
Le idee chiave da portare in officina
- Il CAM traduce il modello in percorsi utensile e poi in codice leggibile dal controllo numerico.
- Il post-processor è il ponte tra il percorso generico e la macchina reale: se è sbagliato, il programma si complica subito.
- La simulazione utile non riguarda solo il pezzo, ma anche utensili, staffaggi, mandrino e limiti degli assi.
- 3 assi, 3+2 e 5 assi rispondono a esigenze diverse: non esiste una scelta valida per tutti i pezzi.
- Il software giusto dipende da macchina, controllo, lotti, competenze e assistenza disponibile.
- Gli errori più costosi nascono quasi sempre da configurazione, non dalla teoria del CAM.
Che cosa fa davvero un sistema CAM per CNC
Io partirei da una distinzione semplice: il CAD definisce la geometria, il CAM decide come produrla. Nel mezzo ci sono scelte molto concrete: utensile, avanzamenti, numero di passate, attacchi, tolleranze e strategia di sgrossatura o finitura. Se questo passaggio è debole, la macchina può anche essere eccellente, ma il risultato resta lento, instabile o difficile da replicare.
Un buon sistema CAM non si limita a disegnare linee sul monitor. Calcola i percorsi utensile, li adatta alla macchina reale e li trasforma in codice NC che il controllo può eseguire. Qui entra in gioco il post-processor, cioè il componente che traduce il percorso generico nel linguaggio specifico di quella macchina e di quel controllo.
Il post-processor non è un dettaglio
Se il post-processor è sbagliato, il programma può essere formalmente corretto ma praticamente inutilizzabile: orientamenti errati, cicli non supportati, offset gestiti male o movimenti non coerenti con la cinematica reale. In officina questo si traduce in prove lunghe, correzioni manuali e, nei casi peggiori, collisioni evitabili. Per questo io lo considero una parte del processo, non un accessorio da sistemare alla fine.
Leggi anche: CAD parametrico - Davvero utile o solo un peso?
La simulazione utile è quella che replica la macchina
Simulare il solo utensile sul pezzo è meglio di niente, ma non basta quando ci sono staffaggi, mandrino, contropunte o assi rotativi. La simulazione seria verifica ingombri, corsa assi e collisioni possibili prima che il programma arrivi al centro di lavoro. È qui che si risparmia tempo vero, perché si corregge a schermo ciò che altrimenti si pagherebbe in fermo macchina.
Chiarito questo livello di base, ha senso vedere il flusso completo dal file CAD al primo pezzo buono.
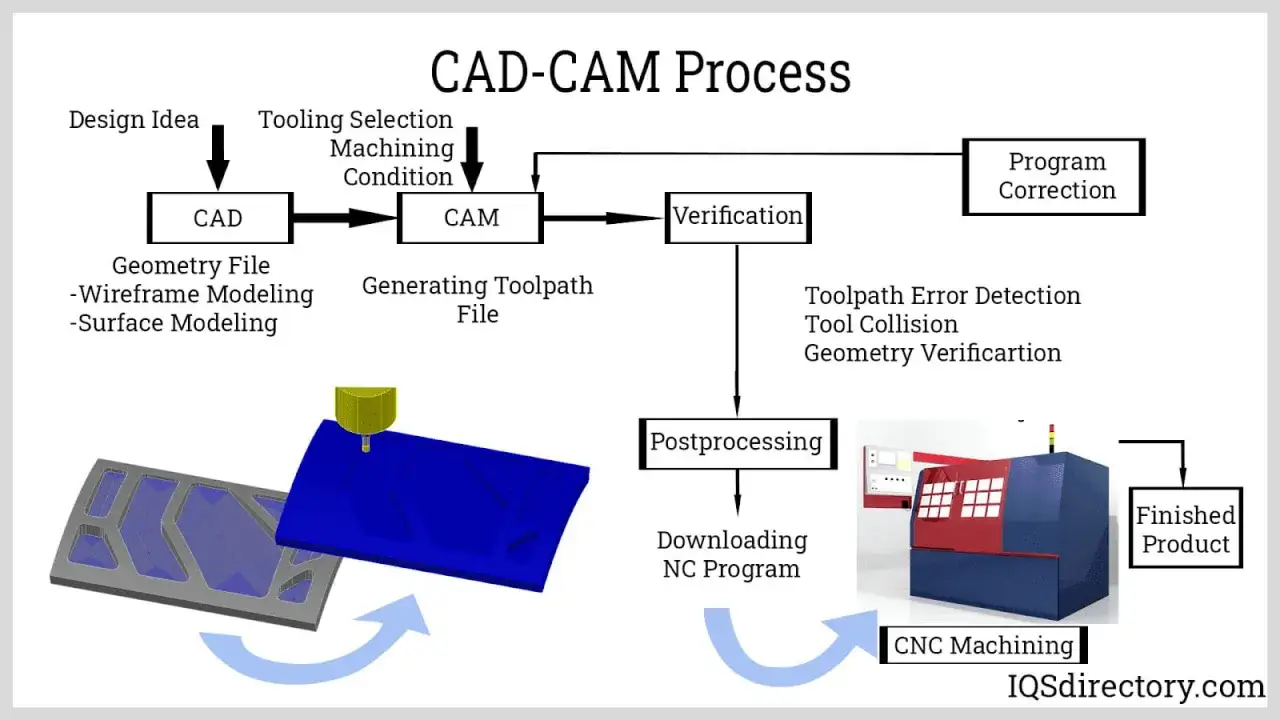
Come funziona il flusso CAD/CAM dall'idea al pezzo
Il valore del CAM emerge davvero quando il passaggio dal progetto alla produzione è ordinato. Io lo leggo sempre come una catena di decisioni: prima definisci il pezzo, poi il materiale, poi la macchina, poi il modo in cui vuoi arrivare alla quota finale. Saltare uno di questi passaggi significa spostare il problema più avanti, non eliminarlo.
| Fase | Cosa faccio | Perché conta |
|---|---|---|
