
Cosa conta davvero quando si lavora con l’arco sommerso
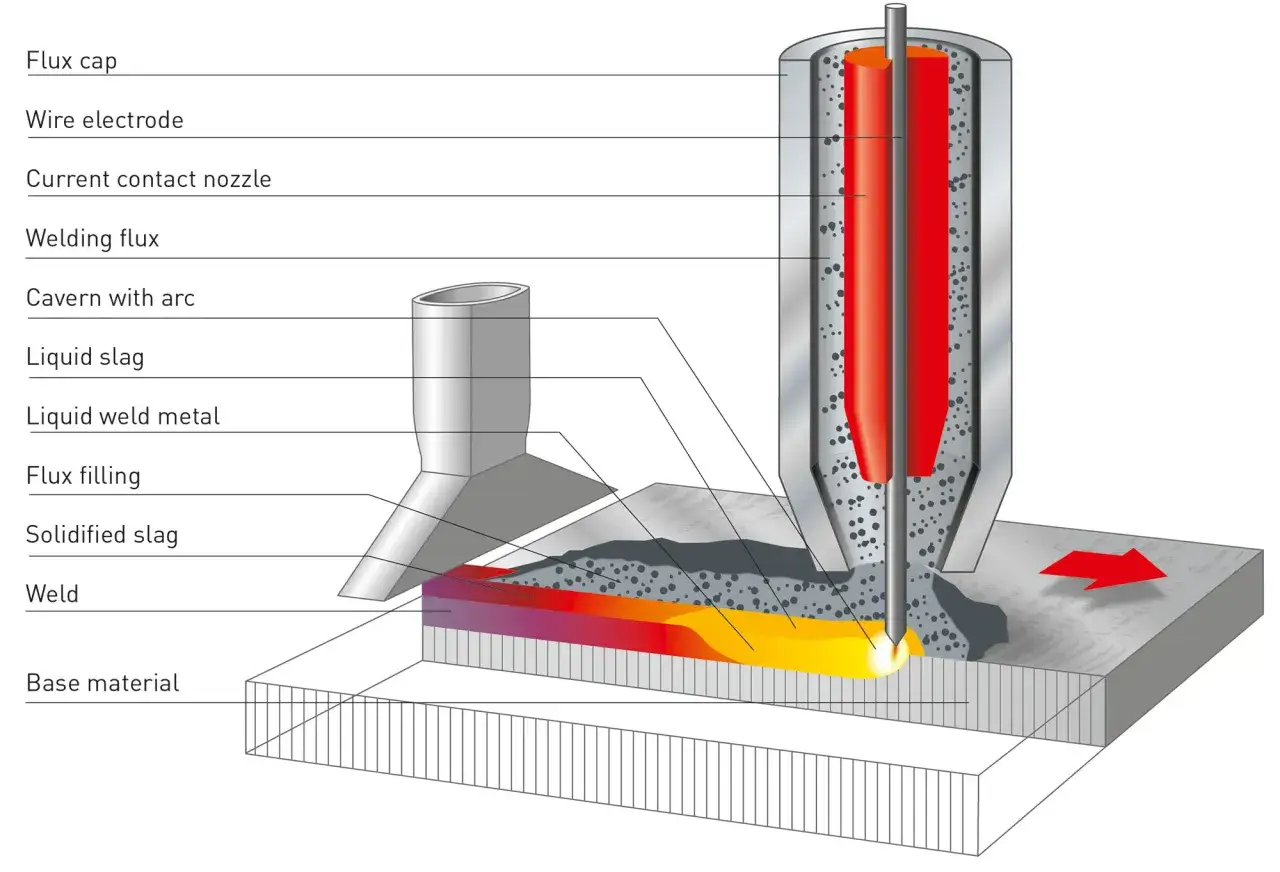
- Il processo SAW usa un filo continuo e un flusso granulare che copre completamente l’arco e il bagno di fusione.
- Rende al meglio su acciai al carbonio, basso-legati e inox, soprattutto con giunti lunghi e spessori medio-alti.
- La qualità dipende più del solito da corrente, tensione, velocità di avanzamento e abbinamento filo-flusso.
- È molto produttivo, pulito e stabile, ma in genere lavora bene solo in posizione piana o quasi piana.
- Le criticità più comuni sono preparazione del giunto scarsa, parametri fuori finestra e rimozione della scoria insufficiente.
Che cosa rende particolare l’arco sommerso
Io la tratto come una tecnologia da produzione, non come un processo “universale”. L’arco non è esposto all’aria: lavora sotto uno strato di flusso granulare che protegge il bagno, stabilizza la scarica e contribuisce anche alla chimica del cordone. In pratica questo significa meno spruzzi, cordoni regolari e una produttività molto alta, con un’efficienza termica che può arrivare a circa il 60%.
