I punti che contano davvero quando il modello deve diventare un pezzo
- Il 3D meccanico è utile quando riduce ambiguità, non quando aggiunge solo estetica al progetto.
- Un buon modello nasce da vincoli funzionali, riferimenti di misura, materiali e lavorazione già pensati in anticipo.
- Parametrico, diretto e ibrido non sono sinonimi: servono in casi diversi e con tempi diversi.
- Il salto verso il CAM richiede stock, orientamento, utensili, simulazione e post processing corretti.
- I file più affidabili per lo scambio sono spesso STEP e, in certi casi, i formati nativi; STL va trattato con cautela in ambito meccanico di precisione.
- Gli errori più pesanti sono quasi sempre gli stessi: raggi interni irrealistici, tolleranze ovunque e assiemi non verificati.
Che cosa cambia davvero quando il modello passa in officina
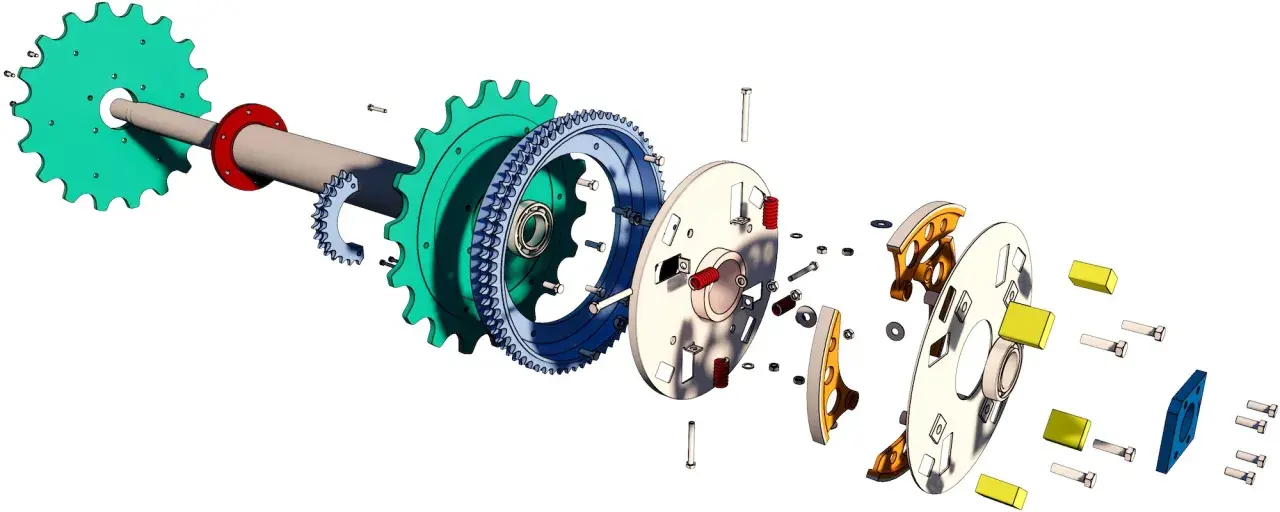
Il salto dal disegno bidimensionale al modello tridimensionale cambia il modo in cui si ragiona sul pezzo. In 2D si leggono le quote; in 3D si controllano geometrie, interferenze, ingombri e relazioni tra componenti con molto più anticipo. Io considero questo passaggio decisivo soprattutto nella meccanica di precisione, perché riduce il rischio di interpretazioni diverse tra chi progetta, chi programma e chi lavora il pezzo.
Un modello 3D ben fatto non sostituisce il disegno tecnico, ma lo rende più robusto. Serve a verificare come si accoppiano componenti, dove passa l’utensile, quali superfici sono funzionali e quali sono solo di contenimento. Se il progetto nasce già con questa logica, la produzione scorre molto meglio. Ecco perché il modello non va pensato come un semplice “solido”, ma come la base di una decisione produttiva.
| Aspetto | Disegno 2D | Modello 3D |
|---|---|---|
| Verifica interferenze | Manuale o parziale | Più immediata e visiva |
| Montaggio | Richiede più interpretazione | Si controlla sull’assieme |
| Revisione | Rischio di inconsistenze tra tavole | Più semplice se il modello è associativo |
| Passaggio al CAM | Più indiretto | Più lineare, se il file è pulito |
La differenza vera, però, non è grafica: è operativa. E proprio qui entra in gioco il modo in cui il modello viene costruito.