| Import del CAD | Carico il modello e verifico geometria, superfici e tolleranze | Evito errori nati da file incompleti o versioni sbagliate |
| Setup del pezzo | Definisco grezzo, zero pezzo, staffaggi e riferimenti | Il setup decide precisione, accessibilità e tempi di ciclo |
| Scelta macchina e utensili | Associo macchina, controllo, portautensili e utensili reali | La cinematica e la rigidità cambiano il programma finale |
| Strategia di lavorazione | Imposto sgrossatura, semifinitura e finitura | Qui si decide se il ciclo sarà stabile o troppo aggressivo |
| Simulazione | Controllo collisioni, sottosquadri e limiti degli assi | Riduce i rischi prima che il programma arrivi in macchina |
| Post-processo | Genero il file NC specifico per quel controllo | Il codice deve parlare la lingua della macchina reale |
In pratica, il CAM non chiude il lavoro da solo: prepara un programma verificabile e coerente con la macchina. Io controllo sempre il primo pezzo in officina, perché il miglior percorso utensile resta una simulazione finché non incontra davvero materiale, serraggio e vibrazioni. Da qui nasce una domanda decisiva: quali lavorazioni copre davvero questo approccio e quando conviene usarlo.
Quali lavorazioni copre davvero e quando conviene usarlo
Il CAM non serve solo per superfici complesse o pezzi aeronautici. Nelle officine di meccanica di precisione è utile anche su componenti prismatici, forature multiple, tasche, riprese da più lati e piccoli lotti da riprogrammare spesso. La differenza vera sta nel numero di setup che riesci a eliminare senza perdere controllo sul pezzo.
| Tipo di lavorazione | Dove rende meglio | Limiti pratici | Nota operativa |
|---|---|---|---|
| 2D e 2.5D | Tasche, contorni, forature, spianature | Geometrie molto semplici o prismatiche | Ottimo per velocità e standardizzazione |
| 3 assi | Componenti generici, stampi semplici, lavorazioni su faccia unica | Sottosquadri e accessibilità limitata | È ancora la base più diffusa in officina |
| 3+2 assi | Superfici inclinate e lavorazioni su più lati | Serve indicizzazione e setup più attento | Riduce i riposizionamenti senza arrivare al 5 assi continuo |
| 5 assi simultaneo | Superfici complesse, cavità profonde, palette, stampi evoluti | Maggiore complessità di programmazione e verifica | Taglia setup e migliora l'accessibilità dell'utensile |
| Tornitura e mill-turn | Alberi, flange, pezzi torniti con fresature integrate | Cinematica e post-processor più delicati | Molto efficiente quando il pezzo richiede più operazioni sulla stessa macchina |
La regola pratica che uso è questa: se il pezzo è semplice ma cambia spesso, meglio un flusso rapido e standardizzato; se la geometria cresce, i setup si moltiplicano o i dettagli diventano critici, il CAM avanzato smette di essere un lusso e diventa uno strumento di contenimento degli errori. A questo punto la scelta non è più teorica: bisogna capire quale software regge davvero il tuo tipo di lavoro.