Il punto chiave è che l’operatore non vede quasi mai il bagno di fusione mentre salda. Per questo la SAW premia chi prepara bene prima: settaggio, allineamento, parametri e qualità del giunto contano più della “sensazione” durante la saldatura. Se questi elementi sono solidi, il processo è sorprendentemente ripetibile; se sono approssimativi, amplifica gli errori invece di correggerli.
Ed è proprio questa combinazione di protezione, profondità di penetrazione e continuità che spiega perché l’arco sommerso è così forte sulle lavorazioni pesanti. Da qui nasce anche la domanda più utile: in quali casi conviene davvero adottarlo e in quali, invece, è meglio fermarsi prima.
Dove rende davvero e dove invece è poco adatto
La SAW dà il meglio quando il pezzo permette un ciclo stabile, lungo e ripetibile. Io la considero quasi obbligata su strutture importanti, serbatoi, tubazioni di grande diametro, carpenteria pesante e molte applicazioni navali o energetiche. Funziona bene soprattutto su giunti longitudinali e circonferenziali, con il pezzo che può essere ruotato o portato in una posizione favorevole.
| Scenario | Perché funziona bene | Quando preferisco altro |
|---|---|---|
| Piastre spesse e giunti lunghi | Alta deposizione, penetrazione stabile, pochi arresti | Se il pezzo è sottile o molto deformabile |
| Carpenteria pesante | Ripetibilità e velocità di avanzamento elevate | Se servono saldature frequenti fuori posizione |
| Serbatoi e vessel | Ottima continuità sui cordoni circolari o longitudinali | Se il dettaglio geometrico è molto complesso |
| Pezzi con accesso limitato | Può lavorare con impianti automatizzati e carrelli | Se il giunto non consente un posizionamento stabile |
Il limite più evidente è la posizione: con il bagno protetto dal flusso e molto fluido, la saldatura si fa in genere in piano o in configurazioni prossime al piano. Inoltre la SAW non è la scelta migliore su lamiere sottili, su pezzi delicati dal punto di vista termico o quando il componente impone geometrie strette e tanti cambi di direzione. In sintesi: la uso quando il pezzo “collabora”, la scarto quando mi obbliga a inseguirlo.
Questo porta al tema successivo, che in SAW pesa più che in altri processi: l’impianto e i materiali di apporto. È lì che si decide gran parte della qualità finale.
L’impianto e i materiali di apporto che determinano il risultato
Un impianto SAW non si riduce alla sorgente di potenza. Serve una catena coerente: alimentazione filo, sistema di deposito del flusso, carro o testa di saldatura, e una combinazione filo-flusso adatta al materiale. Se uno di questi elementi è fuori equilibrio, il cordone ne risente subito, anche quando il resto dell’attrezzatura è di buon livello.
Il cuore del processo è il filo continuo, che può lavorare da solo oppure in configurazioni più spinte, come twin wire, tandem o triple wire. Queste varianti aumentano deposizione e velocità, ma chiedono controllo più stretto. In ambito industriale si usano anche varianti con aggiunta di filo caldo o freddo, aggiunta di polvere metallica e, per sezioni importanti, configurazioni a narrow gap.
Il flusso è altrettanto decisivo. In pratica ne distinguo tre famiglie utili da ricordare:
- Flux agglomerati, utili quando servono tenacità e una maggiore libertà nella formulazione chimica.
- Flux fusi, apprezzati per arco stabile e comportamento molto regolare, anche con correnti elevate.
- Flux misti, una soluzione di compromesso per adattare il processo a esigenze specifiche.
Conta anche la logica chimica: alcuni flux sono “attivi”, cioè apportano manganese e silicio al bagno, mentre altri restano più neutrali. In officina questo non è un dettaglio accademico: influenza la forma del cordone, la pulizia del metallo depositato e, in certi casi, la tenacità finale. Su alcune configurazioni industriali si lavora con correnti molto elevate, anche fino a circa 2000 A, ma solo quando il resto della procedura è stato costruito per sostenerle.
Quando l’impianto è coerente, il processo diventa molto prevedibile. Da lì in poi, però, il risultato dipende dai parametri: è il punto in cui la SAW smette di essere “semplice” e diventa davvero tecnica.
