Dietro una cella di taglio laser efficiente c'è quasi sempre un flusso CAD/CAM ben cucito sulla produzione reale: dal disegno del pezzo alla generazione del codice per il CNC, passando per nesting, compensazione del kerf e controllo delle collisioni. In questo articolo spiego che cosa fa davvero il software, quali moduli contano in officina, come si confrontano le soluzioni OEM e aftermarket e quali errori fanno perdere materiale, tempo e qualità. Per una carpenteria o un reparto lamiera in Italia, questa scelta incide più di quanto sembri su resa, ripetibilità e tempi di consegna.
In breve, il software giusto decide resa, tempi e sicurezza del taglio
- Il software non serve solo a disegnare: genera nesting, percorsi utensile e dati NC per il CNC.
- I moduli più importanti sono CAD 2D/3D, nesting, postprocessor, simulazione e gestione produzione.
- La scelta corretta dipende da macchina, materiali, volumi, presenza di tubi/profili e livello di automazione.
- Le suite OEM semplificano l'avvio, gli aftermarket danno più flessibilità, gli strumenti generici aiutano nella progettazione ma non bastano in officina.
- Integrazione con ERP, MES e magazzino sfrutta meglio gli sfridi e rende più tracciabile il lavoro.
Che cosa fa davvero un software per il taglio laser
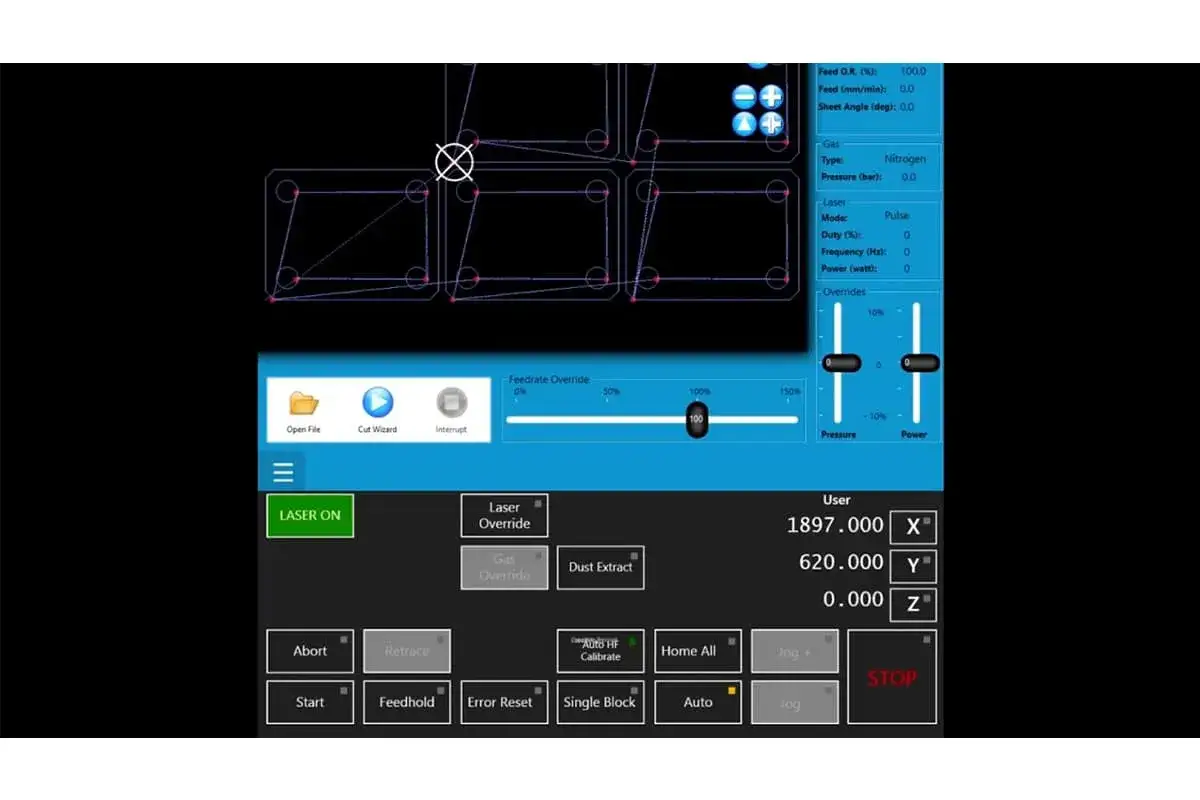
Quando parlo di software per il taglio laser, non penso a un semplice editor grafico. Il cuore del sistema è la catena che trasforma un file tecnico in istruzioni eseguibili: importazione del disegno, verifica delle geometrie, scelta del materiale e dello spessore, generazione del nesting, definizione delle entrate e uscite, poi traduzione nel linguaggio della macchina attraverso il postprocessor.