Come scegliere il software giusto per la tua officina
Io non sceglierei un software CAM dal catalogo delle funzioni, ma da come si comporta su macchina reale. Le demo mostrano quasi sempre il lato migliore; la differenza vera emerge quando devi gestire controlli diversi, utensili reali, librerie disordinate e pezzi che cambiano all'ultimo minuto.
| Criterio | Cosa verificare davvero |
|---|---|
| Compatibilità con macchina e controllo | Se il software supporta la tua cinematica, i tuoi cicli e il tuo controllo senza workaround |
| Post-processor | Se esiste già, se è affidabile e se può essere adattato ai tuoi standard interni |
| Simulazione macchina | Se controlla collisioni tra pezzo, utensile, staffaggi, mandrino e assi |
| Librerie utensili e materiali | Se puoi riusare dati coerenti senza ricominciare ogni volta da zero |
| Automazione | Se supporta template, strategie riutilizzabili e standard di officina |
| Supporto e formazione | Se hai assistenza rapida, documentazione chiara e un rivenditore che conosce le macchine |
Se lavori con controlli Fanuc, Siemens o Heidenhain, o con macchine mill-turn, il supporto del post-processor pesa più di una funzione spettacolare che userai due volte l'anno. In Italia, questo è spesso il vero discrimine: un software mediamente buono con assistenza competente vale più di una piattaforma potente lasciata sola in ufficio tecnico. Una volta scelto lo strumento, restano gli errori pratici che fanno saltare tempi, tolleranze e serenità.
Gli errori che fanno perdere tempo e pezzi
Molti problemi che attribuiamo al CAM, in realtà, nascono da una configurazione frettolosa o da una verifica fatta a metà. Qui gli errori che vedo più spesso in officina sono ripetitivi, ma costano cari proprio perché sembrano piccoli all'inizio.
- Affidarsi a un post-processor generico: il programma magari gira, ma non sfrutta bene la macchina e richiede correzioni manuali continue.
- Saltare la verifica di staffaggi e utensili lunghi: basta un dettaglio dimenticato per trasformare una lavorazione corretta in una collisione.
- Usare strategie troppo aggressive: non sempre la via più rapida è la migliore; su pezzi sottili o materiali duri serve più controllo.
- Simulare solo il percorso utensile: senza modello della macchina e dei componenti reali, la simulazione resta incompleta.
- Non allineare CAD, CAM e macchina: versioni diverse del modello o dati utensile incoerenti generano errori difficili da leggere a posteriori.
- Lasciare librerie sporche o non aggiornate: una punta sbagliata o un utensile con lunghezza errata può rovinare l'intero setup.
Il punto non è essere prudenti in modo eccessivo; è togliere incertezza dove costa di più. Quando il programma arriva in macchina, ogni ambiguità si trasforma in tempo perso, e spesso anche in materiale da rifare. Resta quindi una domanda più concreta: in quali situazioni il CAM ripaga davvero il tempo investito e quando, invece, un flusso più semplice può bastare.
Dove il CAM ripaga davvero il tempo investito
Il CAM rende di più quando la lavorazione non è banale e il costo dell'errore è alto. Se devo sintetizzare, lo considero particolarmente utile in quattro casi: lotti piccoli o variabili, geometrie complesse, pezzi con più setup e produzioni dove la ripetibilità conta più della singola prova.
- Prototipi e pre-serie: qui la velocità di modifica pesa molto, perché il pezzo cambia spesso e il tempo perso si accumula.
- Pezzi con più facce: il CAM aiuta a coordinare riprese, riferimenti e accessibilità senza improvvisare in macchina.
- Geometrie complesse: superfici libere, cavità e sottosquadri richiedono percorsi controllati e simulazione seria.
- Macchine costose o molto produttive: più la macchina vale, più ha senso proteggerla con un processo robusto.
- Team con più operatori: i template e le librerie condivise aiutano a mantenere uno standard comune.
Se dovessi partire oggi, investirei prima in simulazione e post-processor, poi nelle strategie avanzate. Sono loro a proteggere tempi ciclo, macchina e pezzo, e sono loro che trasformano un buon software in un vero vantaggio operativo. Quando questi elementi sono solidi, il CAM smette di essere solo un programma e diventa una parte stabile del processo produttivo.