Come imposto un modello meccanico che non crei problemi dopo
Io parto sempre da una regola semplice: prima definisco il comportamento del pezzo, poi la sua forma. Se una parte deve resistere a carichi, guidare un movimento o garantire un accoppiamento preciso, queste priorità devono essere visibili nel modello fin dall’inizio. Un file 3D che “sembra corretto” ma non racconta come verrà misurato o lavorato finisce per generare revisioni inutili.
Parto dai vincoli funzionali
Le superfici che lavorano davvero vanno identificate subito. Non tutto il pezzo ha lo stesso peso: ci sono facce di riferimento, sedi cuscinetto, alloggiamenti, piani di appoggio e zone che possono tollerare più libertà. Se queste differenze non sono chiare, il modello rischia di diventare generico e poco utile in officina.
Definisco riferimenti e quote chiave
Per un pezzo meccanico serio, i riferimenti A/B/C non sono formalità. Servono a stabilire da dove si misura, come si quota e come si ripete il controllo. Io preferisco definire pochi riferimenti solidi piuttosto che riempire il progetto di quote sparse: si perde meno tempo in revisione e si evitano ambiguità in collaudo.
Leggi anche: Render AutoCAD - Guida per risultati tecnici e credibili
Penso già a utensili, fissaggio e materiale
Qui si vede la differenza tra un modello “bello” e un modello producibile. Se prevedi una fresa da 6 mm, un angolo interno da 2 mm è già un vincolo pesante. Se la superficie deve essere ripresa in due bloccaggi, è meglio progettare geometrie che non richiedano contorsioni al CAM. Anche il materiale conta: alluminio, acciaio e tecnopolimeri non reagiscono allo stesso modo in termini di deformazione, evacuazione del truciolo e finitura.
Quando questa base è chiara, ha senso chiedersi quale logica di modellazione ti conviene usare davvero.
Parametrico, diretto o ibrido: quale approccio conviene davvero
La scelta del metodo di modellazione non è un dettaglio tecnico, è una decisione di produttività. Nel lavoro reale non esiste un approccio migliore in assoluto: esiste quello più adatto al tipo di pezzi, al numero di revisioni e al livello di integrazione con la produzione. Io vedo spesso aziende che scelgono un software solo perché è noto, ma poi usano il metodo sbagliato per il loro flusso.
| Approccio | Dove funziona meglio | Punti forti | Limiti reali |
|---|---|---|---|
| Parametrico | Famiglie di pezzi, revisioni frequenti, assiemi complessi | Relazioni pulite, aggiornamento automatico, controllo delle varianti | Più rigido quando bisogna intervenire rapidamente su file esterni |
| Diretto | Import di geometrie esterne, correzioni rapide, riprese su modelli legacy | Modifica veloce, meno dipendenza dalla storia del modello | Meno efficace se il progetto cresce molto o richiede molte varianti |
| Ibrido | Quando si alternano sviluppo interno e gestione di file ricevuti dall’esterno | Buon compromesso tra libertà e controllo | Richiede metodo, altrimenti diventa un ambiente confuso |
Se lavori su componenti ripetitivi, il parametrico è quasi sempre la scelta più solida. Se invece devi correggere modelli di fornitori o recuperare parti esistenti, il diretto fa risparmiare tempo. L’ibrido ha senso quando il reparto tecnico deve fare entrambe le cose senza cambiare piattaforma ogni volta. Se la geometria è sotto controllo, il passo successivo è portare il modello verso il CAM senza perdere precisione.