Il punto che molti sottovalutano è il postprocessor, cioè il traduttore che adatta il lavoro al CNC specifico. Se il postprocessor è debole, anche un ottimo nesting produce output poco affidabile. Nei materiali di Mazak, per esempio, il flusso CAD/CAM arriva fino alla creazione di sviluppo, istruzioni di lavoro e dati NC direttamente importabili nel sistema CNC, con riduzione dei tempi di preparazione superiore al 25% rispetto ai metodi convenzionali.
Qui entra in gioco anche il kerf, cioè la larghezza di materiale effettivamente asportata dal fascio laser: se non la compensi bene, le quote finali non tornano. Lo stesso vale per lead-in e lead-out, i punti di ingresso e uscita del taglio, che servono a evitare segni inutili sui profili visibili. Da questa base si capisce perché il software non va valutato come un accessorio grafico, ma come una parte della macchina stessa. Nel blocco successivo separo i moduli essenziali da quelli che spesso vengono venduti come indispensabili ma non lo sono per tutti.
I moduli che contano in officina
Io dividerei un ambiente CAD/CAM per il taglio laser in cinque blocchi, perché è il modo più pratico per capire dove vale la pena investire e dove no.
| Modulo | A cosa serve | Quando conta davvero |
|---|---|---|
| CAD 2D | Preparare o correggere i profili dei pezzi | Quando ricevi file sporchi, devi adattare quote o gestire varianti frequenti |
| Nesting | Posizionare i pezzi sulla lamiera per massimizzare l'uso del materiale | Quando il costo della materia prima pesa e gli sfridi vanno recuperati bene |
| Postprocessor | Convertire il lavoro nel linguaggio del CNC | Quando lavori con più macchine o con modelli diversi |
| Simulazione e anticollisione | Verificare traiettorie, urti e movimenti della testa | Quando i pezzi sono piccoli, fitti o con geometrie delicate |
| Gestione produzione | Collegare ordini, librerie, magazzino sfridi e report | Quando il reparto deve crescere senza perdere controllo |
Le funzioni che fanno davvero la differenza sono quelle che evitano lavoro manuale ripetitivo. Il nesting automatico, il recupero degli sfridi e la gestione dei micro-joints sono più importanti del numero di pulsanti a schermo. I micro-joints, in pratica, sono piccoli ponticelli lasciati sul contorno per tenere il pezzo fermo durante il taglio: utili, ma da configurare bene se non vuoi deformazioni o cadute premature.
È qui che le suite specialistiche, come quelle orientate alla lamiera, staccano spesso i semplici programmi di disegno. Non perché siano "più belle", ma perché ragionano già in termini di produzione, non di sola geometria. Da qui il passo naturale è capire quale configurazione ha senso per la tua macchina e per il tuo tipo di commessa.
Come scegliere il sistema giusto per la tua macchina
La scelta non dipende solo dal marchio del laser, ma dal modo in cui lavori. Io guardo sempre quattro variabili: tipo di materiale, varietà delle geometrie, volume delle commesse e livello di automazione che l'officina riesce davvero a gestire.
- Se lavori soprattutto lamiera piana e pezzi ripetitivi, ti serve un nesting veloce, una libreria parametricа e un postprocessor stabile.
- Se cambi spesso materiale e spessore, conta moltissimo la gestione dei parametri di taglio per ricette o famiglie di lavorazione.
- Se tagli tubi o profili 3D, non basta un CAM generico: serve un modulo dedicato alla geometria tubolare e alla simulazione tridimensionale.
- Se hai più macchine o più marchi, il tema centrale diventa la compatibilità del postprocessor e la facilità con cui il software si adatta ai diversi CNC.
- Se l'operatore non è un programmatore esperto, la curva di apprendimento e la qualità della formazione contano quasi quanto le funzioni.