I parametri che fanno la differenza sul cordone
Nella SAW non mi limito a guardare un numero sul pannello. Correlare corrente, tensione, velocità di avanzamento e stick-out è essenziale, perché ogni variazione sposta penetrazione, larghezza del cordone e composizione del metallo depositato. Qui sotto c’è la lettura pratica che uso più spesso.
| Parametro | Cosa influenza | Errore tipico |
|---|---|---|
| Corrente | Penetrazione, fusione e tasso di deposito | Troppo alta: eccesso di calore e diluizione; troppo bassa: fusione insufficiente |
| Tensione dell’arco | Larghezza del cordone e stabilità dell’arco | Troppa tensione: bagno troppo largo; poca tensione: arco instabile o stretto |
| Velocità di avanzamento | Apporto termico per unità di lunghezza | Troppo veloce: rischio di mancata fusione; troppo lenta: sovraspessore e deformazioni |
| Stick-out | Pre-riscaldamento del filo e consumo energetico | Settaggio incoerente rispetto alla procedura e al diametro del filo |
| Abbinamento filo-flusso | Chimica del bagno, tenacità e aspetto del cordone | Usare una combinazione non qualificata o non compatibile |
Il punto che molti sottovalutano è questo: nella SAW il margine di improvvisazione è basso, proprio perché l’arco resta nascosto. Se il bagno non è visibile, la procedura deve parlare al posto tuo. Per questo io insisto sempre su una finestra di parametri stabile, non su un singolo valore “magico”.
Quando i numeri sono coerenti, il processo ha vantaggi concreti rispetto ad altre tecniche. Vale la pena metterli in ordine, senza romanticismi.
Vantaggi e limiti rispetto a MIG-MAG ed elettrodo
La SAW non “vince” sempre, ma quando è nel suo campo è difficile da battere. Rispetto a MIG-MAG e alla saldatura manuale ad elettrodo, il suo vantaggio principale è la combinazione tra deposizione elevata, continuità del cordone e basso bisogno di finitura. Però questa superiorità è legata a un contesto preciso, non a una superiorità assoluta del processo.
| Criterio | SAW | MIG-MAG | Elettrodo rivestito |
|---|---|---|---|
| Produttività | Molto alta | Alta, ma in genere inferiore su grandi spessori | Bassa o media |
| Qualità di finitura | Molto buona, con poco spruzzo | Buona, ma più sensibile agli spruzzi | Più variabile |
| Posizioni di saldatura | Prevalentemente piana o quasi piana | Molto più flessibile | Molto flessibile |
| Spessori ideali | Medio-alti e alti | Da sottili a medi, con buona adattabilità | Ampio range, ma con minore produttività |
| Automazione | Molto elevata | Buona | Limitata |
| Uso in cantiere | Più difficile | Possibile | Molto pratico |
Proprio perché la SAW amplifica ciò che trova a monte, gli errori tipici sono molto leggibili. E sono quasi sempre gli stessi.
Gli errori che vedo più spesso in officina
Il primo errore è trattare la preparazione del giunto come un passaggio secondario. In SAW non lo è. Se il bordo è sporco, se la geometria non è coerente o se la tolleranza di assemblaggio è troppo larga, il processo diventa meno stabile e la scoria inizia a nascondere difetti che poi compaiono dopo la rimozione.
Il secondo errore è usare parametri “simili” a quelli di un altro lavoro senza rifare la logica di procedura. Con la SAW basta poco per cambiare il comportamento del cordone: una tensione eccessiva allarga troppo il bagno, una velocità troppo alta riduce la fusione, un abbinamento filo-flusso non qualificato altera il metallo depositato. Qui il WPS non è burocrazia: è il minimo tecnico per non andare alla cieca.
- Scoria rimossa male tra un passaggio e l’altro, con inclusioni e difetti superficiali o interni.
- Posizionamento sbagliato del pezzo, che costringe il bagno a lavorare fuori dalla sua finestra ideale.
- Flusso non compatibile, che peggiora tenacità, forma del cordone o stabilità dell’arco.
- Eccesso di calore, con deformazioni eccessive e diluizione indesiderata.
- Uso su lamiere troppo sottili, dove il processo diventa più delicato di quanto sembri.
Il terzo errore, più sottile, è dimenticare che la SAW è molto efficiente ma non “vede” l’operatore. Se non hai procedure chiare, il processo esegue anche le tue imprecisioni con grande disciplina. Per questo, prima ancora di parlare di produttività, io guardo sempre la qualità del controllo di processo.
Ed è qui che si chiude il cerchio: quando progetto una SAW efficace, parto dal pezzo, non dalla macchina.
Le tre decisioni che fanno funzionare davvero una procedura SAW
Se devo sintetizzare il processo in modo utile, direi che tutto ruota attorno a tre scelte: geometria del giunto, finestra di parametri e abbinamento filo-flusso. Se una di queste tre gambe è debole, la saldatura perde stabilità anche con un impianto moderno.
La mia regola pratica è semplice: uso l’arco sommerso quando posso garantire posizione favorevole, preparazione pulita e ripetibilità. Quando invece il componente chiede troppa flessibilità, cambio processo senza nostalgia. È un approccio più realistico e, alla fine, più economico.
Per chi lavora in carpenteria pesante o in lavorazioni strutturali, la SAW resta una delle soluzioni più solide se l’obiettivo è combinare produttività e qualità. Il suo valore non sta nell’essere spettacolare, ma nel risultare affidabile quando il ciclo è costruito bene, e questa è ancora oggi la sua forza più concreta.