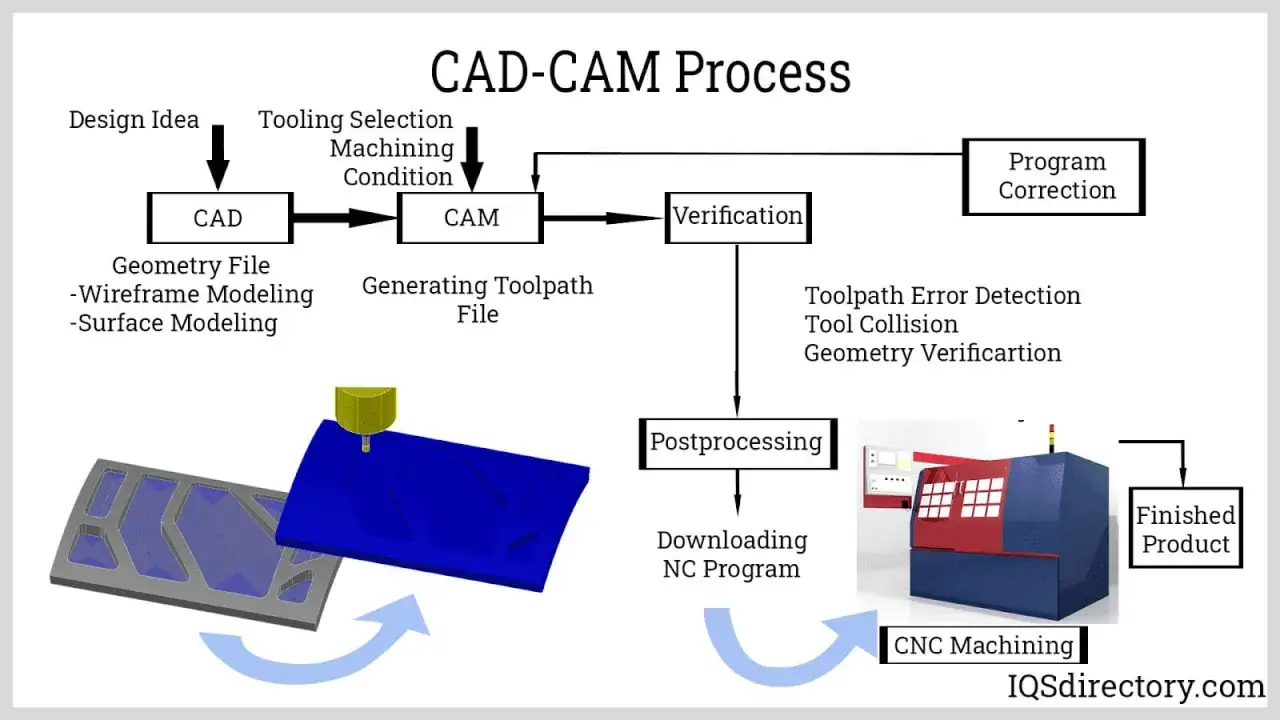
Dal CAD al CAM senza perdere controllo su utensili e tolleranze
Qui si gioca una parte enorme della qualità finale. Come ricorda Autodesk, il CAM serve a trasformare il modello 3D in percorsi utensile e codice macchina, quindi non basta “esportare” il file e sperare che tutto vada bene. Prima bisogna preparare bene il grezzo, l’orientamento, le strategie e la simulazione.
- Verifico il modello: chiudo superfici aperte, controllo le interferenze e pulisco eventuali errori di geometria.
- Definisco il grezzo: stabilisco quanto materiale deve restare attorno al pezzo e quali facce sono di riferimento.
- Imposto lo zero pezzo: se l’origine è sbagliata, tutto il ciclo di lavorazione parte storto.
- Scelgo la strategia: 2,5 assi per tasche e forature, 3 assi per superfici complesse, 5 assi quando servono accessi difficili o meno riprese.
- Simulo collisioni e residui: utensile, staffaggi, mandrino e tavola vanno controllati insieme.
- Genero il post processing: il post processor traduce la lavorazione nel formato che la macchina può leggere.
- Faccio il primo pezzo con criterio: il primo articolo non è un dettaglio amministrativo, è una verifica tecnica.
| Formato | Uso tipico | Quando lo preferisco |
|---|---|---|
| STEP | Scambio tra sistemi CAD diversi | Quando devo preservare geometria e interoperabilità |
| Formato nativo | Lavoro interno nello stesso ambiente software | Quando voglio mantenere storia, vincoli e parametri |
| DXF | Contorni 2D, taglio piano, piegatura | Quando la lavorazione parte da profili o sviluppi bidimensionali |
| STL | Mesh o additive manufacturing | Solo quando la geometria mesh è davvero la scelta giusta; in meccanica di precisione lo tratto con cautela |
| IGES | Superfici legacy o vecchi scambi | Quando devo recuperare dati da sistemi non recenti |
Il punto non è avere tanti formati, ma scegliere quello che riduce le conversioni inutili e conserva più informazione possibile. Una volta chiaro questo flusso, restano gli errori che fanno deragliare il progetto molto più in fretta di quanto si creda.