In officina vedo spesso un errore ricorrente: scegliere un sistema molto potente, ma troppo pesante per il flusso reale. Una carpenteria che lavora lotti brevi e urgenti ha bisogno di rapidità e chiarezza; una produzione più strutturata, invece, può sfruttare meglio automazioni, librerie standard e gestione dei dati di produzione. Quando il perimetro è chiaro, il confronto tra famiglie di software diventa molto più leggibile.
Soluzioni OEM, aftermarket e open source a confronto
Le opzioni disponibili si possono raggruppare in tre famiglie principali. Le soluzioni OEM sono integrate dal costruttore della macchina; gli aftermarket sono piattaforme specialistiche indipendenti; i sistemi generici o open source nascono più per la progettazione che per la produzione industriale, anche se in certi casi possono essere adattati.
| Tipo di soluzione | Punti forti | Limiti | Quando la sceglierei |
|---|---|---|---|
| OEM | Integrazione nativa, avvio rapido, meno configurazioni | Flessibilità inferiore, più legame al costruttore | Quando hai una macchina principale e vuoi ridurre i tempi di start-up |
| Aftermarket specializzato | Nesting avanzato, supporto multi-macchina, funzioni produttive più ampie | Richiede setup, formazione e test accurati | Quando hai più modelli di laser o una produzione che deve crescere |
| CAD generico con plugin | Buono per il disegno, costo iniziale più contenuto | Non copre bene nesting, CNC e controllo di processo | Quando la parte produttiva è semplice o ancora in fase di avvio |
| Open source | Accesso economico, libertà di prova | Supporto e integrazione variabili | Per prototipi, formazione o laboratori tecnici |
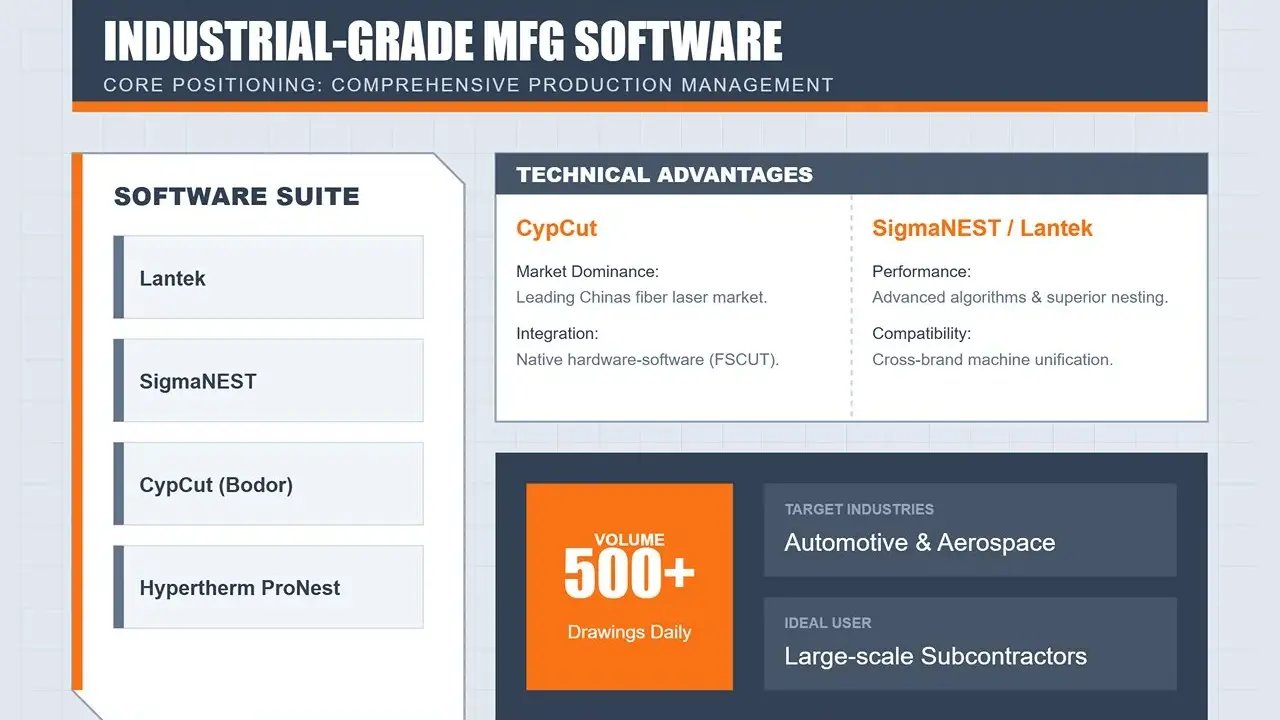
Tra le suite specialistiche più note nel settore lamiera rientrano piattaforme come Lantek o ProNest, cioè strumenti pensati per andare oltre il semplice file di taglio e coprire nesting, programmazione CNC e gestione dei processi. L'aspetto interessante non è il nome in sé, ma il fatto che queste soluzioni nascono per parlare il linguaggio dell'officina, non solo quello del disegnatore. E proprio qui si vedono gli errori più costosi quando si compra in fretta.
Se la differenza tra le famiglie ti sembra teorica, nella pratica la rende evidente il modo in cui il software gestisce l'ordine di lavoro, gli sfridi e i controlli di produzione. Da questo punto in poi, conviene guardare alle trappole che vedo più spesso nelle aziende.
Gli errori che vedo più spesso nelle aziende
Molti problemi non nascono dal laser, ma dal software scelto male o configurato male. In genere ritrovo sempre gli stessi punti deboli.
- Confondere un programma di disegno con un vero ambiente CAM: il pezzo è bello sullo schermo, ma poi il CNC riceve istruzioni poco robuste.
- Non testare il postprocessor su un lotto reale: il software sembra funzionare, ma la macchina interpreta male alcuni movimenti o parametri.
- Trascurare la gestione degli sfridi: si taglia materiale nuovo quando in magazzino ci sono ritagli utili già pronti.
- Usare parametri uguali per materiali e spessori diversi: il risultato è instabile e la qualità varia troppo.
- Ignorare anticollisione e traiettorie: con geometrie fitte, una testa mal programmata può causare danni seri.
- Formare solo il responsabile tecnico e non gli operatori: così il reparto dipende da una sola persona.
Il costo di questi errori non è solo lo scarto. È il tempo perso a correggere file, le micro-fermate della macchina, i controlli extra e la sensazione di lavorare "a vista" invece che con un flusso governato. Se devo essere netto, il miglior software del mondo non compensa un avviamento fatto senza test e senza procedure condivise. Il passo successivo, allora, è collegare il CAM al resto dell'officina invece di lasciarlo isolato.
Integrazione con ERP, MES e Industria 4.0
Qui si vede la differenza tra un reparto che produce e uno che rincorre i file. Un ambiente moderno deve dialogare con ordini, magazzino, stati macchina e report di fine lavoro. Come indicano anche i materiali di Lantek, il CAM non è più un'isola: può integrarsi con ERP e MES, così da seguire il pezzo dall'ordine alla consegna e usare i dati di produzione in modo utile.
Per me questa integrazione vale soprattutto in tre casi: quando hai molte commesse piccole, quando vuoi tracciare meglio gli sfridi e quando devi misurare KPI come tempi di setup, utilizzo lamiera e saturazione macchina. In una carpenteria italiana questo si traduce in meno chiamate interne, meno file duplicati e più controllo sulle versioni dei lavori. Anche il reparto commerciale ne beneficia, perché stima e pianificazione diventano più coerenti con ciò che accade davvero in officina.
Detto altrimenti, il software giusto non si limita a far partire il taglio: deve aiutarti a capire cosa sta succedendo, cosa manca e dove si perde efficienza. E a quel punto la domanda diventa molto concreta: che cosa devo verificare prima di firmare una licenza o un upgrade?La scelta più sensata per una carpenteria italiana
Se dovessi ridurre tutto a una regola pratica, direi così: scegli il sistema che abbassa il numero di decisioni manuali ripetute, non quello che mostra più funzioni in demo. Per una carpenteria italiana che lavora lamiera, la combinazione più solida di solito include nesting veloce, postprocessor affidabile, libreria di pezzi ricorrenti, gestione degli sfridi e assistenza che risponde in tempi brevi.
Prima di comprare, io farei sempre una prova su dati reali: almeno un file pulito, uno sporco, un pezzo con geometria delicata e una commessa che usi il materiale che tagli davvero. Se il software regge questi casi, allora ha senso approfondire. Se invece funziona solo con esempi perfetti, la demo è più elegante che utile. In questo settore la differenza tra un buon acquisto e una spesa inutile si vede soprattutto lì, nel passaggio dal disegno alla produzione vera.