Gli errori che vedo più spesso nei progetti meccanici 3D
Molti problemi non nascono dal software, ma dal modo in cui il modello viene preparato. Sono errori piccoli solo in apparenza, perché in officina diventano ore perse, correzioni manuali e, in certi casi, pezzi da rifare.
- Raggi interni troppo stretti: se il tuo utensile minimo è una fresa da 6 mm, un angolo interno inferiore a 3 mm è già incompatibile con una lavorazione standard.
- Tolleranze distribuite male: mettere precisione estrema ovunque aumenta il costo senza migliorare il pezzo; io riservo le tolleranze più severe solo alle superfici funzionali.
- Riferimenti di misura confusi: se il pezzo non ha datumi chiari, il controllo dimensionale diventa opinabile e si moltiplicano le interpretazioni.
- Assiemi non verificati: molte criticità emergono solo quando i componenti si incontrano davvero, non nel singolo file isolato.
- Export senza controllo: unità sbagliate, scale errate o superfici mancanti sono errori banali, ma possono compromettere l’intero setup.
- Geometrie non accessibili: un modello può essere corretto dal punto di vista teorico e impossibile da lavorare senza cambiare utensile, staffaggio o sequenza operativa.
Il punto, in pratica, è semplice: non basta disegnare un pezzo corretto, bisogna disegnare un pezzo lavorabile. Da qui la scelta del software non è più teorica ma operativa.
Come scelgo il software e il flusso di lavoro più adatto
Nel 2026 il vero discrimine non è quante funzioni promette una suite, ma quanta continuità garantisce tra modellazione, revisione e produzione. Io guardo soprattutto tre cose: come gestisce le varianti, quanto è robusta l’integrazione con il CAM e quanto rende semplice il passaggio di dati tra ufficio tecnico e officina.
| Esigenza reale | Cosa cercare | Cosa eviterei |
|---|---|---|
| Prototipi e correzioni rapide | Modellazione diretta, import STEP affidabile, modifiche veloci | Ambienti troppo rigidi o pesanti per piccoli interventi |
| Famiglie di pezzi e revisioni frequenti | CAD parametrico con relazioni solide e assiemi ben gestiti | File senza storia o senza vincoli chiari |
| Officina interna con CNC | CAD/CAM integrato, simulazione utensile, post processor controllabile | Passaggi manuali continui tra software scollegati |
| Team con più persone sullo stesso progetto | Versionamento, gestione revisioni, PDM o PLM | Cartelle condivise senza regole e nomi file improvvisati |
Io preferisco sempre un sistema che mi faccia risparmiare una revisione piuttosto che uno che mi mostri cento funzioni in più. Se il progetto deve muoversi tra ufficio tecnico, CAM e reparto produttivo, la semplicità del flusso vale più della spettacolarità dell’interfaccia. Prima di chiudere il file, però, faccio sempre un controllo finale molto concreto.
La checklist finale che uso prima di liberare un pezzo
- Le superfici funzionali sono chiaramente identificate e non confondibili con quelle secondarie.
- I riferimenti di misura sono definiti e coerenti con il montaggio e il controllo.
- I raggi interni sono compatibili con gli utensili disponibili.
- Le tolleranze strette sono limitate alle sole quote che influenzano davvero la funzione.
- L’unità di misura, l’origine e la scala del file sono verificati prima dell’esportazione.
- Il formato scelto conserva il massimo dell’informazione utile per chi riceve il modello.
- La simulazione CAM mostra una lavorazione credibile, senza collisioni o passaggi inutili.
Se questi punti tornano, il modello non è solo pulito sullo schermo: è già abbastanza maturo per passare alla programmazione e alla lavorazione con meno iterazioni. Ed è qui che la modellazione tridimensionale smette di essere un disegno elegante e diventa un vero strumento produttivo.